
技术摘要:
本发明涉及机械领域,具体涉及一种超大型齿圈的精度检测工装及方法。一种超大型齿圈的精度检测工装,包括:滑轨;滑座,所述滑座可沿所述滑轨滑动,所述滑座上设置有支撑结构和调整组件,所述支撑结构活动支撑齿轮轴,所述调整组件具有周向分布的至少三个位置可调的调 全部
背景技术:
超大型齿圈,是指直径5米以上、重量50T-100T的齿圈,是回转窑、球磨机等的主要 部件,此类产品安装工况复杂,需使用大型起重、运输设备,安装、运输成本高。由于体积质 量大,如果使用现场调试不合格,将产生巨额返修费用,且会严重影响生产进度,为避免产 生此类问题,必须在产品加工现场确认超大型齿圈的加工精度,并且精确模拟安装现场调 试结果。 现有技术中,通过行车吊起齿轮轴并带动齿轮轴运动,齿轮轴上的标准齿轮与超 大型齿圈相啮合,超大型齿圈可带动标准齿轮转动,通过检测两者啮合的印痕来检测超大 型齿圈的加工精度。上述的检测方法可起到检测超大型齿圈的加工精度的作用,但齿轮轴 被行车吊起,对齿轮轴的限位作用有限,在传动的过程中,齿轮轴仍会出现摆动现象,检测 的准确性低。
技术实现要素:
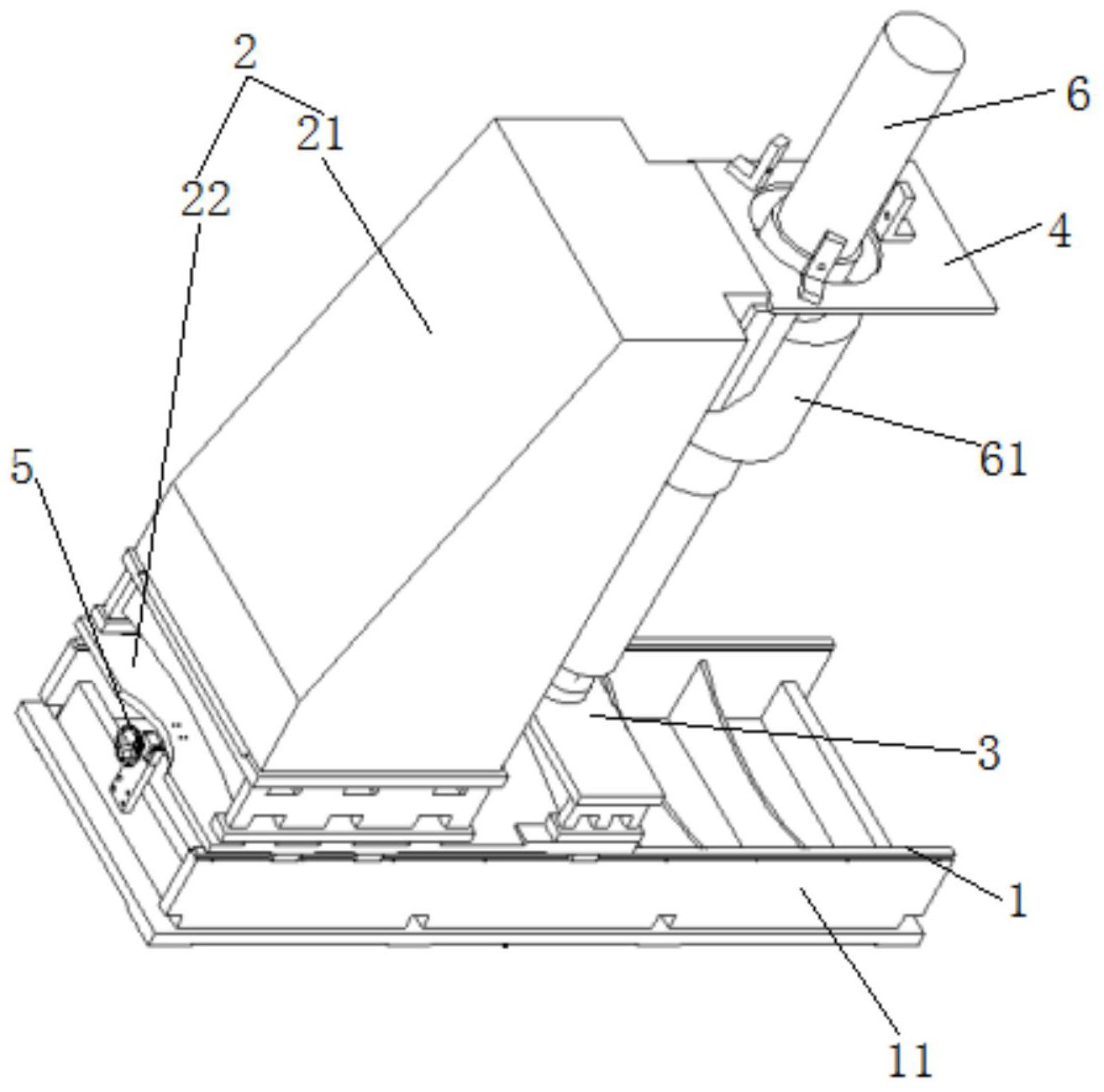
为了解决现有技术中对超大型齿圈的加工精度的检测准确性低的技术问题,本发 明提出一种超大型齿圈的精度检测工装及方法,解决了上述技术问题。本发明的技术方案 如下: 一种超大型齿圈的精度检测工装,包括:滑轨;滑座,所述滑座可沿所述滑轨滑动, 所述滑座上设置有支撑结构和调整组件,所述支撑结构活动支撑齿轮轴,所述调整组件具 有周向分布的至少三个位置可调的调整件,至少三个所述调整件抵住所述齿轮轴的外表面 以限位调整所述齿轮轴的轴线位置。 本发明的超大型齿圈的精度检测工装,齿轮轴设置在滑座上,滑座可带动齿轮轴 沿滑轨滑动,以调整超大型齿圈和齿轮轴之间的中心距,滑座上设置有支撑结构来活动支 撑齿轮轴,再通过调整组件可限位调整齿轮轴的轴线与超大型齿圈的轴线平行。本发明的 精度检测工装,通过滑座配合其上的支撑结构和调整组件可准确调整齿轮轴的位置,使齿 轮轴与超大型齿圈很好地啮合以检测超大型齿圈的加工精度;此外,支撑结构配合调整组 件,使得齿轮轴仅可在超大型齿圈的带动下转动,而不会出现其它方向上的运动,即本发明 的精度检测工装可实现对齿轮轴的准确限位和稳定支撑,以提高检测的准确性。 根据本发明的一个实施例,所述支撑结构包括尖部朝上的顶尖,所述顶尖可伸入 到所述齿轮轴的端部以支撑所述齿轮轴。 根据本发明的一个实施例,所述调整组件包括间隙套设在所述齿轮轴外周的调整 架,所述调整架上分布有所述调整件,所述调整件在所述调整架上的位置可调。 根据本发明的一个实施例,所述调整架上设置有调整座,所述调整件与所述调整 座螺纹配合,至少三个所述调整件周向均匀分布,每个所述调整件径向延伸。 3 CN 111595578 A 说 明 书 2/6 页 根据本发明的一个实施例,所述调整组件为两组,分别设置在齿轮轴的工作面的 上方和下方。 根据本发明的一个实施例,所述滑座在直线模组的带动下沿所述滑轨滑动。 一种超大型齿圈的精度检测方法,采用上述的精度检测工装,包括如下步骤: S1、将与超大型齿圈配合的齿轮轴放置在精度检测工装上; S2、精度检测工装支撑并调整齿轮轴的位置,以实现齿轮轴和超大型齿圈啮合,齿 轮轴的工作面上涂覆有标记物; S3、超大型齿圈带动齿轮轴转动,获取齿轮轴与超大型齿圈的啮合痕迹。 根据本发明的一个实施例,步骤S1包括:将齿轮轴吊起放置在支撑结构上,所述调 整组件围设在所述齿轮轴的外周。 根据本发明的一个实施例,步骤S2中精度检测工装支撑并调整齿轮轴的位置包 括: S21、齿轮轴的底端形成有凹槽,所述支撑结构伸入到凹槽内活动支撑齿轮轴; S22、滑座带动齿轮轴沿滑轨滑动以调节齿轮轴和超大型齿圈之间的中心距; S23、调整组件调整齿轮轴的轴线与超大型齿圈的轴线平行。 根据本发明的一个实施例,步骤S3中,获取齿轮轴与超大型齿圈的啮合痕迹后,进 行拓印。 基于上述技术方案,本发明所能实现的技术效果为: 1 .本发明的超大型齿圈的精度检测工装,齿轮轴设置在滑座上,滑座可带动齿轮 轴沿滑轨滑动,以调整超大型齿圈和齿轮轴之间的中心距,滑座上设置有支撑结构来活动 支撑齿轮轴,再通过调整组件可限位调整齿轮轴的轴线与超大型齿圈的轴线平行。本发明 的精度检测工装,通过滑座配合其上的支撑结构和调整组件可准确调整齿轮轴的位置,使 齿轮轴与超大型齿圈很好地啮合以检测超大型齿圈的加工精度;此外,支撑结构配合调整 组件,使得齿轮轴仅可在超大型齿圈的带动下转动,而不会出现其它方向上的运动,即本发 明的精度检测工装可实现对齿轮轴的准确限位和稳定支撑,以提高检测的准确性; 2.本发明的超大型齿圈的精度检测工装,支撑结构包括尖部朝上的顶尖来支撑齿 轮轴,顶尖的尺寸小于齿轮轴的端部对应设置的插槽,顶尖伸入到插槽内可实现对齿轮轴 的活动支撑;调整组件包括至少三个调整件,调整件的位置可调,所有调整件的一端端部抵 靠在齿轮轴的外表面上,对齿轮轴的外表面形成至少三个支撑点,可稳定限位齿轮轴的轴 线位置;进一步设置调整件与调整架螺纹配合,调整件沿周向均匀分布,每个调整件径向延 伸,可保证调整件可径向运动至不同位置并稳定抵靠在齿轮轴的外表面上,且支撑点均匀 分布,以实现对齿轮轴的位置的准确限位;进一步设置调整组件为两组,分别位于齿轮轴的 工作面的上方和下方,可进一步防止齿轮轴在啮合传动的过程中发生晃动; 3 .本发明的超大型齿圈的精度检测方法,采用上述的超大型齿圈的精度检测工 装,可通过滑座带动齿轮轴沿滑轨滑动以调整齿轮轴与超大型齿圈之间的中心距;可通过 支撑结构配合调整组件来调整齿轮轴的轴线平行于超大型齿圈,具体地,可在齿轮轴的上 下外圆部位进行打表,根据打表结果来调整调整件的位置,进而调整齿轮轴的轴线与超大 齿圈的轴线平行。 4 CN 111595578 A 说 明 书 3/6 页 附图说明 图1为本发明的超大型齿圈的精度检测工装的结构示意图; 图2为滑轨组件的结构示意图; 图3为图2的A部放大图; 图4为图2的B部放大图; 图5为直线模组安装的结构示意图; 图6为超大型齿圈的精度检测工装的主视图; 图7为图6的C-C截面图; 图8为调整组件的结构示意图; 图9为调整组件的俯视图; 图10为精度检测工装对超大型齿圈进行检测时的工作状态图; 图中:1-滑轨;11-底座;2-滑座;21-滑座本体;22-滑板;23-滑块;3-支撑结构;31- 顶尖;32-顶尖座;4-调整组件;41-调整架;42-调整座;43-调整件;5-直线模组;51-丝杆; 52-螺母;53-第一支架;54-第二支架;55-手轮;6-齿轮轴;61-工作面;7-超大型齿圈;8-工 作台;81-支腿。











