
技术摘要:
本发明公开了一种热轧降尘系统及控制方法,其中系统包括:一级雾化除尘模块、二级雾化除尘模块、三级负压吸尘模块以及前馈浓度检测模块;一级雾化除尘模块,用于在轧机启动时,启动除尘;二级雾化除尘模块,用于在前馈浓度检测模块检测到粉尘浓度大于预设的标准浓度时 全部
背景技术:
随着工业的快速发展,部分工业型城市正面临着巨大的环保压力,城市大气的 PM2.5日渐严重。热轧带钢厂的粉尘浓度在5μm-80μm范围,粒径中位数为20μm-30μm,主要来 源于轧机轧制过程中产生的氧化铁皮粉尘,主要成分包括Fe2O3、FeO、Si、C、S等。低于10μm的 微细粉尘极易被人体呼吸,进入人体肺部,损害人体的身体健康,且这部分粉尘基本无法被 风机除尘等方式带走。目前比较成熟的除尘方法可以大致分为干式电除尘和湿式除尘。静 电除尘需要提供高压直流电供应机组、灰尘振打装置等相关设备,前期投入和后期运行费 用较高,且对现场除尘设备安装条件也有较高要求。湿式除尘主要用水位介质对粉尘进行 吸附降尘,但是没有被捕捉的粉尘在湿润的条件下,极易附着在构件上,导致腐蚀结构的现 象,降低结构件的使用寿命,污染产品表面质量。但是,湿式除尘带来了另一问题是,水与粉 尘结合以后极易附着在轧机构件上,这就会导致铁皮灰等缺陷的产生,也会导致轧机外表 面很脏等现象。 综上所述,目前的热轧产线降尘方案存在着设备费用高昂、微细粉尘难以处理以 及容易产生铁皮灰缺陷。
技术实现要素:
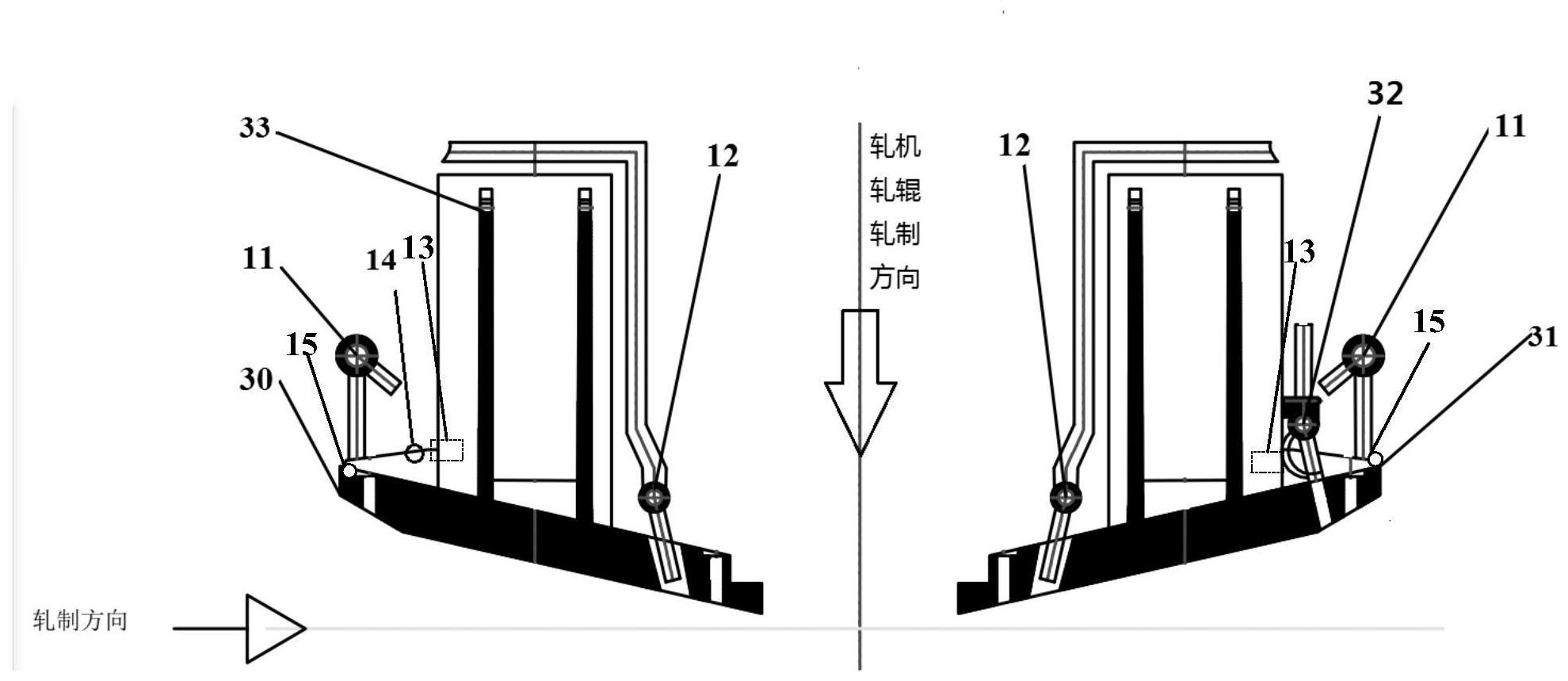
鉴于上述问题,本发明提出了一种热轧降尘控制系统及控制方法,可对轧机轧制 过程产生的微细粉尘进行有效的控制,并且具有较低的设备成本和维护成本。 第一方面,本申请通过本申请的一实施例提供如下技术方案: 一种热轧降尘系统,包括:一级雾化除尘模块、二级雾化除尘模块、三级负压吸尘 模块以及前馈浓度检测模块;所述一级雾化除尘模块分别设置在轧机入口导位的第一端和 轧机出口导位的第一端,所述二级雾化除尘模块分别设置在所述轧机入口导位的第二端和 所述轧机出口导位的第二端;所述第一端为远离轧辊的一端,所述第二端为靠近所述轧辊 的一端;所述三级负压吸尘模块分别设置在所述轧机入口导位的第二端和所述轧机出口导 位的第二端;所述前馈浓度检测模块分别设置在所述轧机入口导位和所述轧机出口导位的 侧边缘,且所述前馈浓度检测模块位于所述一级雾化除尘模块的内侧,所述内侧为靠近所 述轧辊的一侧; 所述一级雾化除尘模块,用于在轧机启动时,启动除尘; 所述二级雾化除尘模块,用于在所述前馈浓度检测模块检测到粉尘浓度大于预设 的标准浓度时,启动除尘; 所述三级负压吸尘模块,用于在所述二级雾化除尘模块工作后,且所述前馈浓度 检测模块检测到粉尘浓度大于所述标准浓度时,启动除尘。 可选的,还包括:反馈浓度检测模块,所述反馈浓度检测模块分别设置在所述轧机 4 CN 111545572 A 说 明 书 2/7 页 入口导位和所述轧机出口导位的侧边缘,且所述反馈浓度检测模块位于所述一级雾化除尘 模块的外侧,所述外侧为远离所述轧辊的一侧; 所述一级雾化除尘模块,还用于在所述反馈浓度检测模块检测到粉尘浓度大于所 述标准浓度时,调整除尘的水流量至最大。 可选的,所述二级雾化除尘模块,还用于在所述反馈浓度检测模块检测到粉尘浓 度大于所述标准浓度时,调整除尘的水流量至最大。 可选的,所述三级负压吸尘模块,还用于在所述反馈浓度检测模块检测到粉尘浓 度大于所述标准浓度时,调整除尘的风机转速至最大。 可选的,还包括:自适应模块,用于: 在所述前馈浓度检测模块与所述反馈浓度检测模块均检测到粉尘浓度大于所述 标准浓度时,基于原始遗传系数、卷取温度变化量、集管流量、后计算温度以及当前实际温 度启动流量自学习,获得新遗传系数;其中,所述原始遗传系数为所述一级雾化除尘模块的 水流量控制系数; 将所述原始遗传系数修改为所述新遗传系数,以增大所述一级雾化除尘模块工作 时的水流量。 可选的,自适应模块,具体用于: 基于K=ΔC/ΔQ,获得遗传感度值;其中,K为遗传感度值,ΔC为卷取温度变化量, ΔQ为集管流量; 基于Qnew=Qold (Cn-Cact)/K,获得计算遗传系数;其中,Qnew为计算遗传系数,Qold为 原始遗传系数,Cn为后计算粉尘浓度,Cact为当前实际粉尘浓度。 基于Q’=(1-β)×Qold β×Qnew,对所述计算遗传系数进行修正,获得新遗传系数; 其中,Q’为新遗传系数,β为权重。 可选的,所述一级雾化除尘模块包括:集管和多个雾化喷嘴,所述多个雾化喷嘴连 接在所述集管上。 可选的,所述系统用于除尘直径为5μm-80μm的粉尘。 第二方面,基于同一发明构思,本申请通过本申请的一实施例提供如下技术方案: 一种热轧降尘控制方法,应用于上述第一方面中任一所述的系统,所述方法包括: 启动所述一级雾化除尘模块进行除尘; 通过所述前馈浓度检测模块检测粉尘浓度,获得第一粉尘浓度; 当所述第一粉尘浓度大于预设的标准浓度时,启动所述二级雾化除尘模块进行除 尘; 通过所述前馈浓度检测模块检测粉尘浓度,获得第二粉尘浓度; 当所述第二粉尘浓度大于预设的标准浓度时,启动所述三级负压吸尘模块进行除 尘。 第三方面,基于同一发明构思,本申请通过本申请的一实施例提供如下技术方案: 一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现 上述第二方面中所述方法的步骤。 本发明实施例中提供的一种热轧降尘系统及控制方法,其中系统的一级雾化除尘 模块分别设置在轧机入口导位的第一端和轧机出口导位的第一端,二级雾化除尘模块分别 5 CN 111545572 A 说 明 书 3/7 页 设置在轧机入口导位的第二端和轧机出口导位的第二端;第一端为远离轧辊的一端,第二 端为靠近轧辊的一端,这样可在除尘同时避免影响除尘质量。进一步的,三级负压吸尘模块 分别设置在轧机入口导位的第二端和轧机出口导位的第二端;避免粉尘溢出。前馈浓度检 测模块分别设置在轧机入口导位和轧机出口导位的侧边缘,且前馈浓度检测模块位于一级 雾化除尘模块的内侧,内侧为靠近轧辊的一侧,保证了前馈浓度检测模块能够准确的检测 粉尘浓度。进一步的,一级雾化除尘模块,用于在轧机启动时,启动除尘;二级雾化除尘模 块,用于在前馈浓度检测模块检测到粉尘浓度大于预设的标准浓度时,启动除尘;三级负压 吸尘模块,用于在二级雾化除尘模块工作后,且前馈浓度检测模块检测到粉尘浓度大于标 准浓度时,启动除尘。本发明通过对一级雾化除尘模块、二级雾化除尘模块以及三级除尘模 块的设置位置,以及启动除尘的顺序可使轧辊的轧制受影响较小的情况下,保证轧机轧制 产生的微细粉尘的除尘效果,避免了铁皮灰的产生;同时,该系统结构简单基于现有的轧机 出口导位和轧机入口导位进行设置,减少了新添加结构,降低了设备成本和维护成本。 上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段, 而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够 更明显易懂,以下特举本发明的











