
技术摘要:
本发明涉及减震器钢管技术领域,提供了一种高性能减震器钢管及其加工方法,包括低碳钢钢管;低碳钢钢管表面渗入有扩散层,扩散层上渗入有白亮层,白亮层上渗入有氧化膜。本发明克服了现有工艺的不足,设计合理,结构紧凑,解决了现有减震器钢管耐磨、耐腐蚀和耐疲劳性 全部
背景技术:
减震器是汽车使用过程中的易损件,减震器的工作好坏,将影响汽车行驶的平稳 性和安全性,减震器钢管(包括工作缸和储油缸)是减震器的重要部件,钢管的质量直接影 响减震器的使用,目前减震器钢管大部分采用低碳钢材料,加工方法主要是经过低碳钢管 酸洗-冷拔(精轧)-成形切管-表面防锈处理或镀铬处理。 随着市场需求,对减震器钢管的性能要求也越来也高,普通的减震器钢管性能已 经满足不了市场需求,这里的性能主要指钢管的耐蚀性能和耐磨性能和耐疲劳性能。 具体表现在:1、表面硬度低,刚性不足,装配或转运容易出现磕碰变形。2、防腐层 容易老化或受撞击脱落,生锈导致功能失效。3、使用寿命低,也应对不了复杂工况环境。 为此,我们提出一种高性能减震器钢管及其加工方法。
技术实现要素:
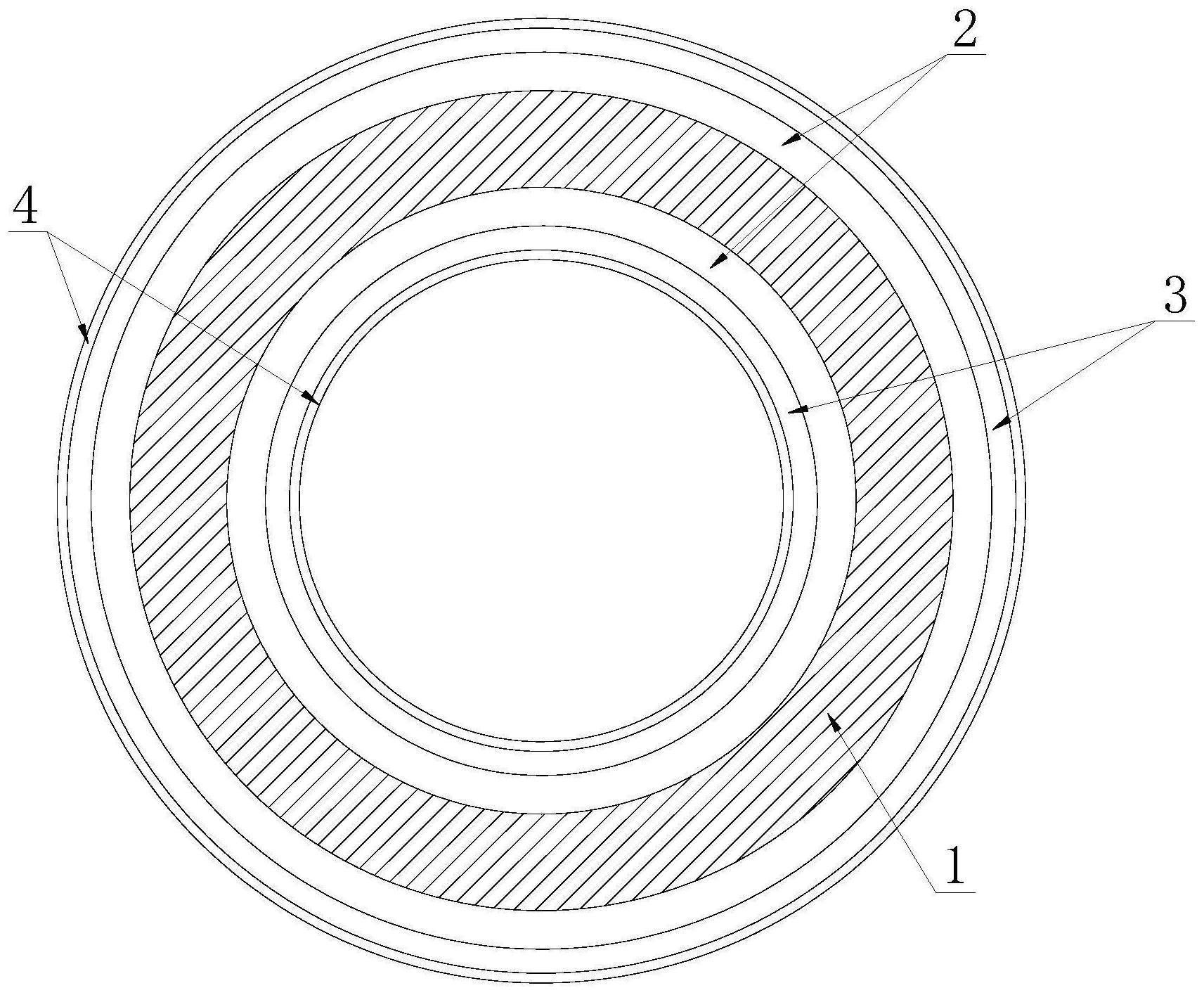
(一)解决的技术问题 针对现有技术的不足,本发明提供了一种高性能减震器钢管及其加工方法,克服 了现有技术的不足,设计合理,结构紧凑,解决了现有的减震器钢管耐磨性能和耐疲劳性差 的问题,本发明通过简单的工艺方法,由低碳钢钢管以及氮碳氧复合渗层构成,属于冶金结 合,氮碳氧复合渗层主要包括表面尖晶石结构的氧化膜、氮碳化合物层、扩散层,此氮碳氧 复合渗层不仅极大的提高了减震器钢管的防腐、耐磨的性能,还提高了耐疲劳性能,具有很 强的实用性。 (二)技术方案 为实现以上目的,本发明通过以下技术方案予以实现: 一种高性能减震器钢管及其加工方法,其特征在于,包括低碳钢钢管; 所述低碳钢钢管表面上渗入有扩散层,扩散层上渗入有白亮层,白亮层上渗入有 氧化膜。 进一步的,位于所述低碳钢钢管内外侧分别渗入有扩散层、白亮层、氧化膜,其单 边复合渗层总厚度之和位于0.2~0.3mm之间,其中白亮层厚度位于12~20um之间。 进一步的,包括以下步骤: 步骤一、冷拔精轧,将低碳钢管管坯通过冷拔机进行冷拔和精轧机精轧,通过此工 艺,能够得到厚度尺寸均匀稳定表面光洁度良好的低碳钢钢管。 步骤二、成形切管、将步骤一冷拔精轧后的低碳钢钢管通过切割设备进行切管,得 到低碳钢减震器钢管。 步骤三、超声波清洗:将步骤二切割好的低碳钢减震器钢管装入氮碳氧共渗的工 4 CN 111593294 A 说 明 书 2/7 页 装内,在进行超声波清洗去除油渍污渍,清洗的水温为50~60℃,时间10~20分钟; 步骤四、喷淋漂洗:将步骤三处理后的低碳钢减震器钢管再进行循环水加压喷淋 及漂洗,喷淋时间为5~10分钟,漂洗时间2~10分钟; 步骤五、加热预处理:将步骤四处理后的低碳钢减震器钢管进行加热预处理,低碳 钢减震器钢管表面由常温升温至360±5℃,升温速度为10~20℃/min,保温30~40分钟; 步骤六、氮碳氧共渗处理:将步骤五处理后的低碳钢减震器钢管进行氮碳氧共渗, 添加渗氮剂和再生剂(再生剂的添加量根据低碳钢减震器钢管重量可精确控制复合渗层厚 度),得到白亮层和扩散层,共渗温度为560~580℃,共渗时间为60~80分钟,通干燥后的压 缩空气,流量为0.1~0.3MPa; 步骤七、氧化处理:将步骤六处理后的低碳钢减震器钢管进行氧化处理,添加渗氧 剂,增加低碳钢减震器钢管基体表面氧原子含量和形成氧化膜,提高腐蚀电位,氧化温度为 420~440℃,氧化时间40~60分钟; 步骤八、去除杂质:将步骤七处理后的低碳钢减震器钢管,直接用循环水冷却至常 温,并进行机械抛光,去除疏松及杂质; 步骤九、区分:将步骤八处理后的低碳钢减震器钢管,根据技术要求、管壁厚度以 及氮碳氧复合渗层深度分为两批,一批为减震器工作缸,另一批为减震器储油缸。 步骤十、再次氧化:将步骤九作为减震器工作缸的一批低碳钢减震器钢管进行二 次预处理和渗氧处理,增加氧化膜厚度和增加固溶氧原子深度; 步骤十一、将步骤八处理的储油缸钢管和步骤十处理后的减震器工作缸/减震器 储油缸进行清洗喷淋/烘干/雾化涂油/包装。 进一步的,所述渗氮剂配方按以下质量分数组分组成: 进一步的,所述再生剂配方按以下质量分数组分组成: 5 CN 111593294 A 说 明 书 3/7 页 进一步的,所述渗氧剂配方按以下质量分数组分组成: 进一步的,所述再生剂添加量为每批次处理减震器钢管重量的0.5~1.5%。 进一步的,所述步骤二中在对低碳钢钢管切割时需要预留共渗微变形尺寸,预变 形量为0.02~0.04mm。 (三)有益效果 本发明实施例提供了一种高性能减震器钢管及其加工方法。具备以下有益效果: 1、本发明提供的高性能减震器钢管,由低碳钢钢管以及氮碳氧复合渗层构成,属 于冶金结合,氮碳氧复合渗层主要包括表面尖晶石结构(尖晶石结构Fe3O4)氧化膜、氮碳化 合物层、扩散层,此氮碳氧复合渗层不仅极大的提高了减震器钢管的防腐、耐磨的性能,还 提高了耐疲劳性能。 2、本发明提供的高性能减震器钢管不再需要钝化防锈和表面镀铬处理,在生产过 程中不含污染环境的酸洗钝化或镀铬重金属污染,使用过程中也不会造成二次重金属污 染。 3、本发明的钢管材料的复合层为渗层,不会产生剥落现象和脱皮现象,且复合渗 层均匀,使得减震器钢厚度相同,其表面硬度大于550HV,复合渗层厚度为单边范围可达0.2 ~0.3mm,中性盐雾试验抗腐蚀144小时以上,比普通减震器钢管抗拉强度提高100Mpa以上。 4、本表面处理工艺发明,可以精确控制减震器钢管的渗层质量,在一定温度范围 内(560~580℃),对于减震器钢管,该再生剂添加量为工件重量的0.5~1.5%,配合采用通 干燥后的压缩空气,流量为0.1~0.3MPa,可得到减震器钢管表面渗层白亮层12~20um,总 渗层0.20~0.30mm,表面硬度500~650Hv0.1。 附图说明 图1为本发明结构示意图。 图中:低碳钢钢管1、扩散层2、白亮层3、氧化膜4。 6 CN 111593294 A 说 明 书 4/7 页











