
技术摘要:
本发明提供一种弹片加工设备及其加工方法,加工设备包括冲压机构和成型机构,冲压机构可将板线材冲压成具有向上凸起的夹齿组合;夹齿组合包括第一夹齿组和第二夹齿组;冲压机构包括互相配合的上模和下模,上模和下模分别安装有冲切镶件与冲切腔,冲切镶件和冲切腔可对 全部
背景技术:
合金类弹片通过其夹臂夹紧电路板等电子元件,实现对电子元件的机械固定和电 性连接,由于夹臂具有一定的弹性变形量,因此可对电子元件若干次插拔,实现可拆卸式安 装,使用方便。 如图1示出了一种合金类弹片,该弹片500具有两组对夹式的夹臂510,夹臂510由 底板520的前后两侧分别向上弯折,且向内侧相向折弯而形成夹持部511,该弹片底板520的 前后两侧还分别设有向下弯折的卡钩部521。 这类弹片的结构比较复杂,加工时通常在一块薄板上先进行冲切作业,去除多余 的材料,再折弯成型产品。现有的加工工艺通常是分步式完成,即先在冲压机上冲切薄板, 再将冲切的半成品送至成型机构内折弯成型弹片,这种加工方法的加工效率低,薄板加工 产生的废料多,而且由于定位误差的累积而难以保证加工精度。
技术实现要素:
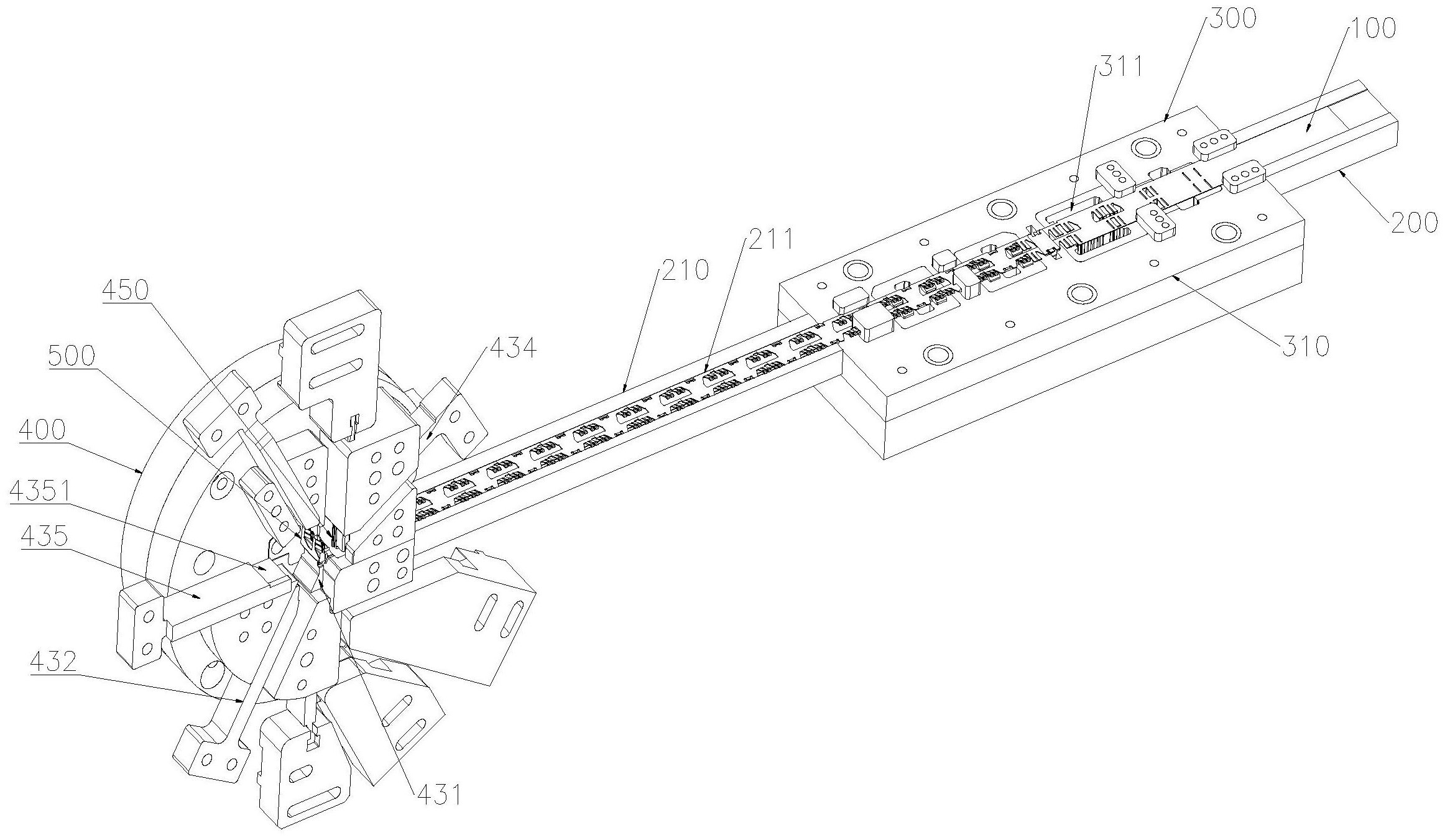
本发明的目的是提供一种弹片加工设备及其加工方法,以解决弹片的加工效率低 和加工精度低的问题。 本发明提供了如下的技术方案: 一种弹片加工设备,用于加工具有对夹式夹臂的弹片,所述夹臂由底板的前后两 侧分别向上弯折且向内侧相向折弯,弹片加工设备包括: 冲压机构,所述冲压机构可将板线材冲压成具有向上凸起的夹齿组合,相邻的两 组夹齿组合之间设有底板成型部;所述夹齿组合包括与板线材的边缘连接的开放式的第一 夹齿组、以及位于位于板线材的板平面内的封闭式的第二夹齿组;所述冲压机构包括互相 配合的上模和下模,所述上模和下模分别安装有互相配合的冲切镶件与冲切腔,所述冲切 镶件和冲切腔可对板线材冲孔;所述上模和下模上还分别安装有互相配合的冲压凹模和冲 压凸模,所述冲压凹模和冲压凸模可配合冲压成型向上弯折的第一夹齿组和第二夹齿组; 成型机构,所述成型机构用于将所述夹齿组合折弯而成型弹片,所述成型机构包 括切料组件和成型组件,所述切料组件可按定长切断板线材,所述成型组件可将相邻的夹 齿组合向上折弯而形成弹片。 优选的,所述冲压机构包括由后至前依次设置的第一冲切镶件、第二冲切镶件和 第三冲切镶件,所述第一冲切镶件包括分布成两排的直线型镶件,所述第一冲切镶件可对 板线材冲切多个第一通孔;所述第二冲切镶件为多个矩形镶件,所述第二冲切镶件可在相 邻的两个第一通孔之间冲切第二通孔;所述第三冲切镶件包括用于冲切第一夹齿组的开放 式冲切镶件和用于成型第二夹齿组的封闭式冲切镶件。 优选的,所述开放式冲切镶件位于板线材的边缘,所述开放式冲切镶件可切断第 4 CN 111545666 A 说 明 书 2/7 页 一通孔和第二通孔的靠近板线材的边缘侧而形成第一夹齿组的自由端;所述开放式冲切镶 件还在相邻的两组第一夹齿组之间冲切第一镂空部。 优选的,所述封闭式冲切镶件可冲切另一排第一通孔和第二通孔的端部而形成第 二夹齿组的自由端,所述封闭式冲切镶件还在第二夹齿组的左右两侧分别冲切第二镂空 部。 进一步的,冲压机构还包括与开放式冲切镶件相对设置的第四冲切镶件,所述开 放式冲切镶件与所述第四冲切镶件可分别冲切弹片底板边缘的折弯部。 进一步的,所述冲压机构还包括互相配合的折弯上模和折弯下模,所述折弯上模 可向下冲压所述折弯部。 进一步的,所述成型组件包括底座、成型镶件和成型刀,所述成型镶件可伸缩地安 装于所述底座上,所述成型刀包括第一成型刀和分别位于第一成型刀的左右两侧的第二成 型刀和第三成型刀,所述第一成型刀可与成型镶件配合成型弹片的底板,所述第二成型刀 和第三成型刀分别由底板的左右两侧向上折弯板线材。 进一步的,所述成型刀还包括第四成型刀,所述第四成型刀位于成型镶件的右上 方,所述第四成型刀可向左下方压紧切断后的板线材,使弹片的夹臂呈夹紧状态。 进一步的,所述切料组件包括互相配合的切料上模和切料下模,所述切料上模可 切断板线材于第二通孔处的连接筋;所述切料下模的模腔内设有用于排出废料的落料孔。 上述弹片加工设备的加工方法包括以下步骤: 将板线材拉直后送入冲压机构,向前输送板线材,冲压机构的上模与下模合模,依 次成型第一通孔、第二通孔; 开放式冲切镶件成型第一夹齿组的自由端和第一镂空部;封闭式冲切镶件成型第 二夹齿组的自由端和第二镂空部;同时开放式冲切镶件与第四冲切镶件分别成型底板上的 两个折弯部; 折弯上模与折弯下模合模,冲压成型弹片底板上的折弯部; 冲压凹模与冲压凸模合模,向上折弯第一夹齿组和第二夹齿组的自由端; 冲压后的板线材送入成型机构内,第一成型刀向上移动将板线材抵压于成型镶件 上,保持压紧状态; 第二成型刀向右上方移动,将板线材的自由端向上折弯,保持压紧状态; 切料组件动作,将板线材对应于第二通孔处的连接筋切断,形成线材段,然后切料 上模和切料下模复位; 第三成型刀向上移动,将线材段的另一端向上折弯,保持压紧状态; 第四成型刀向左下方移动,将线材段的右端向左侧压紧,使第一夹齿组和第二夹 齿组的夹臂呈夹紧状态,成型弹片; 第一成型刀、第二成型刀、第三成型刀、第四成型刀分别复位,取走弹片。 本发明的有益效果是: 本发明将冲压机构和成型机构集成于一体,可连续性对板线材进行冲切和成型, 取代了原先在冲压设备上先对薄板进行冲孔以及冲压,然后将半成品搬运至成型机内折弯 成型的加工工艺,提高了加工效率,并且不需要重复定位工件,提高了加工精度。 本发明巧妙地利用弹片本身的结构,在板线材上冲压第一夹齿组和第二夹齿组, 5 CN 111545666 A 说 明 书 3/7 页 第一夹齿组与第二夹齿组均由连接筋连接于板线材上而不冲断,使板线材可实现流水式送 料,并且利用该第一夹齿组与第二夹齿组的特定结构,使后道成型机构可快速将板线材折 弯成型弹片,加工效率和加工精度高。 附图说明 附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实 施例一起用于解释本发明,并不构成对本发明的限制。在附图中: 图1是本发明涉及的弹片结构示意图; 图2是本发明的立体结构示意图; 图3是本发明的冲压机构立体结构示意图; 图4是本发明的冲压机构冲压板线材时的俯视结构示意图; 图5是本发明的板线材经过冲压机构冲压后的结构示意图; 图6是体现本发明的封闭式冲切镶件的齿端成型部的结构示意图; 图7是本发明的折弯上模与折弯下模合模时的结构示意图; 图8是本发明的冲压凹模与冲压凸模合模时的结构示意图; 图9是本发明的冲压凹模与冲压凸模合模时,上模板被冲压凹模压下的示意图; 图10是本发明的冲压凹模与冲压凸模合模前,上模板位于初始位置的示意图; 图11是本发明的第一移动导向块和第二移动导向块的剖视结构示意图; 图12是本发明的成型机构的主视结构示意图; 图13是本发明的伸缩驱动装置与成型镶件的连接结构示意图; 图14是本发明的切料上模与切料下模切料前的结构示意图; 图15是本发明的切料组件在板线材上的切料位置示意图; 图16是本发明的切料上模与切料下模的剖视结构示意图。 图中标记为: 100 .板线材;110.第一夹齿组;120.第二夹齿组;130.第一通孔;140.第二通孔; 150.第一镂空部;160.第二镂空部;170.连接部;180.折弯部;190.连接筋; 200.送料机构;210.送料支撑板;211.送料导向槽; 300.冲压机构;310.下模;311.冲切腔;312.下模座;313.下模板;314.活动间隙; 315.压缩弹簧;320.冲切镶件;321.第一冲切镶件;322.第二冲切镶件;323.开放式冲切镶 件;324.封闭式冲切镶件;3241.齿端成型部;325.第四冲切镶件;330.冲压凹模;340.冲压 凸模;350.折弯上模;360.折弯下模;370.避让槽;380.第一移动导向块;381.第一导向槽; 390.第二移动导向块;391.第二导向槽; 400 .成型机构;410.底座;420.成型镶件;421 .伸缩驱动装置;431 .第一成型刀; 432.第二成型刀;433.第三成型刀;434 .第四成型刀;435.第五成型刀;4351 .定位台阶; 440.成型导向块;450.切料上模;460.切料下模;461.落料孔; 500.弹片;510.夹臂;511.夹持部;520.底板;521.卡钩部。











