
技术摘要:
本发明涉及墙布生产方法技术领域,且公开了一种3N水刺无纺布加工工艺,包括印刷处理、防水层处理和压纹处理该。3N水刺无纺布加工工艺,本发明采用丙纶或涤纶为基料,辅以科学配比的配料,加工制得的无纺布在保证强度以及韧性要求的基础上,具有较高的防水性能和透气性 全部
背景技术:
无纺布是一种不需要纺纱织布而形成的织物,只是将纤维直接通过物理的方法粘 合在一起的,突破了传统的纺织原理,具有生产速率快,成本低、用途广、原料来源多等特 点。 传统的无纺布质量轻、柔软、透气、拨水,而且抗菌,环保,但是与纺织布相比强度 和耐久性较差,不防水,透气性差,而且不像纺织布料一样加工简单。
技术实现要素:
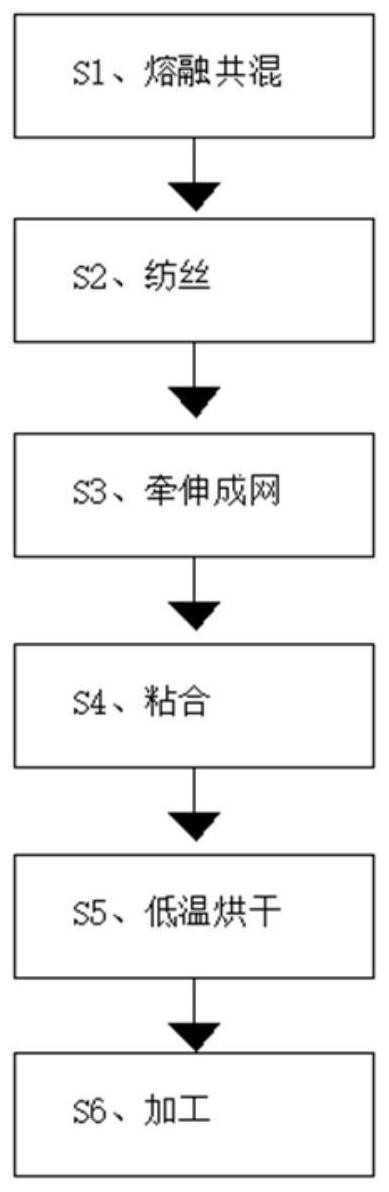
(一)解决的技术问题 针对现有技术的不足,本发明提供了一种3N水刺无纺布加工工艺,解决了与纺织 布相比强度和耐久性较差,不防水,透气性差,而且不像纺织布料一样加工简单的问题。 (二)技术方案 为实现上述提高合格率的目的,本发明提供如下技术方案:一种3N水刺无纺布加 工工艺,包括印刷处理、防水层处理和压纹处理。 (1)、3N水刺无纺布印刷的加工工艺包括以下步骤: S1、熔融共混:丙纶或涤纶加工原料中添加质量百分比为0-10%的环保丙纶阻燃 母粒,混合后由大螺杆高温熔融挤出; S3、纺丝:原料在纺丝系统的纺丝机上,熔体先进入纺丝组件,再次过滤、匀压后经 喷丝板呈细流状喷出,进入骤冷区冷却固结成丝; S2、牵伸成网:丝束导入牵伸喷嘴靠压缩空气进行高速牵伸,梳理机接收给棉机按 照设定流量喂给的纤维后梳成网状薄层,网状薄层经过铺网机来回铺网8层~9层,棉网厚 度35cm~40cm,然后均匀铺在输送网上,铺丝成网; S4、粘合:将改性聚乙烯醇加入喷涂装置料筒,通过喷涂工艺将粘合剂均匀的喷到 两层无纺布纤维网之间,上下振动无纺布纤维网,使粘合剂快速均匀的渗透到无纺布纤维 网中,并向前输送到水刺区; S5、低温烘干:先进行网面预湿,然后进入正反面多道水刺和花纹水刺,进行预烘 干,再分别经过预针刺机、下针刺机、上主针刺机成布,将纤网送入缝边机的缝边区,在缝边 区,通过槽针和弯针的配合,进行缝边加固,制得所需的无纺衬布, S6、加工:根据形状进行无纺布裁切,对于裁切成型后的无纺布进行覆膜处理,然 后进行干燥操作,将定型后的无纺布进行收卷包装,并运输到仓库进行储存。 (2)、3N水刺无纺布的防水层加工工艺步骤:所述防水层即为改性聚乙烯醇原料 S1、将纤维素纳米晶、羧甲基纤维素、聚乙烯醇加入反应釜中,于120℃搅拌反应 0.8-1h,冷却至80-85℃。 3 CN 111575914 A 说 明 书 2/5 页 S2、加入新癸酸缩水甘油脂,继续搅拌反应0.4-0 .6h,加入氨乙基哌嗪和三乙醇 胺,充分混合均匀,制得改性聚乙烯醇。 (3)3N水刺无纺布的压纹加工工艺步骤: S1、花辊的表面刻制凹形花纹; S2、将花辊过发泡浆; S3、刮去凹形花纹以外的花辊表面的多余发泡浆; S4、通过压辊将花辊上凹形花纹中的发泡浆转移至无纺基布上; S5、将无纺基布上的发泡浆烘至半干; S6、将无纺布经轧辊热压发泡,所述轧辊由下辊和上辊组成,所述下辊为橡胶辊, 上辊为钢辊。 优选的,丙纶纺粘无纺布的阻燃剂可采用氢氧化镁、氢氧化铝、磷酸三酯、聚磷酸 铵、八溴醚、磷酸三苯酯、六溴环十二烷、三聚氰胺焦磷酸盐、硼酸锌、十溴二苯乙烷、包覆红 磷、三异三聚氰酸酯;涤纶纺粘无纺布可用阻燃剂有磷酸三(2,3-二氯丙基)酯、磷酸三苯 酯、三聚氰胺焦磷酸盐、十溴二苯乙烷、聚磷酸铵、十溴二苯醚、包覆红磷。 优选的,纤网以40-55°的角度进入缝边机的缝边区。 优选的,低温烘干步骤中预湿时采用纤网压紧装置,使各纤网之间没有位移。 (三)有益效果 与现有技术相比,本发明提供了一种3N水刺无纺布加工工艺,具备以下有益效果: 1、该3N水刺无纺布加工工艺,本发明采用丙纶或涤纶为基料,辅以科学配比的配 料,加工制得的无纺布在保证强度以及韧性要求的基础上,具有较高的防水性能和透气性 能,同时,本发明以改性聚乙烯醇作为无纺布的粘合剂,该粘合剂透气、粘合性能高,能够增 强无纺布的透气性、韧性和防水性,本发明的加工工艺简单,各部分生产工艺步骤详细,适 用多种型号的生产机器使用,对生产设备的要求不高,适宜大规模生产。 附图说明 图1为本发明一种3N水刺无纺布加工工艺的印刷工艺的制备流程图; 图2为本发明一种3N水刺无纺布加工工艺的防水层工艺的制备流程图。 图3为本发明一种3N水刺无纺布加工工艺的压纹工艺的制备流程图











