
技术摘要:
本发明公开了一种全自动装箱机,包括机架、液袋输送辊道、液袋抓手、纸箱输送辊道,纸箱输送辊道和液袋输送辊道垂直且存在间距,液袋抓手位于纸箱输送辊道和液袋输送辊道之间并位于液袋输送辊道的输出端端部;液袋抓手通过移动组件和机架相连,移动组件包括竖向移动机 全部
背景技术:
随着人工成本越来越高,各种依靠流水线生产劳动密集型企业压力日益增加,以 自动化设备代替人力已经成为趋势,其中以有关机器人的全自动设备备受青睐。其中包括 码垛、装箱、开箱、焊接等各方面的应用。 液袋装箱一直是包装机械一个难题,特别是冷冻软袋食品,表面湿滑,用一般的抓 取式抓手容易掉落,而且容易造成软袋损坏,装箱定位不准,而且不能兼容多种规格的软 袋。如果用人工装箱则每条线的装箱部分需要6人/天,耗时耗力容易出错,且卫生状况需要 得到特别的管理,卫生风险高。
技术实现要素:
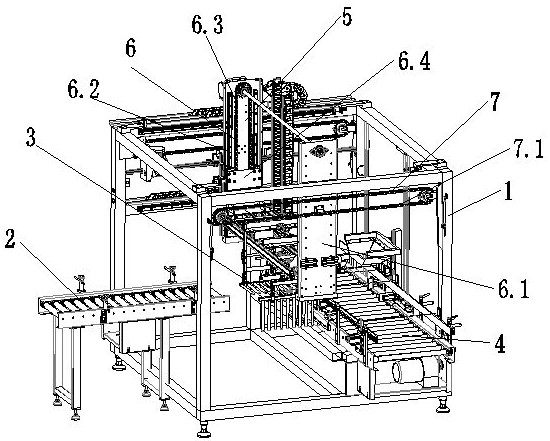
本发明的目的是提供 一种全自动装箱机。 本发明的创新点在于本发明中的全自动装箱机工作效率高、定位准确、运行平稳、 噪音小、不会损坏纸箱和液袋、易调节、方便后期维护。 为实现上述发明目的,本发明的技术方案是:一种全自动装箱机,包括机架、液袋 输送辊道、液袋抓手、纸箱输送辊道,所述纸箱输送辊道和液袋输送辊道垂直且存在间距, 所述液袋抓手位于纸箱输送辊道和液袋输送辊道之间并位于液袋输送辊道的输出端端部; 所述液袋抓手包括两平行布置的抓手组件,抓手组件包括竖直布置的支架、抓手,所述抓手 包括一横杆和若干并列布置在横杆上的抓杆,抓手的横杆与支架铰链,支架上还设有水平 布置的抓手气缸,抓手气缸的活塞杆端部连接一直齿条,支架上设有一水平布置的扇形齿 条滑动杆,扇形齿条滑动杆上设有一和直齿条齿合的扇形齿条,扇形齿条上设有扇形通孔, 扇形齿条滑动杆穿过扇形通孔并和扇形齿条板面方向垂直,扇形齿条通过连接杆和横杆连 接,连接杆为扇形齿条的半径,抓杆位于水平状态时,两抓手组件的抓杆交错排列,两抓手 组件上方设有水平直线滑轨,水平直线滑轨中部设有支撑板将水平直线滑轨分隔为两段, 两段上均设有滑块,所述两抓手组件分别设置在两滑块上,抓手组件的支架顶部和滑块底 部连接,支撑板上设有两水平布置的滑块气缸分别和两滑块连接;所述液袋抓手通过移动 组件和机架相连,所述移动组件包括竖向移动机构和水平移动机构,水平直线滑轨两端连 接在竖向移动机构上,竖向移动机构连接在水平移动机构上,水平移动机构位于纸箱输送 辊道及纸箱输送辊道和液袋输送辊道的间距上方,水平移动机构的移动方向和液袋输送辊 道的输送方向一致。 进一步地,所述水平移动机构包括两平行布置的水平环形链条组以及驱动水平环 形链条组上的水平环形链条转动的驱动电机;所述竖向移动机构包括位于水平环形链条上 的竖直布置的竖直侧板,竖直侧板上设有竖直滑轨及竖直环形链条组以及驱动竖直环形链 条组的竖直环形链条转动的驱动电机,竖直滑轨上设有在竖直滑轨上滑动的竖直滑板,竖 3 CN 111572881 A 说 明 书 2/4 页 直滑板背面和竖直环形链条组的竖直环形链条相连,抓手的水平直线滑轨的两端分别和两 竖直侧板上的竖直滑板连接。 进一步地,所述纸箱输送辊道上设有一号挡板、二号挡板、三号挡板,所述一号挡 板、二号挡板、三号挡板从纸箱输送辊道的输入端至输出端方向依次布置,所述一号挡板、 三号挡板均通过一号挡板气缸推动,一号挡板气缸的伸缩方向和纸箱输送辊道输送方向垂 直,二号挡板包括一号板和二号板,一号板和二号板之间存在夹角,一号板和二号板的连接 处和纸箱输送辊道侧壁铰链,一号板一端和一推板气缸铰链,推板气缸铰链在纸箱输送辊 道上。 进一步地,所述二号挡板、三号挡板之间设有导向组件,所述导向组件包括框型支 架,框型支架通过竖直支架固定在纸箱输送辊道上方,框型支架内侧设有倾斜向下的柔性 导向叶片,竖直支架上设有供框型支架滑动的滑条,纸箱输送辊道上设有推动框型支架上 下移动的推动气缸。导向组件起导向作用,便于装箱。 进一步地,所述抓杆为圆柱状。 进一步地,所述扇形齿条滑动杆上设有滚轮,扇形通孔和扇形齿条滑动杆通过滚 轮滑动。扇形齿条及扇形齿条滑动杆不易损坏,运行平稳,噪音小。 本发明的有益效果是 : 1、本发明中的全自动装箱机工作效率高、定位准确、运行平稳、噪音小、不会损坏纸箱 和液袋、易调节、方便后期维护。 附图说明 图1为本发明的结构示意图。 图2为纸箱输送辊道的结构示意图。 图3为抓手的结构示意图。 图4为抓手组件的结构示意图。











