
技术摘要:
本发明公开了一种全自动复卷机,用于将原薄膜卷重新分割并卷在纸筒上,从而分卷成多个新薄膜卷,全自动复卷机包括机架以及安装于机架上的用于将双面胶的贴胶贴于纸筒上并揭去型纸的双面胶贴胶模组、用于将薄膜的起始端粘合于纸筒上并卷于纸筒上的薄膜复卷模组、用于将 全部
背景技术:
复卷机是一种将大规格的卷材重新分割并卷在纸筒上,从而分卷成多个小规格的 卷材,首先需要在纸筒上粘上贴胶,再将原薄膜卷材的一端粘合固定于纸筒上开始复卷,复 卷完指定长度后需要将薄膜切断,再将封边的标签从标签纸上剥离,通过标签将新薄膜卷 的末端固定,最后将复卷完成的新薄膜卷输送出去。现有的复卷机在纸筒的贴胶、薄膜复 卷、切割薄膜、剥离标签以及贴标签封边等各个工序未完全实现自动一体化,需要操作人员 辅助完成,操作繁琐,复卷效率低。
技术实现要素:
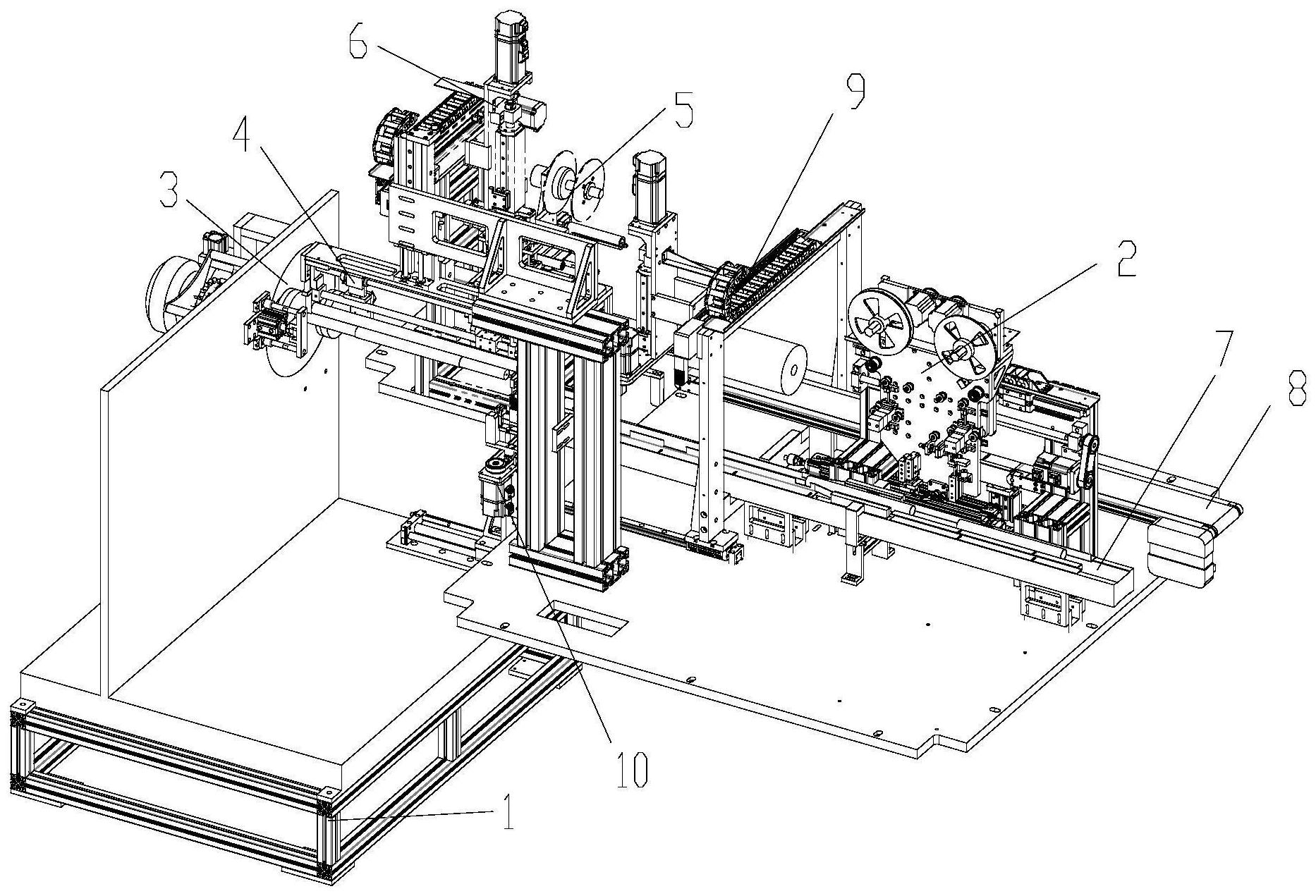
本发明提供了一种全自动复卷机,以解决现有的复卷机的自动化程度低而造成复 卷效率低的技术问题。 根据本发明的一个方面,提供一种全自动复卷机,用于将原薄膜卷重新分割并卷 在纸筒上,从而分卷成多个新薄膜卷,全自动复卷机包括机架以及安装于机架上的用于将 双面胶的贴胶贴于纸筒上并揭去型纸的双面胶贴胶模组、用于将薄膜的起始端粘合于纸筒 上并卷于纸筒上的薄膜复卷模组、用于将复卷完指定长度的薄膜切断的薄膜切割模组、用 于将标签从标签纸上剥离的标签剥离模组、用于将剥离的标签贴合于新薄膜卷的末端上的 贴标签模组、用于转移纸筒和新薄膜卷的转移装置以及用于控制全自动复卷机工作状态的 控制电路。 进一步地,双面胶贴胶模组包括用于将双面胶输送至纸筒上方的双面胶输送机 构、用于将输送至纸筒处的双面胶的贴胶的起始端贴合于纸筒上以使贴胶从型纸上逐步剥 离的双面胶剥离机构、用于使剥离的贴胶按指定路径贴于纸筒上的双面胶贴胶机构、用于 将剥离的贴胶切断且保持型纸完整的双面胶切割机构以及用于将剥去贴胶后的型纸收集 的型纸收集机构;双面胶贴胶模组还包括用于安装双面胶输送机构、双面胶剥离机构、双面 胶切割机构以及型纸收集机构的贴胶安装座,双面胶贴胶机构的固定端安装于机架上,贴 胶安装座安装于双面胶贴胶机构的活动端上,以通过于双面贴胶机构的活动端带动贴胶安 装座按指定路径移动,进而使双面胶剥离机构剥离的贴胶按指定路径贴于纸筒上。 进一步地,薄膜复卷模组包括安装于机架上的复卷安装座、安装于复卷安装座上 的用于驱动原薄膜卷转动以将薄膜释放的原薄膜卷释放机构、用于带动纸筒转动以进行薄 膜复卷的第一复卷轴、用于带动纸筒转动以进行薄膜复卷的第二复卷轴、安装于复卷安装 座上的用于驱动第一复卷轴转动以将薄膜卷于纸筒上的第一复卷驱动机构、安装于复卷安 装座上的用于驱动第二复卷轴转动以将薄膜卷于纸筒上的第二复卷驱动机构、用于安装第 一复卷轴和第二复卷轴的转板以及安装于复卷安装座上的用于驱动转板转动的转板驱动 机构;第一复卷轴和第二复卷轴转动连接于转板上,通过转板驱动机构驱动转板转动以改 5 CN 111591810 A 说 明 书 2/10 页 变第一复卷轴和第二复卷轴的位置,使第一复卷轴上的纸筒靠近原薄膜卷释放机构进行薄 膜复卷,而第二复卷轴上的复卷完的新薄膜卷则靠近贴标签模组进行贴标签封边,或者使 第二复卷轴上的纸筒靠近原薄膜卷释放机构进行薄膜复卷,而第一复卷轴上的复卷完的新 薄膜卷则靠近贴标签模组进行贴标签封边。 进一步地,转移装置包括安装于机架上的用于输送纸筒的纸筒输送机构、安装于 机架上的用于输送新薄膜卷的薄膜卷输送机构、用于从上方抓取纸筒和新薄膜卷的上抓取 模组以及用于从下方抓取纸筒和新薄膜卷的上抓取模组,通过纸筒输送机构将未贴胶的纸 筒输送至双面胶贴胶机构进行贴胶并将贴好胶的纸筒输送至上抓取模组的下方,通过上抓 取模组抓取贴好胶的纸筒并套设于第一复卷轴和第二复卷轴的前端,通过下抓取模组将贴 好胶的纸筒的位置调整至与原薄膜卷释放机构的薄膜释放位置相对应,通过下抓取模组和 上抓取模组配合将贴好标签的新薄膜卷抓取转移至薄膜卷输送机构的起始端,通过薄膜卷 输送机构将贴好标签的新薄膜卷输出。 进一步地,上抓取模组包括沿机架的长度方向布设于机架上的横向移动气缸、沿 机架的长度方向布设于机架上的横向滑轨、与横向滑轨滑动连接的横向滑动架、沿机架的 宽度方向布设于横向滑动架上的电机滑轨、与电机滑轨滑动连接的纵向滑动座、沿竖直方 向布设于纵向滑动座上的竖向驱动电机、与竖向驱动电机的输出轴连接的竖向丝杠、沿竖 直方向布设于纵向滑动座上的竖直滑轨、与竖直滑轨滑动连接并与竖向丝杠螺纹匹配连接 的竖向滑动座、安装于竖向滑动座上的第一手爪驱动电机以及与第一手爪驱动电机连接的 用于抓取纸筒和新薄膜卷的第一U型手爪;下抓取模组包括沿机架的宽度方向布设于机架 上的纵向无杆气缸、安装于纵向无杆气缸的活动端上的纵向滑动架、沿竖直方向布设于纵 向滑动架上的竖向无杆气缸、安装于竖向无杆气缸的活动端上的第二手爪驱动电机以及与 第二手爪驱动电机连接的用于抓取纸筒和新薄膜卷的第二U型手爪。 进一步地,薄膜切割机构包括安装于机架上的切割安装座、沿高度方向安装于切 割安装座上的升降滑轨气缸、沿薄膜的宽度方向安装于升降滑轨气缸的活动端上的水平无 杆气缸、安装于水平无杆气缸的活动端上的薄膜切割刀以及安装于水平无杆气缸的活动端 上的薄膜滚压轮,且薄膜滚压轮位于薄膜切割刀的前方,通过升降滑轨气缸的活动端带动 水平无杆气缸下降,使薄膜滚压轮和薄膜切割刀压于薄膜上,通过水平无杆气缸的活动端 带动薄膜滚压轮和薄膜切割刀沿薄膜的宽度方向移动,从而通过薄膜滚压轮先将薄膜压 紧,进而通过薄膜切割刀将薄膜切断。 进一步地,标签剥离模组包括安装于机架上的标签安装座、安装于标签安装座上 的用于套设标签贴纸圈的标签存放轴、安装于标签安装座上的标签剥离板、安装于标签安 装座上的标签纸收集轴、安装于标签安装座上的标签主动轴以及用于驱动标签主动轴转动 的标签驱动电机,标签剥离板的上表面通过斜面与下表面连接,标签存放轴、标签主动轴以 及标签纸收集轴通过标签纸传动连接,且标签纸从标签剥离板的上表面绕过标签剥离板的 斜面并输送至标签纸收集轴上,通过标签驱动电机驱动标签主动轴转动并带动标签存放轴 和标签收集轴同步转动,从而使标签贴纸移动至标签剥离板的上表面与斜面的连接处时, 标签贴纸上的标签停留于标签剥离板的上表面,而标签纸绕至标签剥离板的斜面上,从而 将标签从标签纸上剥离。 进一步地,标签剥离模组还包括安装于安装座上的标签整平气缸以及安装于标签 6 CN 111591810 A 说 明 书 3/10 页 整平气缸的活动端上的标签滚压轮,标签滚压轮位于标签剥离板的上方,通过标签整平气 缸的活动端带动标签滚压轮下降,从而将标签剥离板的上表面的标签贴纸压平。 进一步地,贴标签模组包括用于吸附标签剥离机构剥离的标签并转移贴合于新薄 膜卷的末端上的吸盘、用于控制吸盘吸紧和松开的吸盘控制机构、安装于机架上的用于带 动吸盘沿水平方向移动的吸盘平移机构以及安装于机架上的用于带动吸盘沿高度方向移 动的吸盘升降机构;吸盘安装于吸盘控制机构的活动端上,吸盘控制机构的固定端安装于 吸盘升降机构的活动端上,吸盘升降机构的固定端安装于吸盘平移机构的活动端上,吸盘 平移机构的固定端安装于机架上。 进一步地,全自动复卷机还包括安装于机架底部的底板、安装于机架上并位于底 板上方的配重板、安装于底板上的用于装设控制电路的电路控制柜以及用于将机架围合的 复卷机外壳。 本发明具有以下有益效果: 本发明的全自动复卷机,通过控制电路控制转移装置、双面胶贴胶模组、薄膜复卷 模组、薄膜切割模组、标签剥离模组以及贴标签模组的运行状态,首先通过控制转移装置将 未贴胶的纸筒转移至双面胶贴胶模组,从而通过控制双面胶贴胶模组将双面胶的贴胶贴于 纸筒上并揭去型纸,再通过控制转移装置将贴好贴胶的纸筒转移至薄膜复卷模组进行复 卷,从而通过控制薄膜复卷模组将原薄膜卷的起始端粘合于纸筒上并卷于纸筒上,然后通 过控制薄膜切割模组将复卷完指定长度的薄膜切断,并通过控制标签剥离模组将标签从标 签纸上剥离,从而通过控制贴标签模组将剥离的标签贴合于新薄膜卷的末端上,最后通过 控制转移装置将新薄膜卷输出,由此可知,薄膜复卷的所有工序均自动完成,无需操作人员 进行辅助,操作简单,从而提高了薄膜的复卷效率。 除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。 下面将参照图,对本发明作进一步详细的说明。 附图说明 构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实 施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中: 图1是本发明优选实施例的全自动复卷机的结构示意图; 图2是本发明优选实施例的全自动复卷机的结构示意图; 图3是本发明优选实施例的双面胶贴胶模组的结构示意图; 图4是本发明优选实施例的双面胶贴胶模组的结构示意图; 图5是本发明优选实施例的薄膜复卷模组的结构示意图; 图6是本发明优选实施例的薄膜切割模组的结构示意图; 图7是本发明优选实施例的标签剥离模组的结构示意图; 图8是本发明优选实施例的贴标签模组的结构示意图; 图9是本发明优选实施例的上抓取模组的结构示意图; 图10是本发明优选实施例的下抓取模组的结构示意图。 图例说明: 1、机架;2、双面胶贴胶模组;21、贴胶安装座;211、贴胶固定板;212、贴胶安装板; 7 CN 111591810 A 说 明 书 4/10 页 22、双面胶输送机构;221、输送调速电机;222、双面胶放胶轮;223、双面胶走胶轮;224、第一 拉紧配重装置;225、第一针型气缸;23、型纸收集机构;231、收集调速电机;232、型纸收集 轮;233、型纸走纸轮;234、第二拉紧配重装置;235、第二针型气缸;24、双面胶剥离机构; 241、双面胶剥离板;242、双面胶拉扯气缸;243、安装块;244、限位轮;2、限位压板;25、双面 胶贴胶机构;251、贴胶滑轨;252、贴胶驱动电机;253、贴胶丝杠;254、双面胶滚压气缸;255、 双面胶滚压轮;26、双面胶切割气缸;3、薄膜复卷模组;31、复卷安装座;32、第一复卷轴;33、 第二复卷轴;34、转板;35、转板驱动机构;4、薄膜切割模组;41、切割安装座;42、升降滑轨气 缸;43、水平无杆气缸;44、薄膜切割刀;5、标签剥离模组;51、标签安装座;52、标签存放轴; 53、标签剥离板;54、标签收集轴;55、标签驱动电机;56、标签整平气缸;57、标签滚压轮;6、 贴标签模组;61、吸盘;62、吸盘控制机构;63、吸盘平移机构;64、吸盘升降机构;7、纸筒输送 机构;8、薄膜卷输送机构;9、上抓取模组;90、横向移动气缸;91、横向滑轨;92、横向滑动架; 93、电机滑轨;94、纵向滑动座;95、竖向滑动座;96、竖向驱动电机;97、竖向丝杠;98、第一手 爪驱动电机;99、第一U型手爪;10、下抓取模组;101、纵向无杆气缸;102、纵向滑动架;103、 竖向无杆气缸;104、第二手爪驱动电机;105、第二U型手爪。











