
技术摘要:
本发明涉及一种自动封装机,包括有机架以及设于所述机架上的放卷机构、点胶机构、贴合机构、上料晶盘和收卷机构,所述机架上设有封装架,所述点胶机构和所述贴合机构设于所述封装架的两侧面,所述放卷机构放卷粘有第一产品的料卷,所述点胶机构向第一产品上点胶,所述 全部
背景技术:
现在手机的摄像头外壳通常由摄像头支架和玻璃片组成,摄像头支架在生产完成 后需要在贴上一块玻璃片,再将其进行封装起来,避免尘埃等杂质进入,以待下一个工序进 行生产。由于摄像头支架和玻璃片体积较小,采用人工很难进行点胶、贴合等工序,而且点 胶量难以控制,容易产生少胶或者溢胶等情况发生。
技术实现要素:
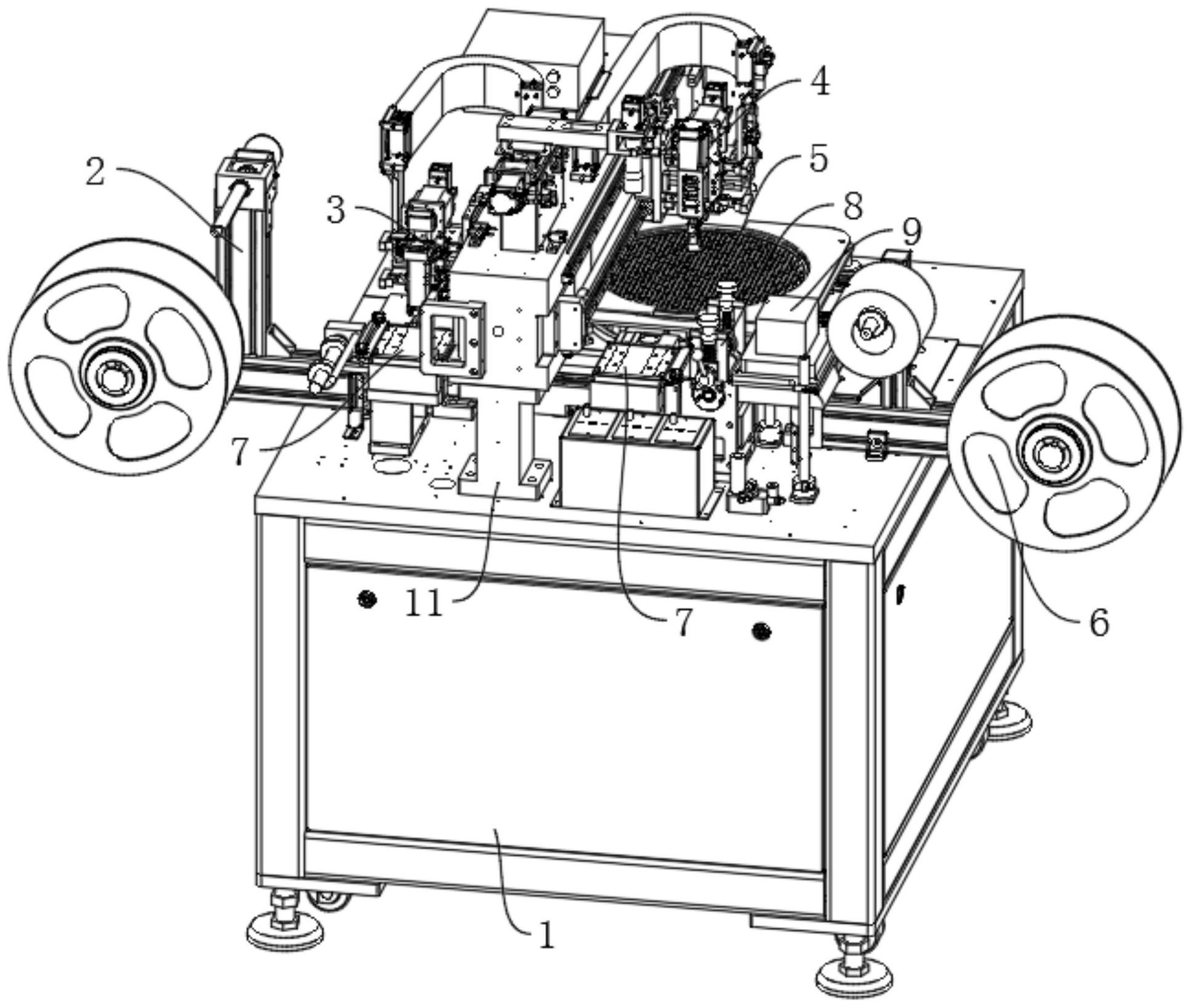
本发明的主要目的在于提供一种自动封装机,其可以解决上述问题,能够全自动 进行点胶和贴合,而且点胶和贴合精确。 为实现上述目的,本发明采用如下技术方案: 一种自动封装机,包括有机架以及设于所述机架上的放卷机构、点胶机构、贴合机 构、上料晶盘和收卷机构,所述机架上设有封装架,所述点胶机构和所述贴合机构设于所述 封装架的两侧面,所述放卷机构放卷粘有第一产品的料卷,所述点胶机构向第一产品上点 胶,所述贴合机构将第二产品从所述上料晶盘上取出,并贴合至第一产品上,所述收卷机构 将贴合后的料卷收卷。 优选地,所述点胶机构包括有点胶组件和第一横移组件,所述第一横移组件固定 在所述封装架上,所述第一横移组件驱动所述点胶组件移动,所述点胶机构向第一产品点 胶。 优选地,所述点胶组件包括有点胶架、第一纵移单元、点胶电机、点胶电机座和点 胶单元,所述点胶架与所述第一横移组件连接,所述第一纵移单元设于所述点胶架上,且带 动所述点胶电机座移动,所述点胶电机固设于所述点胶电机座上,所述点胶电机驱动所述 点胶单元向第一产品点胶。 优选地,所述贴合机构包括有贴合组件和第二横移组件,所述第二横移组件固定 在所述封装架上,所述第二横移组件驱动所述贴合组件移动,所述贴合组件将第二产品从 所述上料晶盘上取出并贴合至第一产品上。 优选地,所述贴合组件包括有贴合架、第二纵移单元、贴合电机、贴合电机座和旋 转吸附器,所述贴合支架与所述第二横移组件连接,所述第二纵移单元设于所述贴合架上, 且驱动所述贴合电机座移动,所述贴合电机固设于所述贴合电机座上,且驱动所述旋转吸 附器移动。 优选地,所述吸附旋转器包括有旋转电机、旋转支架和吸附头,所述旋转电机固定 在所述旋转支架上,所述旋转电机驱动所述吸附头旋转,所述吸附头与真空发生器连接。 优选地,其进一步包括操作平台,所述操作平台设于所述点胶机构和所述贴合组 件的下方。 3 CN 111589641 A 说 明 书 2/7 页 优选地,所述上料晶盘包括有上料基板、夹紧组件、旋转组件、上料组件和第三纵 移组件,所述夹紧组件和所述旋转组件固定在上料基板上,用于放置第二产品的底膜放置 在所述旋转组件上,所述夹紧组件夹紧底膜的四周,所述旋转组件驱动底膜旋转,第三纵移 组件带动上料基板移动,所述上料组件将第二产品升起,待所述贴合机构吸附。 优选地,其进一步包括有用于牵引料卷的牵引机构,所述牵引机构设于所述操作 平台与所述收卷机构之间。 优选地,其进一步包括有用于加快胶凝固的照灯机构,所述照灯机构设于所述牵 引机构与所述收卷机构之间。 本发明的有益效果在于:上述自动封装机,能够自动将向第一产品进行点胶,并将 第二产品贴合至第一产品上,进行点胶和贴合工序时操作精确,不会产生点胶错位或贴合 错位的现象,而且点胶量精准,贴合后不会产生溢胶。 附图说明 图1为本发明本发明涉及的自动封装机的结构示意图; 图2为本发明涉及的放卷机构的结构示意图; 图3为本发明涉及的封装架的结构示意图; 图4为本发明涉及的点胶组件的结构示意图; 图5为本发明涉及的点胶电机座的结构示意图; 图6为本发明涉及的点胶电机的结构示意图; 图7为本发明涉及的贴合组件的结构示意图; 图8为本发明涉及的第一横移组件的结构示意图; 图9为本发明涉及的第二横移组件的结构示意图; 图10为本发明涉及的贴合摄像机构的结构示意图; 图11为本发明涉及的上料晶盘的结构示意图; 图12为本发明涉及的上料晶盘的另一结构示意图; 图13为本发明涉及的上料基板的结构示意图; 图14为本发明涉及的上料组件的结构示意图; 图15为本发明涉及的上料升降单元的结构示意图; 图16为本发明涉及的第一升降电机的结构示意图; 图17为本发明涉及的上料筒的结构示意图; 图18为本发明涉及的上料筒的剖视图; 图19为本发明涉及的上料内杆的结构示意图; 图20为本发明涉及的操作平台的结构示意图; 图21为本发明涉及的操作平台、牵引机构和照灯机构的组合示意图; 图22为本发明涉及的牵引机构的结构示意图; 图23为本发明涉及的收卷机构的结构示意图;











