
技术摘要:
本发明属于合金材料表面氧化层的制备技术领域,具体的说是一种高温诱导钛锆基合金表面耐蚀氧化层的制备方法;该制备方法采用的加热炉包括加热室、冷却室、底座、动力装置和冷却装置;所述动力装置安装在冷却室内,动力装置包括气缸、推杆和固定板;所述气缸安装在冷却 全部
背景技术:
钛合金具有低密度、高强度、耐腐蚀性好等优良特性,是航空航天飞行器的重要结 构材料。目前广泛使用的Ti6Al4V钛合金,其抗拉强度为900~1100MPa,失效延伸率为8~ 12%。TiZrAlV合金是在Ti6Al4V合金的基础上发展起来的新型合金材料,锆元素的引入有 效的提高了材料的强度和硬度,使TiZrAlV合金成为一种非常有潜力的航空航天飞行器的 候选材料。 现有技术中也出现了一些关于锆钛基合金的技术方案 ,如申请号为 2011101591838的一项中国专利公开了一种锆钛基合金,其化学成分(wt%)为:Zr15 .5- 42.5;Ti50.5-75.5;Al4.5-5.9;V3.0-4.0,其余为不可避免的原材料中所含杂质;其制备方 法主要是将上述原料放入自耗电弧炉,熔炼成锆合金铸锭,再经过锻造、精锻、退火,得到本 发明锆钛基合金;该合金在保持TC4钛合金的原有各种特性的同时,使屈服强度、抗拉强度 和硬度平均提高了16.7%、13.7%和35%,并具有良好的塑性变形能力;不仅提高材料的力 学性能,同时弥补了原有钛合金硬度偏低的不足,可以满足航空航天飞行器中关节活动零 部件对材料强度和硬度的要求;但是,随着现代工业的发展,产品在服役过程中的腐蚀环境 越来越复杂;为了提高钛锆基合金的耐腐蚀能力,延长其在腐蚀环境中的服役寿命和保证 其服役过程中的可靠性与稳定性,应对更为复杂的腐蚀环境,对钛锆基合金进行必要的表 面处理是十分必要的。
技术实现要素:
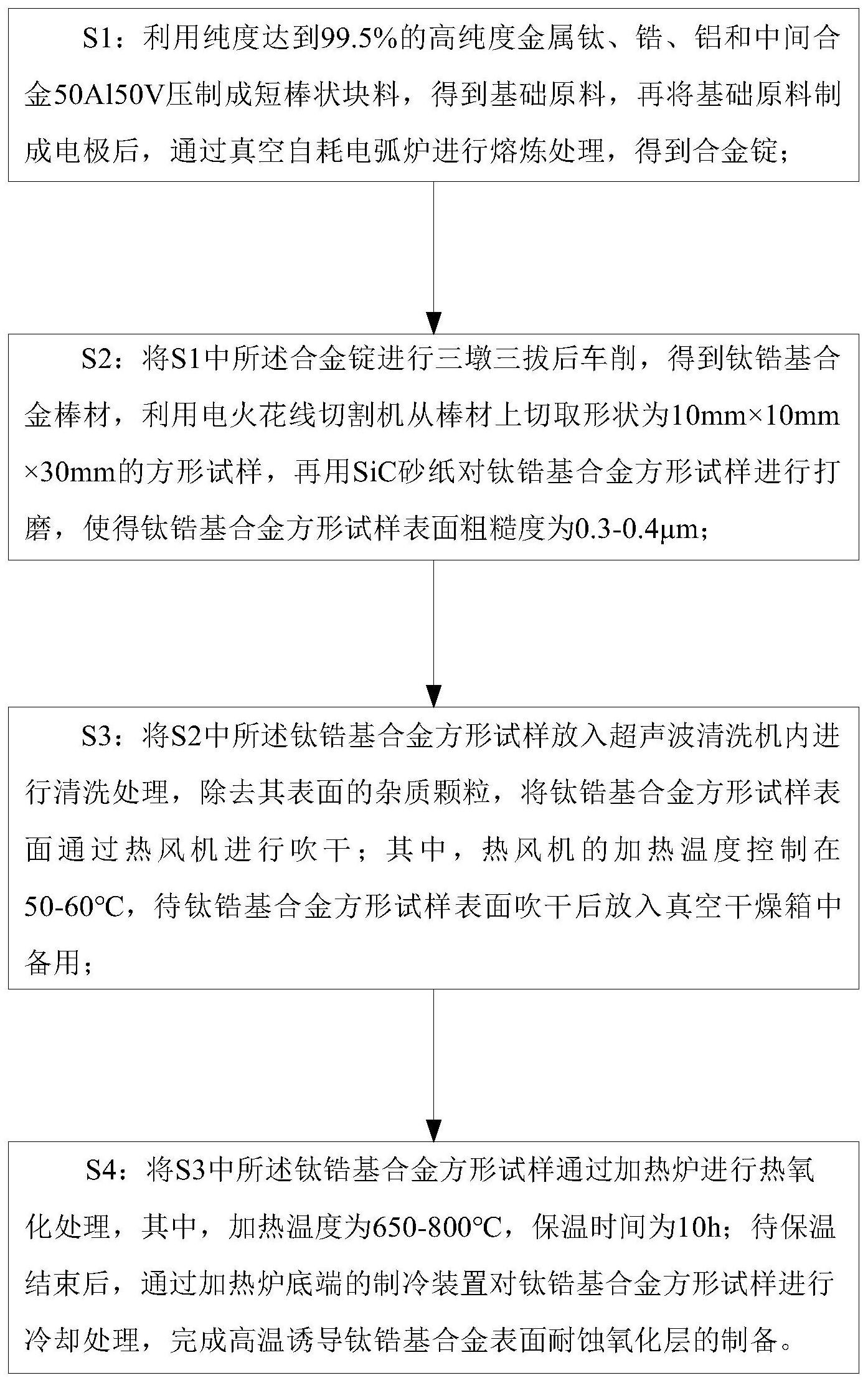
为了提高钛锆基合金的耐腐蚀性,以延长钛锆基合金的服役寿命,保证其服役过 程中的可靠性和稳定性,本发明提出了一种高温诱导钛锆基合金表面耐蚀氧化层的制备方 法。 本发明解决其技术问题所采用的技术方案是:本发明所述的一种高温诱导钛锆基 合金表面耐蚀氧化层的制备方法,该制备方法包括以下步骤: S1:利用纯度达到99.5%的高纯度金属钛、锆、铝和中间合金50Al50V压制成短棒 状块料,得到基础原料,再将基础原料制成电极后,通过真空自耗电弧炉进行熔炼处理,得 到合金锭; S2:将S1中所述合金锭进行三墩三拔后车削,得到钛锆基合金棒材,利用电火花线 切割机从棒材上切取形状为10mm×10mm×30mm的方形试样,再用SiC砂纸对钛锆基合金方 形试样进行打磨,使得钛锆基合金方形试样表面粗糙度为0.3-0.4μm; S3:将S2中所述钛锆基合金方形试样放入超声波清洗机内进行清洗处理,除去其 表面的杂质颗粒,将钛锆基合金方形试样表面通过热风机进行吹干;其中,热风机的加热温 4 CN 111593291 A 说 明 书 2/8 页 度控制在50-60℃,待钛锆基合金方形试样表面吹干后放入真空干燥箱中备用; S4:将S3中所述钛锆基合金方形试样通过加热炉进行热氧化处理,其中,加热温度 为650-800℃,保温时间为10h;待保温结束后,通过加热炉底端的制冷装置对钛锆基合金方 形试样进行冷却处理,完成高温诱导钛锆基合金表面耐蚀氧化层的制备。 优选的,所述基础原料在通过真空自耗电弧炉进行熔炼处理时,先将熔炼电流大 小设置为160-190A,对基础原料进行持续熔炼,直至基础原料熔化成液态;此时再将熔炼电 流大小提高至200-240A,对液态的基础原料持续熔炼2-3min;最后将熔炼电流大小提高至 280-300A,继续对基础原料持续熔炼3-5min后完成单次的熔炼处理;为保证合金锭成分的 均匀度,需要进行2-3次的反复熔炼处理。 优选的,在通过超声波清洗机对钛锆基合金方形试样进行清洗时,先将钛锆基合 金方形试样放置进丙酮溶液内进行清洗,清洗时间为10-15min;然后再将钛锆基合金方形 试样放置进酒精溶液内进行清洗,清洗时间为10-15min;最后将钛锆基合金棒材放入离子 水内进行清洗,清洗时间为10-15min。 优选的,所述钛锆基合金方形试样表面在通过热风机进行吹干时,将热风机的出 风口处倾斜指向钛锆基合金方形试样表面,使得其之间的夹角为45度,由于钛锆基合金方 形试样表面的张力较大,对液体的吸附能力强,因此通过倾斜的热风对液体产生推力,加快 钛锆基合金方形试样表面的干燥速率。 优选的,所述加热炉包括加热室、冷却室、底座、动力装置和冷却装置;所述加热室 安装在冷却室顶端侧壁上;所述冷却室安装在底座上,且冷却室顶端侧壁设有开口与加热 室连通;所述底座底端设有支撑架;所述动力装置安装在冷却室内,动力装置包括气缸、推 杆和固定板;所述气缸安装在冷却室底端侧壁上;所述推杆安装在气缸输出端;所述固定板 滑动连接在开口内,且固定板底端安装在推杆端部;所述冷却装置安装在冷却室内侧壁上, 冷却装置包括冷气箱和一号喷气口;所述冷气箱对称安装在冷却室内侧壁上,冷气箱内装 填有冷气;所述一号喷气口安装在冷气箱外侧壁上,且与冷气箱内部连通;工作时,先将坯 料放置在固定板上,再对气缸充气,使得气缸做伸长运动,从而推动固定板进入加热室内, 通过加热室对坯料进行加热处理,当完成对坯料的加热和保温后,控制气缸带动推杆进行 收缩,从而将坯料移至冷却室内,此时冷气箱内的冷气通过一号喷气口喷出,实现对坯料的 降温效果,从而提高了坯料的冷却速率,避免坯料随炉冷却的速率较慢,影响生产效率,同 时也避免了将坯料拿取出炉外进行冷却的方法,从而保证了坯料表面氧气含量,增强坯料 表面氧化层的质量。 优选的,所述冷气箱侧壁上开有多个一号滑槽;所述一号滑槽内滑动连接有一号 板,且一号滑槽侧壁上设有二号喷气口与冷气箱连通;所述一号板顶端设有二号板,使得二 号板能够对二号喷气口进行遮挡,一号板底端安装有多个卡柱;所述卡柱为镓锌合金材料, 且卡柱越靠近冷却室底端,卡柱的体积越大;工作时,当坯料完成保温后,需要进行冷却时, 使气缸发生收缩,从而带动固定板下降至冷却室,此时通过一号喷气口将冷气喷出,实现对 坯料的冷却效果,在坯料的冷却过程中,随着坯料的温度下降,坯料的冷却速率也逐渐降 低,此时由于坯料的内表面层和外氧化层的热膨胀率不同,导致坯料冷却速率变慢后,其表 面容易发生裂纹的情况,因此需要保证坯料冷却速率的均匀性,则当坯料进入冷却室内时, 坯料的热量会传递至卡柱,卡柱受热后发生熔化,从而使得一号板向一号滑槽底端发生滑 5 CN 111593291 A 说 明 书 3/8 页 动,此时二号板随之进行滑动,则二号板不再对二号喷气口产生阻挡,二号喷气口此时能够 对坯料进行喷冷气降温;并且随着坯料不断的将热量通过空气传递至卡柱时,体积较小的 卡柱先发生熔化,体积较大的卡柱也随之熔化,实现对坯料的阶段性增大冷却强度,即随着 坯料的温度降低,为了保证坯料的冷却速率均匀,对坯料的冷却强度逐渐增大,进一步保证 了坯料的内表面层和外氧化层的同步收缩,保证了坯料表面的完整性和氧化质量。 优选的,所述开口内侧壁上开有二号滑槽;所述二号滑槽内通过弹簧滑动连接有 挡板,二号滑槽在靠近开口的侧壁上通过扭簧铰接有铰接杆;所述铰接杆的一端伸至二号 滑槽内与铰接杆端部相接触,另一端伸至开口内侧壁处;工作时,在需要对坯料进行冷却 时,使气缸发生收缩,从而带动固定板向冷却室的方向发生滑动,在固定板的滑动过程中对 铰接杆产生挤压,使得铰接杆发生转动,此时铰接杆不再对挡板产生挤压,则挡板在弹簧的 弹力作用下从二号滑槽滑出,实现了将加热室和冷却室之间进行隔绝的作用,避免加热室 和冷却室之间热量的相互传递,影响到对坯料的降温速率,从而进一步保证了加热炉的整 体使用效果。 优选的,所述挡板内开有三号滑槽;所述三号滑槽内滑动连接有卡块,且在卡块和 三号滑槽内侧壁之间设有气囊;所述卡块在靠近开口的侧壁上设有橡胶管,使得橡胶管与 气囊连通;所述橡胶管端部安装有固定块;工作时,在挡板从二号滑槽内滑出的过程中,铰 接杆会对卡块产生阻挡,使得卡块在三号滑槽内发生滑动,从而对气囊产生挤压,气囊受压 受其内部气体传递至橡胶管内,使得橡胶管发生伸长的膨胀变形,从而将固定块推出,通过 固定块进一步加强挡板之间的封闭效果,避免加热炉内的熔渣掉落后对坯料表面造成损 伤。 优选的,所述固定块端部设有插齿;所述插齿为锯齿状;工作时,当固定块在橡胶 管的推力作用下相互接触时,通过插齿进一步保证了固定块之间接触处的紧密性,从而有 效避免了热量在加热室和冷却室之间的传递,同时避免坯料在加热时产生的熔渣从固定块 之间的缝隙掉落,实现对坯料的有效冷却效果和保温效果。 本发明的有益效果如下: 1.本发明所述的一种高温诱导钛锆基合金表面耐蚀氧化层的制备方法,通过加热 室、冷却室、底座、动力装置和冷却装置之间的配合提高了坯料的冷却速率,避免坯料随炉 冷却的速率较慢,影响生产效率,同时也避免了将坯料拿取出炉外进行冷却的方法,从而保 证了坯料表面氧气含量,增强坯料表面氧化层的质量。 2.本发明所述的一种高温诱导钛锆基合金表面耐蚀氧化层的制备方法,通过一号 板、二号板、二号喷气口和卡柱的配合实现对坯料的阶段性增大冷却强度,即随着坯料的温 度降低,为了保证坯料的冷却速率均匀,对坯料的冷却强度逐渐增大,进一步保证了坯料的 内表面层和外氧化层的同步收缩,保证了坯料表面的完整性和氧化质量。 附图说明 下面结合附图对本发明作进一步说明。 图1是本发明的工艺流程图; 图2是本发明所采用的加热炉的立体图; 图3是本发明所采用的加热炉的剖视图; 6 CN 111593291 A 说 明 书 4/8 页 图4是图3中A处的局部放大图; 图5是图3中B处的局部放大图; 图6是本发明中实施例1-4的表面X射线衍射图; 图中:加热室1、冷却室2、开口21、二号滑槽211、挡板212、铰接杆213、三号滑槽 214、卡块215、气囊216、橡胶管217、固定板218、插齿219、底座3、支撑架31、动力装置4、气缸 41、推杆42、固定板43、冷却装置5、冷气箱51、一号滑槽511、一号板512、二号喷气口513、二 号板514、卡柱515、一号喷气口52。











