
技术摘要:
本发明提供了一种蜗壳组件和空调器,蜗壳组件包括第一蜗壳、第二蜗壳和加强筋,其中,第二蜗壳和第一蜗壳构造形成风道,风道具有出风口;加强筋设置在第二蜗壳上靠近出风口的端部。本发明通过在第二蜗壳靠近出风口的端部设置加强筋,进而可以确保第二蜗壳端部的结构强 全部
背景技术:
目前,空调器的蜗壳组件是由两部分蜗壳组装在一起的,然而由于一部分蜗壳的 侧壁距离底面较高,在注塑成型或运输过程中容易变形,导致与另一部分蜗壳装配困难或 装配后两个蜗壳间缝隙较大,容易造成风量损失和异音的问题。
技术实现要素:
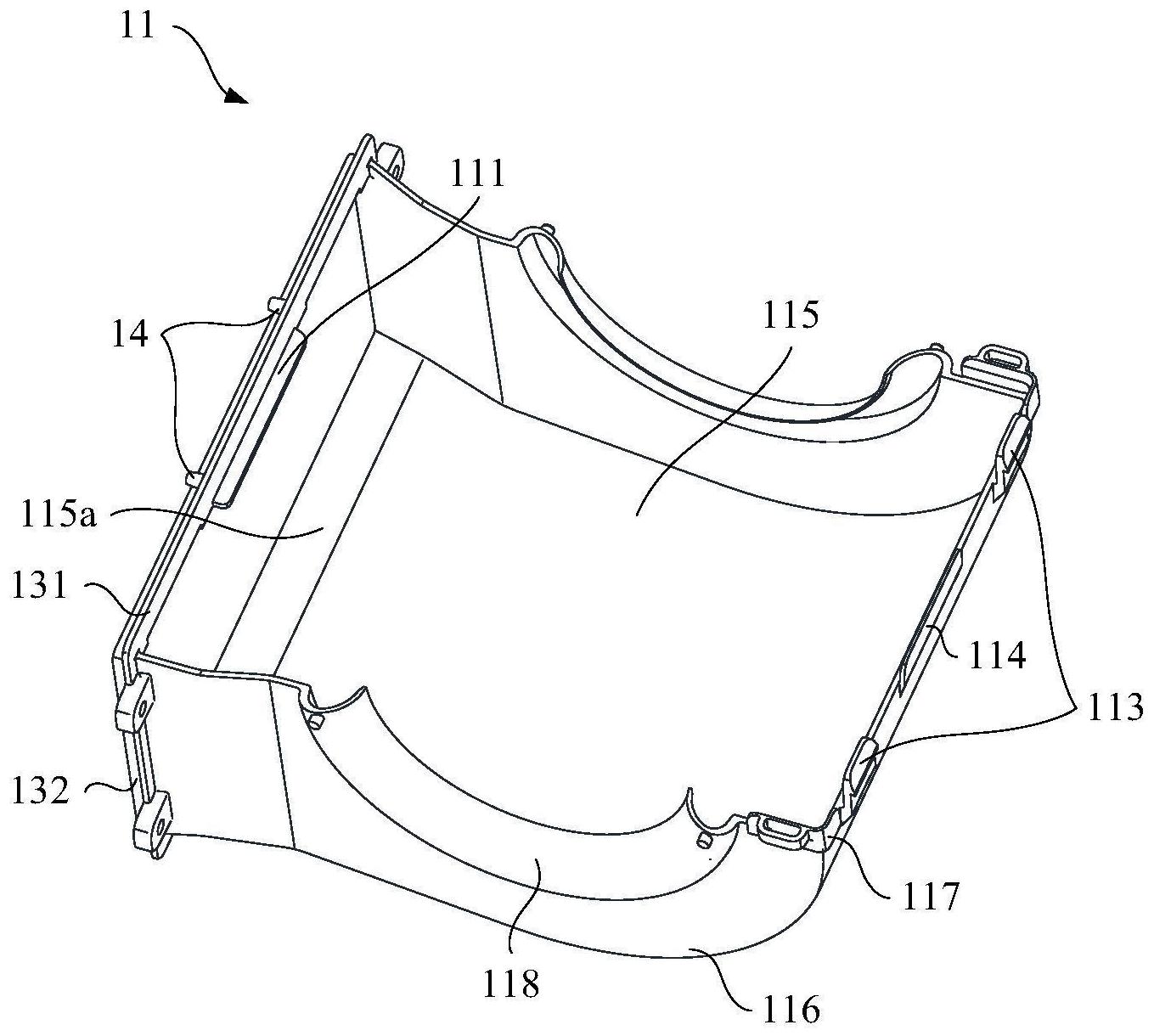
本发明旨在至少解决现有技术或相关技术中存在的技术问题之一。 为此,本发明的第一个方面在于,提出一种蜗壳组件。 本发明的第二个方面在于,提出一种空调器。 有鉴于此,根据本发明的第一个方面,提供了一种蜗壳组件,其包括第一蜗壳、第 二蜗壳和加强筋,其中,第二蜗壳和第一蜗壳构造形成风道,风道具有出风口;加强筋设置 在第二蜗壳上靠近出风口的端部。 本发明提供的蜗壳组件包括第一蜗壳、第二蜗壳和加强筋,第一蜗壳连接在第二 蜗壳的上,第一蜗壳与第二蜗壳能够构成风道,风道用于容置空调器的风机,风道具有进风 口和出风口,加强筋设置在第二蜗壳上靠近出风口的端部。本发明通过在第二蜗壳靠近出 风口的端部设置加强筋,进而可以确保第二蜗壳端部的结构强度,避免在注塑成型或者运 输过程中,第二蜗壳受力变形而直接影响其与第一蜗壳的正常装配,避免第一蜗壳和第二 蜗壳之间缝隙较大而造成风量损失或产生噪音的问题。进一步地,第二蜗壳和加强筋采用 注塑成型工艺制备,能够确保第二蜗壳与加强筋之间的连接可控性。 另外,根据本发明提供的上述技术方案中的蜗壳组件,还可以具有如下附加技术 特征: 在上述技术方案中,进一步地,加强筋沿出风口的四周绕设在第二蜗壳上。 在该技术方案中,加强筋沿出风口的四周绕设在第二蜗壳上,则加强筋可以对第 二蜗壳上靠近出风口的端部实现全方位结构增强,使得第二蜗壳的端部被加强筋连成一个 相通的整体,减小第二蜗壳的两个侧壁的变形。 在上述任一技术方案中,进一步地,加强筋中靠近第一蜗壳的加强筋为第一加强 筋;蜗壳组件还包括连接件和配合件,连接件设置在第一加强筋和第一蜗壳中的一个上;配 合件对应于连接件设置在第一加强筋和第一蜗壳中的另一个上,连接件与配合件相适配。 在该技术方案中,加强筋中靠近第一蜗壳的加强筋为第一加强筋,即第一加强筋 连接在第二蜗壳的两个侧壁之间。蜗壳组件还包括连接件和配合件,其中连接件设置在第 一加强筋和第一蜗壳中的一个上,配合件对应于连接件设置在第一加强筋和第一蜗壳中的 另一个上,当第一蜗壳和第二蜗壳装配时,连接件和配合件相互咬合适配,进而实现第一蜗 壳和第二蜗壳的紧密连接。其中,将连接件或配合件设置在第一加强筋上,进而可以增加第 5 CN 111594488 A 说 明 书 2/13 页 一蜗壳和第二蜗壳之间的接触面积,使得二者装配更加紧密可靠。即第一加强筋不仅可以 起到增强第二蜗壳的结构强度,防止变形的作用,而且可以为设置连接件/配合件而提供设 置位置,使得第一蜗壳和第二蜗壳之间的连接点更多,连接更加稳固可靠。 在上述任一技术方案中,进一步地,连接件包括第一卡舌,连接在第一加强筋上并 朝向风道内部延伸;配合件包括第一卡槽,对应于第一卡舌设置在第一蜗壳上,第一卡舌能 够卡设于第一卡槽内。 在该技术方案中,连接件包括第一卡舌,第一卡舌连接在第一加强筋上,具体地, 第一卡舌连接在第一加强筋上背离出风口的侧壁上。第一卡舌朝向风道内部延伸。配合件 包括第一卡槽,第一卡槽对应于第一卡舌开设在第一蜗壳上,当第一蜗壳与第二蜗壳装配 时,第一卡舌能够卡设在第一卡槽内,进而实现第一蜗壳与第二蜗壳的相互咬合。 在上述任一技术方案中,进一步地,连接件还包括第二卡槽,开设在第一加强筋 上;配合件包括还第二卡舌,对应于第二卡槽设置在第一蜗壳上并背离风道延伸,第二卡舌 能够卡设在第二卡槽内。 在该技术方案中,连接件还包括第二卡槽,第二卡槽开设在第一加强筋上,具体 地,第二卡槽开设在第一加强筋的底部,即部分第一加强筋朝向第一蜗壳凹陷构造出第二 卡槽。配合件还包括第二卡舌,第二卡舌对应于第二卡槽设置第一蜗壳上,第二卡舌朝远离 第一蜗壳的方向延伸,当第一蜗壳与第二蜗壳装配时,第二卡舌能够卡设在第二卡槽中,进 而实现第一蜗壳与第二蜗壳的相互咬合。 在上述任一技术方案中,进一步地,第二卡槽的数量为至少一个,当第二卡槽的数 量为两个时,两个第二卡槽分别设置在第一卡舌的两侧。 在该技术方案中,第二卡槽的数量为至少一个,当第二卡槽的数量为两个时,则两 个第二卡槽分别设置在第一卡舌的两侧。则第一加强筋上分布有一个第一卡舌和位于第一 卡舌两侧的第二卡槽,对应于第一加强筋的第一蜗壳上设置有一个第一卡槽和位于第一卡 槽两侧的第二卡舌。在第一蜗壳和第二蜗壳装配时,第一蜗壳和第二蜗壳均能够受到不同 方向的咬合力,进而使得第一蜗壳和第二蜗壳能够更加可靠连接。 在上述任一技术方案中,进一步地,连接件朝向风道的侧面与配合件朝向风道的 侧面相平齐。 在该技术方案中,当第一蜗壳与第二蜗壳装配后,连接件和配合件咬合连接后,连 接件上朝向风道的侧面与配合件朝向风道的侧面相平齐,即连接件和配合件共同构成风道 的顶壁呈平滑面,进而不会影响气流流动。具体地,第一卡舌和第一卡槽咬合后,风道的顶 壁呈平滑面;第二卡舌和第二卡槽咬合后,风道的顶壁呈平滑面。 在上述任一技术方案中,进一步地,蜗壳组件还包括定位销钉,定位销钉设置在第 一加强筋上背离风道的侧壁上。 在该技术方案中,蜗壳组件还包括定位销钉,定位销钉设置在第一加强筋背离风 道的侧壁上,定位销钉用于将第一蜗壳和第二蜗壳定位连接至空调器的中隔板上,中隔板 上预先设有定位口,定位销钉能够穿过定位口实现第一蜗壳、第二蜗壳与中隔板的连接。中 隔板上还设有安装开口,相连接的第一蜗壳和第二蜗壳能够部分穿过开口。 在上述任一技术方案中,进一步地,加强筋还包括第二加强筋,第二加强筋与第一 加强筋相连接并连接在第二蜗壳的外侧壁上,部分第二加强筋背离第二蜗壳凸出以形成凸 6 CN 111594488 A 说 明 书 3/13 页 出块;蜗壳组件还包括固定开口,固定开口开设在凸出块上。 在该技术方案中,加强筋还包括第二加强筋,第二加强筋于第一加强筋相连并设 置在第二蜗壳的外侧壁上,部分第二加强筋背离第二蜗壳凸出以形成凸出块,凸出块上设 有固定开口。当相连接的第一蜗壳和第二蜗壳穿过预设在中隔板上的开口、定位销钉穿过 装配口时,加强筋(第一加强筋和第二加强筋)贴合在中隔板上,此时令紧固件穿过凸出块 上的固定开口,即可实现第一蜗壳、第二蜗壳和中隔板的紧固连接。也就是说,相连接的第 一蜗壳和第二蜗壳能够通过定位销钉以及凸出块实现与中隔板的固定连接,进一步确保蜗 壳组件在空调器中的位置稳定性。 在上述任一技术方案中,进一步地,蜗壳组件还包括卡扣和空心卡槽,其中,卡扣 设置在第一蜗壳和第二蜗壳中的一个上,卡扣位于第一蜗壳或第二蜗壳远离出风口的端 部;空心卡槽对应于卡扣设置在第一蜗壳和第二蜗壳中另一个上,卡扣能够穿过空心卡槽 卡设在空心卡槽的槽壁上。 在该技术方案中,蜗壳组件还包括卡扣和空心卡槽,其中,卡扣设置在第一蜗壳和 第二蜗壳中的一个上,且卡扣位于第一蜗壳或第二蜗壳远离出风口的端部,空心卡槽对应 卡扣设置在第一蜗壳和第二蜗壳中另一个上,当第一蜗壳与第二蜗壳装配时,卡扣能够穿 过空心卡槽并卡设在空心卡槽的槽壁上,进而实现第一蜗壳与第二蜗壳的可靠连接。即第 一蜗壳和第二蜗壳的两端均具有相应的连接结构。卡扣和空心卡槽的数量为至少一个。 在上述任一技术方案中,进一步地,蜗壳组件还包括第三卡舌,第三卡舌设置第二 蜗壳和第二蜗壳中一个上并位于两个卡扣之间,第三卡舌能够卡在第一蜗壳和第二蜗壳中 另一个的外边沿上。 在该技术方案中,蜗壳组件还包括第三卡舌,第三卡舌设置在第一蜗壳和第二蜗 壳中的一个上,当卡扣和空心卡槽的数量为一一对应的两个时,且若卡扣位于第二蜗壳上 时,则第三卡舌连接在第二蜗壳上并位于两个开口之间。第三卡舌朝向第一蜗壳延伸,当第 一蜗壳和第二蜗壳装配时,则第三卡舌能够包裹在第一蜗壳的外边沿上。当然,两个卡扣也 可以设置第一蜗壳上,对应的空心卡槽则设置在第二蜗壳上,第三卡舌则设置在第一蜗壳 上并位于两个卡扣之间。 在上述任一技术方案中,进一步地,第三卡舌和相邻的卡扣构成定位区;蜗壳组件 还包括第四卡舌,第四卡舌对应于定位区设置在第一蜗壳和第二蜗壳中的一个上,第四卡 舌能够伸入定位区并卡在第一蜗壳和第二蜗壳中的另一个的外边沿上。 在该技术方案中,第三卡舌和与其相邻的两个卡扣之间均具有间距,令第三卡舌 和与之相邻的卡扣之间的区域为定位区,则蜗壳组件还包括第四卡舌,第四卡舌对应于定 位区设置在第一蜗壳和第二蜗壳中的一个上。具体地,当第三卡舌、两个卡扣均设置在第二 蜗壳上时,则第四卡舌对应定位区设置在第一蜗壳上,且第四卡舌朝第二蜗壳延伸,当第一 蜗壳与第二蜗壳装配时,第四卡舌能够伸入定位区并且包裹在第二蜗壳的外边沿上,进而 实现第一蜗壳和第二蜗壳的可靠连接。 在上述任一技术方案中,进一步地,第一蜗壳包括第一底盘、第一围板和第一盖 板,第一围板与第一底盘相连接,第一盖板连接在第一底盘的一端;第二蜗壳包括第二底盘 和第二围板,第二围板与第二底盘相连接;其中,第二底盘、第二围板和第一盖板围设构成 出风口;围设构成出风口的部分第二底盘沿定位销钉的凸出方向延伸。 7 CN 111594488 A 说 明 书 4/13 页 在该技术方案中,第一蜗壳包括第一底盘、第一围板和第一盖板,第一围板与第一 底盘相连接,第一蜗壳通过注塑成型工艺制备,进而可以确保第一底盘、第一围板和第一盖 板的连接强度。第二蜗壳包括第二底盘和第二围板,第二围板与第二底盘相连接,第二蜗壳 通过注塑成型工艺制备,进而可以确保第二底盘和第二围板的连接强度。其中,第二底盘、 第二围板和第一盖板围设构成出风口。其中,围设构成出风口的部分第二底盘为平面底盘, 平面底盘沿定位销钉的凸出方向延伸,即平面底盘与定位销钉相互平行,由于第二蜗壳采 用注塑成型工艺制备,通过限定平面底盘与定位销钉相平行,则可以确保定位销钉不会在 脱模过程中受损,如果平面底盘与定位销钉非平行设置(倾斜、折弯或弯曲),则在脱模过程 中,平面底盘会干涉定位销钉脱模,容易造成定位销钉断裂受损。 在上述任一技术方案中,进一步地,围设构成出风口的部分第二底盘为平面底盘, 平面底盘沿气流方向上的长度为L1, 第一加强筋靠近出风口的侧壁面所在平面与出风口所在平面之间的距离为L2,L1 >L2。 在该技术方案中,平面底盘沿气流方向上的长度为L1,第一加强筋靠近出风口的 侧壁面所在平面与出风口所在平面之间的距离为L2,L1>L2,由于定位销钉连接在第一加 强筋靠近出风口的侧壁上,那么第二距离即为定位销钉的长度,通过令第一距离大于第二 距离则可以确保平面底盘不会对定位销钉整个的脱模过程造成影响。 在上述任一技术方案中,进一步地,第一盖板上相对的外边沿连续折弯以构造出 定位槽,靠近出风口的部分第二围板嵌设于定位槽内。 在该技术方案中,第一盖板上相对的外边沿连续弯折以构造出定位槽。需要说明 的是,第一盖板的第一端与第一底盘相连接,第一盖板上与第一端相对的第二端设有配合 件或连接件,则第一盖板上相对的外边沿是指配合件或连接件两侧的外边沿。若设气流方 向为前后方向时,则第一盖板上相对的外边沿则是指左右方向上的两个外边沿。定位槽用 于容置靠近出风口的部分第二围板。即当第一蜗壳与第二蜗壳装配时,则部分第二围板会 嵌设在定位槽内,通过设置定位槽能够便于第一蜗壳与第二蜗壳的定位安装,防止装配偏 差而造成二者之间存在缝隙并引起噪音问题。 在上述任一技术方案中,进一步地,定位槽的槽宽自出风口向风道内部先减小后 增大。 在该技术方案中,定位槽的槽宽自出风口向风道内部的方向先减小后增大,即定 位槽在左右方向上的槽宽呈先减小后增大,即定位槽的两端槽宽大于中部槽宽。通过令定 位槽包括不同槽宽的至少两段,槽宽较小的部分可以更好地夹紧第二围板,槽宽较大的部 分可以更好地使第二围板嵌入定位槽内,避免定位槽过窄而出现装配困难的现象,即通过 令定位槽的宽度不等设置,在确保第二围板与第一盖板的紧密嵌合关系的基础上,能够降 低二者的装配定位难度。 在上述任一技术方案中,进一步地,蜗壳组件还包括增强筋,增强筋设置在第一盖 板的外壁上。 在该技术方案中,蜗壳组件还包括增强筋,增强筋设置在第一盖板的外壁上,增强 筋用于加强第一盖板的结构强度。增强筋的数量为至少一个,当增强筋为多个时,多个增强 筋间隔分布在第一盖板上。 8 CN 111594488 A 说 明 书 5/13 页 在上述任一技术方案中,进一步地,蜗壳组件还包括第五卡舌,第五卡舌设置在第 二底盘与第二围板的连接处并朝向第一蜗壳延伸,第五卡舌能够卡在第一蜗壳的外边沿 上。 在该技术方案中,蜗壳组件还包括第五卡舌,第五卡舌设置在第二底盘与第二围 板的连接处,第五卡舌可以进一步增强第二底盘与第二围板的连接可靠性。第五卡舌朝向 第一蜗壳延伸,当第一蜗壳和第二蜗壳装配时,则第五卡舌能够卡设在第一蜗壳的外边沿 上,进而实现第一蜗壳和第二蜗壳的紧密连接。 在上述任一技术方案中,进一步地,部分第五卡舌沿第二围板的厚度方向凸出构 造出外凸块,外凸块上设有贯穿槽。 在该技术方案中,部分第五卡舌沿第二围板的厚度方向凸出构造出外凸块,也就 是说,部分第五卡舌背离第二蜗壳凸出以构造出外凸块,外凸块用于装配空调器上的零部 件,譬如感温包,感温包用于检测风道进风口处的温度,进而以便于对位于风道内的风机进 行合理控制。外凸块上设有贯穿槽,贯穿槽能够便于空调器上零部件的定位安装。 在上述任一技术方案中,进一步地,蜗壳组件还包括第一导流圈和第二导流圈,第 一导流圈连接在第一围板上;第二导流圈连接在第二围板上,第二导流圈与第一导流圈围 设构成风道的进风口。 在该技术方案中,蜗壳组件还包括第一导流圈和第二导流圈,其中,第一导流圈连 接在第一围板上;第二导流圈连接在第二围板上,第二导流圈与第一导流圈围设构成风道 的进风口,通过设置第一导流圈和第二导流圈可以更好地引导气流进入风道内部。 在上述任一技术方案中,进一步地,蜗壳组件还包括定位部和卡接槽,定位部设置 在第一导流圈和第二导流圈中的一个上;卡接槽设置在第一导流圈和第二导流圈中的另一 个上,定位部能够卡设于卡接槽中。 在该技术方案中,蜗壳组件还包括定位部和卡接槽,定位部设置在第一导流圈和 第二导流圈中的一个上;卡接槽设置在第一导流圈和第二导流圈中的另一个上,当第一蜗 壳和第二蜗壳装配时,定位部能够卡设于卡接槽中,进而实现对第一蜗壳和第二蜗壳侧方 向上的可靠连接。 在上述任一技术方案中,进一步地,蜗壳组件还包括第一自锁件和第二自锁件,第 一自锁件设置在第一围板和/或第一导流圈上;第二自锁件对应于第一自锁件设置在第二 围板和/或第二导流圈上,第一自锁件和第二自锁件能够咬合连接。 在该技术方案中,蜗壳组件还包括第一自锁件和第二自锁件,第一自锁件设置在 第一围板和/或第一导流圈上;第二自锁件对应于第一自锁件设置在第二围板和/或第二导 流圈上,第一自锁件和第二自锁件能够咬合连接,进而实现第一蜗壳和第二蜗壳在侧方向 上的可靠连接。 根据本发明的第二个方面,提供了一种空调器,包括上述任一技术方案中所提供 的蜗壳组件,空调器还包括风机和中隔板,风机设置在蜗壳组件构成的风道内;中隔板上设 有安装开口,部分蜗壳组件穿过安装开口连接在中隔板上。 本发明提供的空调器,包括上述任一技术方案所述的蜗壳组件,因此具有该蜗壳 组件的全部有益效果,在此不再赘述。 进一步地,空调器还包括风机和中隔板,风机设置在蜗壳组件构成的风道中,中隔 9 CN 111594488 A 说 明 书 6/13 页 板上设有安装开口,部分蜗壳组件穿过安装开口连接在中隔板上,进而实现中隔板与蜗壳 组件的可靠连接。进一步地,空调器为风管机。 在上述任一技术方案中,进一步地,中隔板上设有与蜗壳组件的定位销钉适配的 定位口。 在该技术方案中,通过在中隔板上设置定位口,通过定位销钉与定位口的配合,一 方面可以实现蜗壳组件与中隔板的快速定位,降低装配难度,另一方面还能够防止加强筋 变形。 在上述任一技术方案中,进一步地,定位销钉的长度大于等于中隔板的厚度。 在该技术方案中,定位销钉的长度大于等于中隔板的厚度,进而当蜗壳组件于中 隔板固定连接后,定位销钉能够穿过预先设置在中隔板上的定位口而凸出于中隔板的外表 面,确保蜗壳组件和中隔板的可靠连接。 在上述任一技术方案中,进一步地,第一加强筋上靠近出风口的侧壁面为第一侧 壁面,第一侧壁面与中隔板相接触并与出风口所在平面相平行。 在该技术方案中,第一加强筋上靠近出风口的侧壁面为第一侧壁面,第一侧壁面 与中隔板相接触并与出风口所在平面相平行,则第一侧壁面能够更好地贴合在中隔板上, 增加第一加强筋与中隔板的接触面积,进而实现二者的可靠连接。 本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践 了解到。 附图说明 本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得 明显和容易理解,其中: 图1示出了根据本发明的一个实施例中蜗壳组件的结构示意图; 图2示出了根据本发明的一个实施例中蜗壳组件的结构爆炸图; 图3示出了图2所示的根据本发明的一个实施例中的蜗壳组件在A处的局部放大 图; 图4示出了根据本发明的一个实施例中蜗壳组件中第二蜗壳的结构示意图; 图5示出了根据本发明的一个实施例中蜗壳组件中第一蜗壳的结构示意图; 图6示出了图5所示的根据本发明的一个实施例中的第一蜗壳在B处的局部放大 图; 图7示出了根据本发明的一个实施例中蜗壳组件的俯视图; 图8示出了图7所示的根据本发明的一个实施例中蜗壳组件沿C-C截面图; 图9示出了图7所示的根据本发明的一个实施例中蜗壳组件沿D-D截面图; 图10示出了图7所示的根据本发明的一个实施例中蜗壳组件沿E-E截面图; 图11示出了图7所示的根据本发明的一个实施例中蜗壳组件沿F-F截面图; 图12示出了图7所示的根据本发明的一个实施例中蜗壳组件沿G-G截面图。 其中,图1至图12中附图标记与部件名称之间的对应关系为: 1蜗壳组件,10第一蜗壳,101第一卡槽,102第二卡舌,103空心卡槽,104第四卡舌, 105第一底盘,106第一围板,107第一盖板,107a增强筋,107b定位槽,108第一导流圈,109卡 10 CN 111594488 A 说 明 书 7/13 页 接槽,11第二蜗壳,111第一卡舌,112第二卡槽,113卡扣,114第三卡舌,115第二底盘,115a 平面底盘,116第二围板,110定位区,117第五卡舌,117a外凸块,117b贯穿槽,118第二导流 圈,119定位部,12风道,121出风口,13加强筋,131第一加强筋,132第二加强筋,132a凸出 块,132b固定开口,14定位销钉。











