
技术摘要:
本发明公开了一种三极管封装金属帽表面凹凸缺陷的检测方法,包括以下步骤:步骤一:利用激光传感器测得激光传感器到三极管封装金属帽的实际距离d并映射成实际灰度图像G,利用激光传感器测得激光传感器到三极管封装金属帽标准面的距离l并映射成标准灰度图像H;步骤二: 全部
背景技术:
三极管是集成电路的重要组成器件,三极管通常由基极,集电极和发射极三个金 属引脚、金属封装帽、帽座组合而成,三极管的金属封装帽实现与外界环境隔离的功能,也 是阻止其他干扰因素影响到三极管内部电器属性的关键,同时也是国家标准《GJB-128A- 97》检测必不可少的一个环节,因此三极管金属封装帽表面的凹凸性是关系到此类产品能 不能达标销售。三极管金属封装帽表面的凹凸性是指三极管金属封装帽加工后实际表面相 对于标准表面的起伏状况,为了能保证金属封帽能起到应有的作用也达到国标,金属帽精 度必须满足要求,其三极管金属封装帽表面凹凸性必须要控制在允许的形位误差内。快速 实现对三极管金属封装帽的凹凸缺陷进行检测并定位是当前亟需解决的问题。 目前,实际生产中针对三极管金属封装帽表面凹凸性的检测,一般采用人工肉眼 检测,或是工业相机检测,就三极管金属封装帽而言,人工检测耗时且有可能二次损伤,由 于三极管金属封装帽待测区域面积较小,只能测量三极管金属封装帽表面部分区域,不能 覆盖整个圆柱面,很难得到整个三极管金属封装帽表面的正确测量结果。由于三极管金属 封装帽为工厂批量生产,逐一检测三极管金属封装帽,工作量加大,效率降低。
技术实现要素:
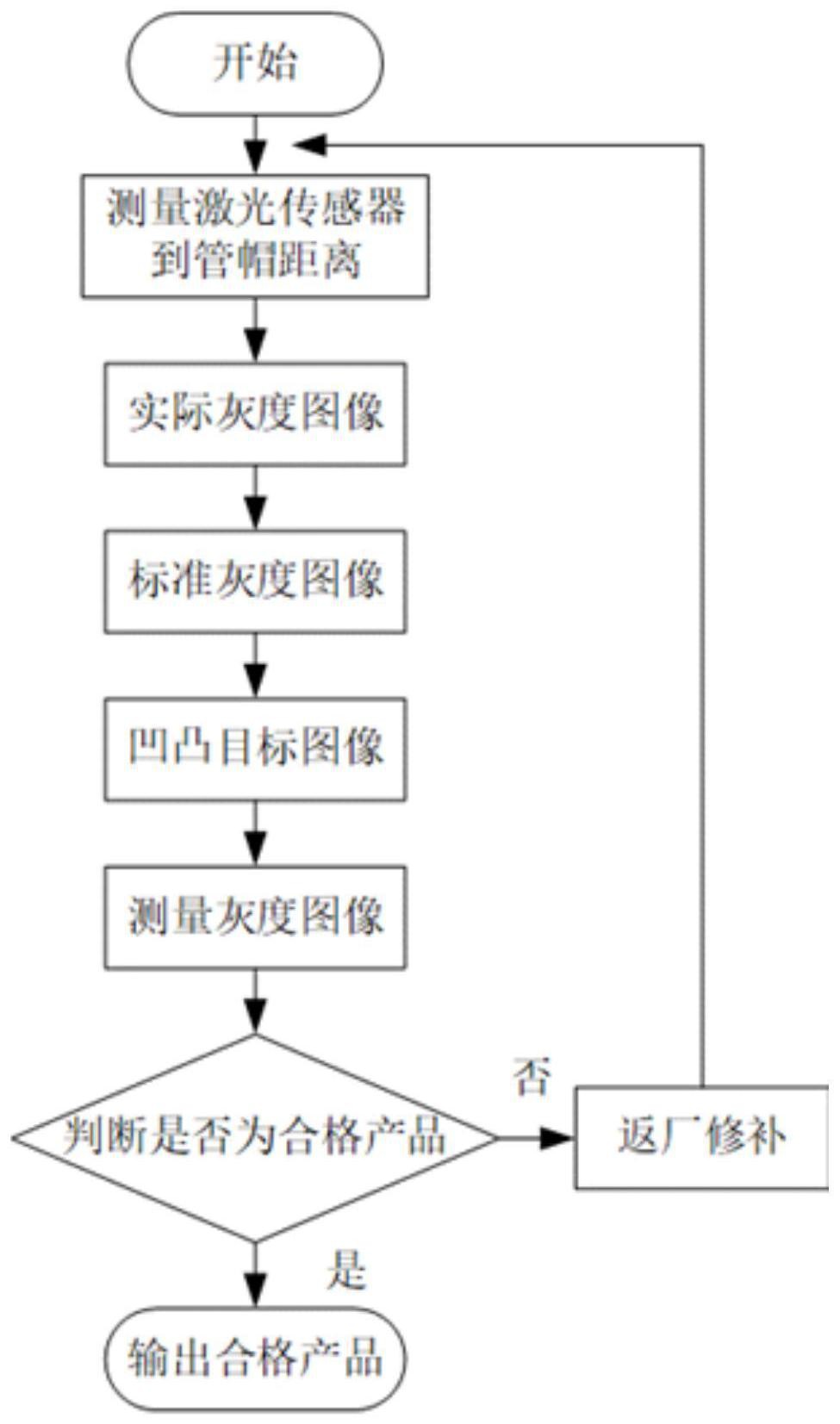
为了解决上述技术问题,本发明提供一种操作方便、算法简单的三极管封装金属 帽表面凹凸缺陷的检测方法。 本发明解决上述问题的技术方案是:一种三极管封装金属帽表面凹凸缺陷的检测 方法,包括以下步骤: 步骤一:利用激光传感器测得激光传感器到三极管封装金属帽的实际距离d并映 射成实际灰度图像G,利用激光传感器测得激光传感器到三极管封装金属帽标准面的距离l 并映射成标准灰度图像H; 步骤二:对实际灰度图像G和标准灰度图像H进行差分,得到凹凸目标图像T,将凹 凸目标图像T进行阈值分割,得到测量灰度图像C; 步骤三:根据测量灰度图像C确定三极管封装金属帽的凹凸区域数目、位置、面积 和凹凸峰值。 上述三极管封装金属帽表面凹凸缺陷的检测方法,所述步骤一具体过程为: 1-1)用激光传感器对激光传感器到三极管封装金属帽表面的距离采样,每采样一 次生成一组列向量,每组列向量内相邻元素代表的采样点间隔p mm;激光传感器按三极管 封装金属帽筒长方向以q mm的间隔进行重复采样,共采样j次,生成j组列向量,即从第一次 采样到第j次采样结束共检测三极管封装金属帽筒长q×j mm;将得到的j组列向量按采样 5 CN 111612769 A 说 明 书 2/7 页 顺序依次组合,得到实际距离矩阵D,D中的元素dij在区间[dmin,dmax]内,其中i表示第i行测 量点,j表示沿三极管封装金属帽筒长第j列测量点,dmax表示采样得到的实际距离矩阵D中 的最大值,dmin表示采样得到的实际距离矩阵D中的最小值; 1-2)灰度值区间为[0,255],将距离dij映射成灰度值gij,其中i表示第i行测量点, j表示沿三极管封装金属帽筒长第j列测量点,灰度值gij计算方式如下: 1-3)计算出矩阵D中每个元素对应的灰度值,得到实际灰度图像G; 1-4)自动生成与实际距离矩阵D的行、列数相同的标准距离矩阵L,L中的元素lij均 等于激光传感器到三极管封装金属帽标准面的距离l; 1-5)灰度值区间为[0,255],将距离lij映射成灰度值hij,其中i表示第i行测量点, j表示沿三极管封装金属帽筒长第j列测量点,灰度值hij计算方式如下: 得到标准灰度图像H。 上述三极管封装金属帽表面凹凸缺陷的检测方法,所述步骤二具体过程为: 2-1)实际灰度图像G和标准灰度图像H进行差分得到凹凸目标图像T:T=G-H; 2-2)用阈值分割方法对凹凸目标图像T进一步处理,设定阈值k,得到测量灰度图 像C: i表示第i行测量点,j表示沿三极管封装金属帽筒长第j列测量点,C(i,j)表示第i 行、第j列测量点的像素值; 2-3)在测量灰度图像C中区分凹、凸及背景区域: 上述三极管封装金属帽表面凹凸缺陷的检测方法,所述步骤三具体过程为: 3-1)对测量灰度图像C用连通区域标号法对凹凸区域进行分割与标记,用wm标记 第m个凹区域内的每一个像素点,用vn标记第n个凸区域内的每一个像素点; 3-2)确定三极管金属封装帽的凹凸区域数目: 所有凹区域标记wm中m的最大值为M,即三极管金属封装帽凹区域数目e=M; 所有凸区域标记vn中n的最大值为N,即三极管金属封装帽凸区域数目f=N; 筒臂凹凸区域总数s=e f; 3-3)确定三极管金属封装帽的凹凸区域位置: 凹凸区域在测量灰度图像C中的位置用形心坐标表示, 6 CN 111612769 A 说 明 书 3/7 页 凹区域wm在测量灰度图像C中的形心坐标wm(i0,j0)满足: 凸区域vn在测量灰度图像C中的形心坐标vn(i1,j1)满足: 测量灰度图像C中每组列向量内相邻元素代表的采样点间隔S mm,每组列向量内 相邻元素代表的采样点间隔S mm,根据采样点间隔及形心坐标测量灰度图像C中凹区域wm 映射在三极管金属封装帽待测面开始沿筒长方向S mm、沿筒宽方向S mm区域内的坐标Wm, 根据采样点间隔及形心坐标测量灰度图像C中凹区域vn映射在三极管金属封装帽待测面开 始沿筒长方向S mm、沿筒宽方向S mm区域内的坐标Vn; 3-4)确定三极管金属封装帽的凹凸区域面积: 测量灰度图像C中凹区域wm内的像素点个数γ,则测量灰度图像C中凹区域wm映射 到三极管金属封装帽凹区域的面积φ计算如下: φ=p×q×γ 测量灰度图像C中凸区域Vn内的像素点个数λ,则测量灰度图像C中凸区域Vn映射到 三极管金属封装帽凸区域的面积 计算如下: 3-5)确定三极管金属封装帽的凹凸区域峰值: 测量灰度图像C中凹区域wm代表的三极管金属封装帽凹区域的凹陷峰值计算如 下: W=max(|dij-lij|) 测量灰度图像C中凸区域Vn代表的三极管金属封装帽凸区域的凸出峰值计算如 下: V=max(|dij-lij|)。 本发明的有益效果在于:本发明将激光传感器采样得到的激光传感器到三极管金 属封装帽的距离数据映射成灰度值,得到灰度图像,然后对得到的灰度图像进行处理,实现 对三极管金属封装帽表面凹凸性的检测,既解决了传统检测方法实时性差、检测置信度低 的问题,又避免了基于机器视觉的检测方法对光线等环境因素的依赖性;本发自动化程度 高,检测速度快,漏检率低,检测结果能提供三极管金属封装帽凹凸区域数目、位置、面积和 凹凸峰值等具体信息,为后续矫正处理提供了依据。 附图说明 图1为本发明的流程图。 图2为三极管金属封装帽俯视图。 图3为激光传感器与三极管金属封装帽距离图。 图4为有凹凸缺陷的三极管金属封装帽截面示意图。 图5为三极管金属帽立体图。 7 CN 111612769 A 说 明 书 4/7 页 图6为三极管金属帽正视图。 图7为实际灰度图像。 图8为标准灰度图像。 图9为凹凸目标图像。 图10为标记后的测量灰度图像。 其中,1为帽座,2为内部引线,3为焊接边缘,4为管脚,5为焊接材料;Q为激光传感 器,y方向为臂筒前进方向,6为凹变形,7为标准面且允许误差为3mm,8为凸变形,9为金属管 帽。











