
技术摘要:
本申请属于焊接设备技术领域,具体涉及一种腔体焊接定位装置。本申请中的腔体焊接定位装置包括基座、内撑单元、外撑单元和压紧单元,内撑单元包括多个内撑块,内撑块用于从腔体的内部对腔体进行支撑,外撑单元用于从腔体的外部对腔体进行支撑,内撑单元和外撑单元相配 全部
背景技术:
目前市场上常见的蒸汽炉腔体,都采用铆接、碰焊后点胶固定或者只用点胶方式 固定,但通过这些工艺加工的腔体都存在一系列缺点,如采用铆接的,会出现漏汽、漏水现 象;采用碰焊后点胶固定工艺的,其加工周期长,碰焊后清洗完再点胶,点胶后要静放固化 八小时以上,点胶时容易搞脏腔体其它位置;而采用点胶工艺,需要用大量定位工装,点胶 后需要放置八小时以上再拆掉定位工装,生产周期长。而且以上工艺基本都存在漏汽、漏 水、有异味、加工周期长等问题。 常规蒸汽炉的炉体主要包含腔体、前板和后板,腔体与后板、前板的连接多半采用 碰焊、点胶实现钣金连接,该工艺效率慢,材料损耗较大,存在漏汽、漏水、有异味、加工周期 长等问题,严重影响产品的性能。
技术实现要素:
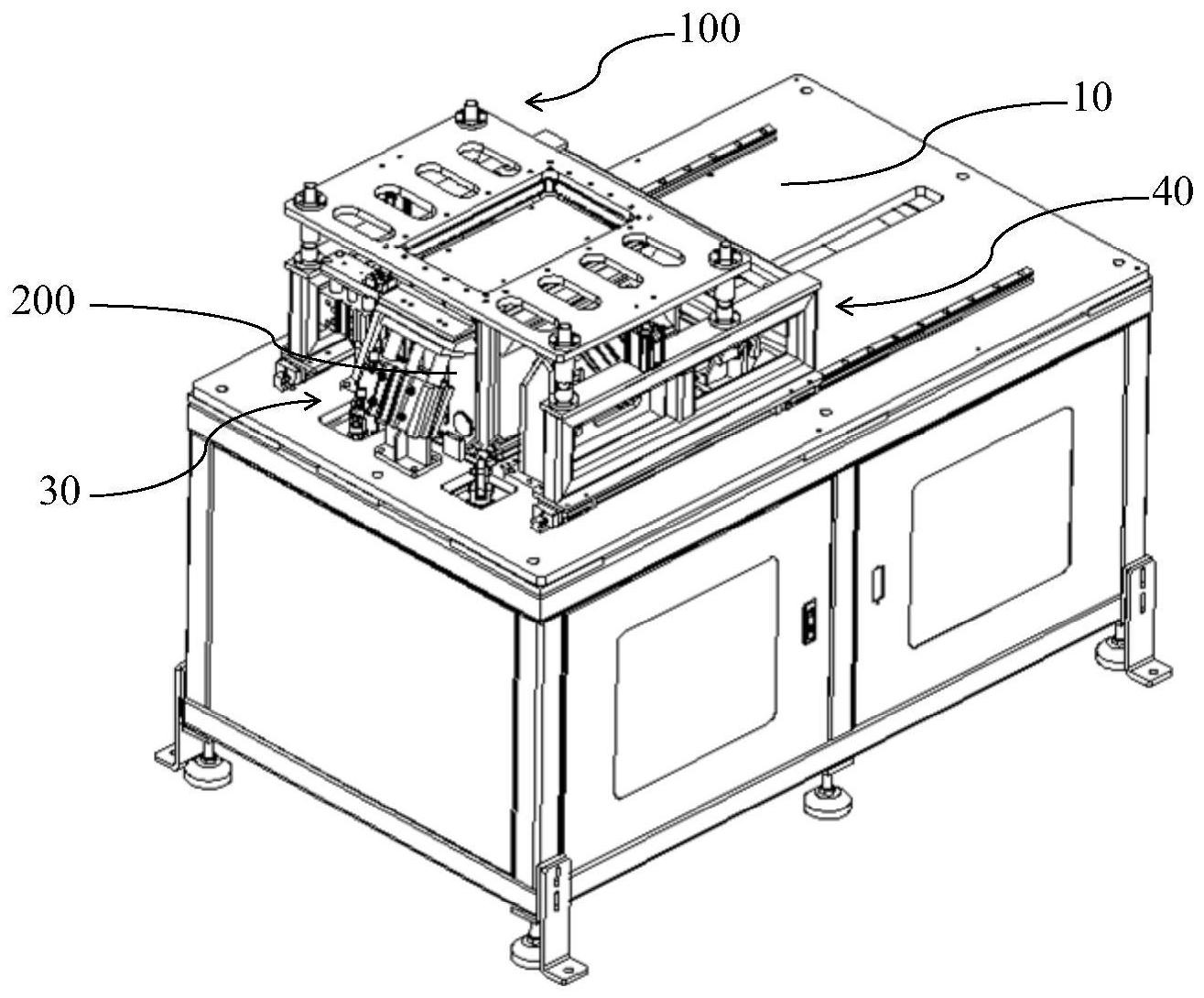
本申请的目的是至少解决腔体与前、后板连接后存在泄漏的问题。该目的是通过 以下方式实现的: 本申请的第一方面提出了一种腔体焊接定位装置,所述腔体焊接定位装置包括: 基座; 内撑单元,所述内撑单元包括多个内撑块,所述内撑块用于从所述腔体的内部对 所述腔体进行支撑; 外撑单元,所述外撑单元用于从所述腔体的外部对所述腔体进行支撑,所述内撑 单元和所述外撑单元相配合以支撑所述腔体; 压紧单元,所述压紧单元包括至少一个压紧块,所述压紧块与所述内撑单元和所 述外撑单元相配合对所述待焊接件与所述腔体进行压紧定位; 所述内撑单元、所述外撑单元和所述压紧单元均设于所述基座上。根据本申请中 的腔体焊接定位装置,将腔体置于基座上,通过内撑单元的内撑块从腔体的内部对腔体进 行支撑固定,同时通过外撑单元从腔体的外部对腔体进行支撑固定,使腔体的位置固定,通 过压紧单元的压紧块对待焊接件进行压紧固定,使待焊接件与腔体相贴合,保证腔体和待 焊接件的相对位置足够准确固定,从而保证了在腔体和待焊接件的焊接过程中焊缝的准 确,避免了腔体和待焊接件在焊接过程中发生变形而对焊接精度和焊接质量造成影响,避 免出现虚焊或焊不上等焊接缺陷,防止焊接处泄漏现象的产生,有效提高了焊接质量。 另外,根据本申请中的腔体焊接定位装置,还可具有如下附加的技术特征: 在本申请的一些实施方式中,所述内撑块上靠近焊接位置处设有沿焊接方向分布 的多个第一吹气孔。 在本申请的一些实施方式中,所述压紧块上靠近焊接位置处设有沿焊接方向分布 4 CN 111590256 A 说 明 书 2/11 页 的多个第二吹气孔。 在本申请的一些实施方式中,所述内撑单元还包括内撑安装座、驱动件、滑座和楔 形块,所述楔形块与所述内撑安装座滑动连接,所述楔形块的楔形面与所述滑座的外表面 相配合,所述内撑块连接或贴合在所述楔形块上与所述楔形面相对设置的侧面,所述驱动 件用于驱动所述滑座相对所述楔形块运动,以使所述楔形块相对所述内撑安装座滑动。 在本申请的一些实施方式中,所述滑座的外表面至少包括在与所述楔形面相对位 置处相配合的斜面。 在本申请的一些实施方式中,所述内撑单元还包括弹性连接件,所述弹性连接件 的一端与所述楔形块相连,用于所述楔形块回复至原位。 在本申请的一些实施方式中,所述内撑单元还包括内撑安装座,驱动件,楔形块和 楔形块安装板,所述内撑块与所述内撑安装座滑动连接,所述内撑块至少包括在与所述楔 形块的楔形面相对位置处相配合的斜面,所述楔形块设于所述楔形块安装板上,所述驱动 件用于驱动所述楔形块安装板和所述楔形块相对所述内撑块移动,以使所述内撑块相对所 述内撑安装座滑动。 在本申请的一些实施方式中,所述内撑单元还包括弹性连接件,所述弹性连接件 的一端与所述内撑块相连,用于所述内撑块回复至原位。 在本申请的一些实施方式中,所述内撑单元还包括定位组件,所述定位组件包括 第一脱销气缸、气缸连接板和第二定位销,所述气缸连接板设于所述内撑单元的底部,所述 第一脱销气缸的气缸杆与所述气缸连接板相连并能够驱动所述气缸连接板移动,所述第一 定位销设于所述气缸连接板上。 在本申请的一些实施方式中,所述外撑单元包括至少一组相对设置的外撑组件, 所述外撑组件包括外撑安装座、支撑气缸和支撑板,所述支撑气缸设于所述外撑安装座上, 所述支撑板与所述支撑气缸的气缸杆相连。 在本申请的一些实施方式中,所述外撑单元还设有第二脱销气缸和第二定位销, 所述第二脱销气缸设于所述支撑板上,所述第二脱销气缸的气缸杆通过连接组件与所述第 二定位销相连。 在本申请的一些实施方式中,所述外撑单元包括第一外撑组件、第二外撑组件、第 三外撑组件和第四外撑组件,所述第一外撑组件和所述第三外撑组件相对设置,所述第二 外撑组件和第四外撑组件相对设置,所述第一外撑组件上设有所述第一定位销和所述第二 脱销气缸,所述第一外撑组件上还设有支撑架,所述支撑板通过所述支撑架与所述支撑气 缸的气缸杆相连。 在本申请的一些实施方式中,所述压紧单元还包括压紧气缸和压板,所述压紧气 缸的气缸杆与所述压板相连,所述压板朝向所述腔体的板面上设有所述压紧块。 在本申请的一些实施方式中,所述压紧单元还包括导轨、进给气缸和安装架,所述 导轨的数量为两个且间隔设置,所述导轨和所述进给气缸均设于所述基座上,所述安装架 与所述进给气缸的气缸杆相连并以滑动的方式设于所述导轨上,所述压紧气缸的数量为两 个且间隔设于所述安装架上。 在本申请的一些实施方式中,所述压紧单元还包括导轨、进给气缸和安装架,所述 导轨的数量为两个且间隔设置,两个所述导轨上均设有所述进给气缸,两个所述进给气缸 5 CN 111590256 A 说 明 书 3/11 页 间通过所述安装架相连,所述进给气缸以滑动的方式设于所述导轨上,所述压紧气缸设于 所述进给气缸上。 在本申请的一些实施方式中,所述压板的底部设有第一限位块,所述外撑单元的 顶部设有与所述第一限位块相匹配的第二限位块。 在本申请的一些实施方式中,所述待焊接件在与所述腔体的连接处设置有呈槽型 的容纳腔,所述压紧块容纳于所述容纳腔内,所述容纳腔包括与所述压紧块相仿型的仿形 面,所述容纳腔的宽度大于所述压紧块插入所述容纳腔的部分的宽度。 附图说明 通过阅读下文优选实施方式的详细描述,各种其它的优点和益处对于本领域普通 技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本申请 的限制。而且在整个附图中,用相同的附图标记表示相同的部件。其中: 图1为本申请实施方式一中的腔体焊接定位装置的部分结构示意图; 图2为图1中腔体与前板的部分结构示意图; 图3为图1中腔体与内撑单元的部分结构示意图; 图4为图3中腔体与内撑单元的俯视结构示意图; 图5为图4中A-A的剖面结构示意图; 图6为图3中内撑单元的部分结构示意图; 图7为图3中内撑单元的另一角度的部分结构示意图; 图8为图6中第一内撑块的部分结构示意图; 图9为图6中第二内撑块的部分结构示意图; 图10为图1中外撑单元的部分结构示意图; 图11为图10中第二外撑组件的部分结构示意图; 图12为图1中压紧单元的部分结构示意图; 图13为图12中压紧块的部分结构示意图 图14为本申请实施方式二中的腔体焊接定位装置的部分结构示意图; 图15为图14中腔体与后板的部分结构示意图; 图16为图15中腔体与后板的俯视结构示意图; 图17为图16中B-B的剖面结构示意图; 图18为图14中腔体与内撑单元的部分结构示意图; 图19为图18中内撑单元的部分结构示意图; 图20为图19中第二内撑块与楔形块的部分结构示意图; 图21为图14中外撑单元的部分结构示意图; 图22为图21中A部的放大结构示意图; 图23为图14中压紧单元的部分结构示意图。 附图中各标号表示如下: 100:腔体焊接定位装置; 10:基座; 20:内撑单元、211:第一内撑块、212:第二内撑块、213:第一吹气孔、22:内撑块安 6 CN 111590256 A 说 明 书 4/11 页 装座、221:安装座支撑架、23:顶升气缸、231:连接杆、232:连接板、233:楔形块安装板、234: 滑板、235:第一滑轨、24:滑座、25:楔形块、251:楔形块安装座、252:支撑杆、26:弹簧、271: 基板、272:调整垫片、273:挡块、274:导向座、28:定位组件、281:第一脱销气缸、282:气缸连 接板、283:第一定位销、284:第一定位销座、285:固定支撑块、286:活动支撑块、29:支撑座; 30:外撑单元、31:第一外撑单元、311:第一外撑气缸安装座、312:第一支撑气缸、 3121:支撑架、3122:第二滑轨、313:第一支撑板、314:第一仿形块、3151:导向杆、3152:直线 轴承、316:第二脱销气缸、3161:第二定位销、3171:第二定位销座、3172:销座连接板、3173: 第一连接块、3174:第二连接块、318:第二限位块、3191:支撑柱、3192:支撑轴承、32:第二外 撑单元、321:第二外撑气缸安装座、322:第二支撑气缸、323:第二支撑板、324:第二仿形块、 325:过渡块、33:第三外撑单元、34:第四外撑单元; 40:压紧单元、41:压紧块、411:仿形面、412:第二吹气孔、42:导轨、43:进给气缸、 44:安装架、45:压紧气缸、46:压板、47:第一限位块; 200:腔体; 300:前板、310:冲压槽、320:第一销孔; 400:后板、410:第二销孔; 500:焊枪。











