
技术摘要:
本发明公开了一种六角螺母的制造方法,包括如下步骤:(1)通过轧制工艺制造用于拼接六角螺母的两个半成品,每个半成品的形状分别与六角螺母一半的形状对应;两个半成品的内表面分别轧制出内螺纹;(2)将两个半成品以结合面对接的方式拼接,两个半成品拼接成外轮廓为正六 全部
背景技术:
六角螺母是具有内螺纹的紧固件。六角螺母通常与螺栓、螺钉配合使用,起连接紧 固机件的作用。六角螺母在工业中应用极为广泛。 六角螺母的现有制造方法通常包括如下步骤:首先将圆柱形棒材切断获得多个六 角螺母的坯料,然后将坯料加工出六角螺母的正六边形轮廓,进而进行冲眼、钻孔并加工出 内螺纹,获得六角螺母成品。在上述制造过程中,依靠机械加工制造六角螺母及其内螺纹, 一方面,需要去除多余的材料,将会造成极大的材料浪费,对材料利用率不足;另一方面机 械加工效率低,从而增加生产成本,降低经济效益。 为此,人们尝试通过冷挤压和热挤压的方式生产没有内螺纹的六角螺母半成品, 然后对半成品加工内螺纹,获得六角螺母成品。通过上述工艺制造六角螺母,在制造半成品 的过程中提高了材料的利用率,但是这种生产工艺,一方面仍然需要使用攻丝的工艺对半 成品加工内螺纹;另一方面,使用挤压方式生产半成品,还存在脱模困难等问题,所以,依然 存在工作效率低及材料浪费的问题。
技术实现要素:
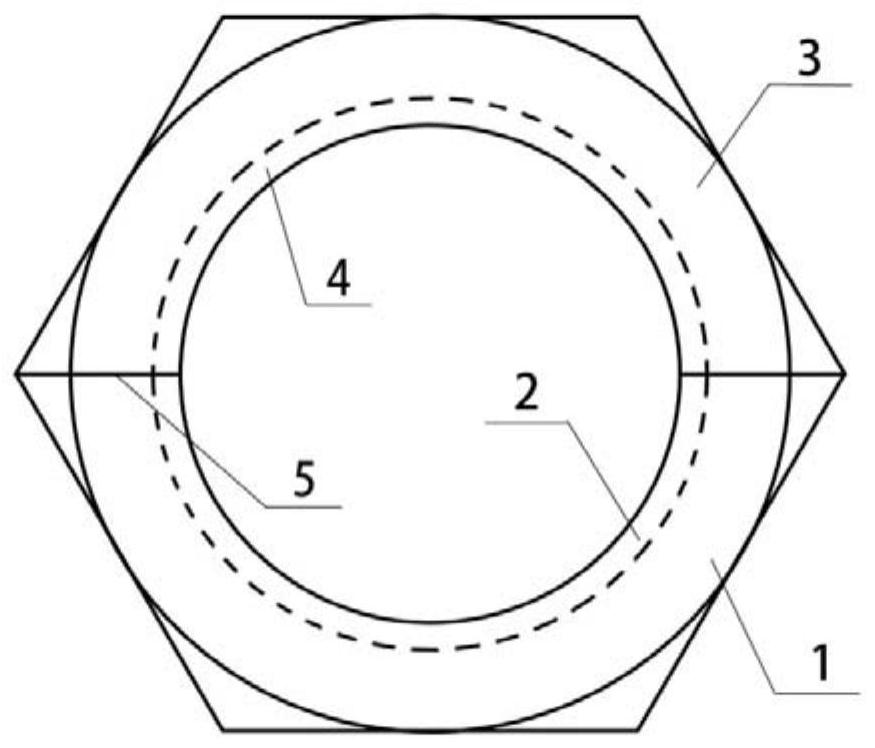
本发明所要解决的首要技术问题在于提供一种六角螺母的制造方法。 本发明所要解决的又一技术问题在于提供一种由上述制造方法制造的六角螺母。 为了实现上述技术目的,本发明采用下述技术方案: 根据本发明所提供实施例的一方面,提供一种六角螺母的制造方法,包括如下步 骤: (1)通过轧制工艺制造用于拼接六角螺母的两个半成品,每个半成品的形状分别 与所述六角螺母一半的形状对应,两个所述半成品的内表面分别轧制出内螺纹; (2)将两个半成品以结合面对接的方式拼接,两个半成品拼接成外轮廓为正六边 形的六角螺母,两个所述半成品的内螺纹拼接成一个完整的内螺纹;并对两个半成品的结 合面进行连接,实现两个半成品的结合面的冶金结合。 其中较优地,在所述步骤(1)中,在成品轧制阶段,使用带有外螺纹的轧辊轧制出 所述半成品的内螺纹。 其中较优地,所述轧辊的外螺纹的尺寸和形状与所述半成品内螺纹的尺寸和形状 对应。 其中较优地,在步骤(1)中,所述半成品经轧制制造的内螺纹的形状为T型螺纹。 其中较优地,所述半成品内螺纹的尺寸规格为T18mm、T25mm、T32mm、T40mm、T50mm 中的任意一种。 3 CN 111590270 A 说 明 书 2/4 页 其中较优地,在所述步骤(2)中,使用焊接工艺对两个半成品的结合面进行连接, 在焊接时避开所述内螺纹的位置。 根据本发明所提供实施例的另一方面,提供一种六角螺母,包括两个用于拼接六 角螺母的半成品,每个半成品的形状分别与所述六角螺母的一半的形状对应,所述半成品 及其内螺纹由轧制工艺制成;两个半成品以结合面对接的方式拼接,两个半成品拼接成外 轮廓为正六边形的六角螺母,两个所述半成品的内螺纹拼接成一个完整的内螺纹;两个半 成品的结合面冶金结合。 其中较优地,所述半成品的内部轮廓为半圆形,所述半成品的外部轮廓为由三条 相等的边组成的正六边形的一半,所述内部轮廓的底边和所述外部轮廓的底边之间的平面 构成两个半成品的结合面。 其中较优地,所述六角螺母的内螺纹为T型螺纹,所述内螺纹的公称直径的范围为 18mm~50mm。 其中较优地,所述六角螺母的内螺纹的尺寸规格为T18mm、T25mm、T32mm、T40mm、 T50mm中的任意一种。 本发明提供了一种六角螺母的制造方法,通过轧制工艺制造两个用于拼接六角螺 母的半成品,两个半成品及其内螺纹分别由轧制工艺制成;通过将两个半成品拼接,并将两 个半成品的结合面焊接,形成一个完整的六角螺母。通过上述制造方法制造六角螺母,工艺 简单,节约材料,并且,经过焊接形成的六角螺母具有足够的结构强度,可以满足使用需求。 上述制造方法适于制造内螺纹精度较低的六角螺母,适用于制造建筑施工用的大尺寸六角 螺母。 附图说明 图1是本发明所提供的一个六角螺母的半成品的结构示意图; 图2是本发明所提供的另一个六角螺母的半成品的结构示意图; 图3是本发明所提供的六角螺母的结构示意图。











