
技术摘要:
本发明公开了一种圆棒材料两头单扁铣压设备,包括铣压机架,所述铣压机架上固定设有工作板,所述工作板上还包括基板装置、主轴座装置、夹具组件、刀毂座组件、送料装置、退料装置、平割装置和横割装置;所述基板装置固定于工作板的前端,所述主轴座装置固定于基板装置 全部
背景技术:
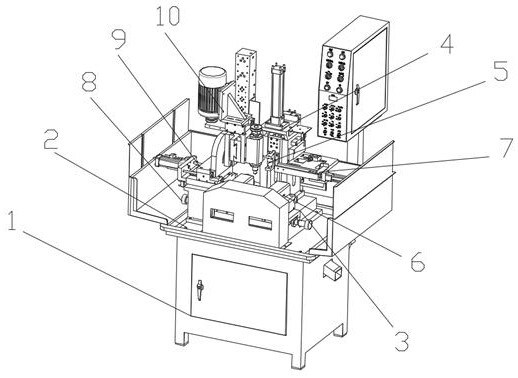
本发明提供一种一种圆棒材料两头单扁铣压设备,解决的上述问题。 为解决上述问题,本发明提供的技术方案如下: 一种圆棒材料两头单扁铣压设备,包括铣压机架,所述铣压机架上固定设有工作板,所 述工作板上还包括基板装置、主轴座装置、夹具组件、刀毂座组件、送料装置、退料装置、平 割装置和横割装置;所述基板装置固定于工作板的前端,所述主轴座装置固定于基板装置 的后壁,所述刀毂座组件固定于基板装置的顶端,所述夹具组件固定于主轴座装置上,所述 送料装置固定于主轴座装置的右壁上,所述送料装置的后侧固定设有马达拨料装置,所述 平割装置固定于基板装置的右侧,所述退料装置固定于平割装置的底端,所述横割装置固 定于平割装置的顶端;所述工作板的中部设有废料通孔,所述废料通孔底端设有废料槽。 优选的,所述基板装置包括L基板、基板定位块、L左复式鞍座、L右复式鞍座、刀座 顶紧块、左刀毂座承盖和右刀毂座承盖;所述L基板固定于工作板上,所述基板定位块固定 于L基板的上表面,所述基板定位块的前端设有凹槽,所述凹槽内固定连接刀毂滑轨,所述L 左复式鞍座和L右复式鞍座分别滑动连接在刀毂滑轨上,所述L左复式鞍座和L右复式鞍座 均通过刀座顶紧块固定,所述左刀毂座承盖和右刀毂座承盖的中部均固定连接六角头导螺 杆。 优选的,所述主轴座装置包括主轴支撑架、L夹具滑块、主轴气缸、主轴座顶盖、切 削分油块、90度挡料座、L平行大挡料杆和主轴座感应开关垫管;所述主轴支撑架固定于工 作板上,所述主轴座顶盖固定于主轴支撑架上,所述主轴气缸垂直固定于主轴座顶盖的顶 端,所述L夹具滑块与主轴支撑架滑动连接,所述主轴气缸的输出轴贯穿主轴座顶盖与L夹 具滑块连接,所述切削分油块固定于主轴座顶盖的后端,所述90度挡料座固定于主轴支撑 架的左壁,所述主轴座感应开关垫管固定于主轴支撑架的上下两端,所述L平行大挡料杆固 定于主轴座感应开关垫管的后端。 优选的,所述夹具组件包括方型夹具柄、方型夹具座、气缸固定块、夹具气缸、夹具 感应开关感应块和夹具柄固定板;所述夹具柄固定板固定于L夹具滑块的底部,所述方型夹 具柄贯穿夹具柄固定板,所述方型夹具座固定方型夹具柄的前端,所述气缸固定块固定于 方型夹具柄的后端,所述夹具气缸垂直固定于气缸固定块上,且所述夹紧气缸的输出轴贯 穿气缸固定块与方型夹具柄固定连接,所述夹具感应开关感应块固定于气缸固定块的后 壁。 优选的,所述送料装置包括送料盒高低调整块、L送料盘固定块、90度送料盘、L送 料盘槽、送料行程调整板、送料固定块、送料气缸、弹性接头锁紧螺母、弹性接头铆合小件和 弹性接头方型滑块;所述90度送料盘固定于主轴支撑架的右壁,所述L送料盘固定块固定于 90度送料盘的前端,所述送料盒高低调整块固定于L送料盘固定块的顶端,所述L送料盘槽 4 CN 111545810 A 说 明 书 2/6 页 固定于90度送料盘的左端,所述送料行程调整板固定于90度送料盘后部的底端,所述送料 气缸水平固定于送料行程调整板上,所述送料气缸的输出端固定连接弹性接头方型滑块, 所述弹性接头方型滑块的前端固定连接弹性接头铆合小件,所述弹性接头铆合小件的前端 固定连接弹性接头锁紧螺母。 优选的,所述退料装置包括退料固定底板、退料高度调整板、退料高度固定凹座、 退料凹座固定块、平行退料承板、退料气缸固定块、退料衬铜固定块、退料衬铜、退料杆接 头、退料杆和退料气缸;所述退料固定底板固定于工作板上,所述退料高度调整板固定于退 料固定底板上表面的中部,所述退料高度固定凹座固定于退料高度调整板的后壁,所述退 料凹座固定块固定于退料高度固定凹座,所述平行退料承板固定于退料高度固定凹座顶 端,所述退料气缸固定块固定于水平退料承板的后端,所述退料衬铜固定块固定于水平退 料承板的前端,所述退料衬铜固定于退料衬铜固定块的中部,所述退料杆接头固定于退料 气缸固定块的前壁,所述退料气缸固定于退料气缸固定块的后壁,且所述退料气缸的输出 端贯穿退料气缸固定块,所述退料杆依次贯穿退料衬铜和退料杆接头与推料气缸的输轴固 定连接。 优选的,所述平割装置包括90度平割垫座、90度平割底座、90度平割承盖、平割L型 气缸固定块、90度平割左L型角度板、平割气缸、平割行程调节螺杆、平割感应环固定杆和角 度调整块;所述90度平割垫座固定于工作板上,所述90度平割底座固定于90度平割垫座的 顶端,所述平割L型气缸固定块固定于90度平割底座的左端,所述平割气缸固定于平割L型 气缸固定块上,所述90度平割承盖与90度平割底座滑动连接,所述平割气缸的输出轴贯穿9 平割L型气缸固定块与90度平割承盖固定连接,所述平割行程调节螺杆和平割感应环固定 杆分别固定于平割L型气缸固定块的左右两端,所述90度平割左L型角度板固定于90度平割 承盖的后端,所述角度调整块固定于90度平割左L型角度板的右壁,所述90度平割左L型角 度板的前壁固定连接滑台气缸。 优选的,所述横割装置包括L横割底座、L横割复式鞍座、L横割底板承盖、L横割气 缸固定块、电机支撑L型底板、电机支撑架侧板、电机固定底板、HP电机固定板、电机皮带顶 紧块、电机底板调节板、刀轴皮带轮、电机皮带轮、刀毂支撑座和90度刀轴;所述L横割底座 固定连接在滑台气缸上,所述L横割复式鞍座固定于L横割底座的前壁上,所述L横割底板承 盖滑动连接在L横割复式鞍座上,所述L横割气缸固定块固定于L复式鞍座的后端,且所述L 横割气缸管固定块的后壁固定连接横割气缸,所述横割气缸的输出轴贯穿L横割气缸固定 块与L横割底板承盖连接,所述刀毂支撑座固定于L横割底板承盖的前部,所述90度刀轴转 动连接在刀毂支撑座内,所述电机支撑L型底板固定于L横割底座的顶端,所述电机支撑架 侧板分别固定于电机支撑L型底板的左右两侧,所述电机固定底板固定于电机支撑架侧板 内壁的上端,所述电机底板调节板固定于电机固定底板的上表面,所述HP电机固定板固定 于电机底板调节板的后端,所述电机皮带顶紧块固定于电机固定底板前壁的中部,所述刀 轴皮带轮固定套接在90度刀轴的上端,所述HP电机固定板的后壁上垂直固定连接驱动电 机,所述驱动电机的输出轴上固定连接电机皮带轮,所述电机皮带轮与刀轴皮带轮通过驱 动带套接。 相对于现有技术的有益效果是,采用上述方案,本发明通过设置送料装置对圆棒 进行上料,夹具组件上的方形夹具柄在夹具气缸的驱动下对圆棒进行夹紧,随后通过平割 5 CN 111545810 A 说 明 书 3/6 页 装置和横割装置的配合使用来对圆棒进行平横切割加工,加工的废料通过废料道直接进入 到废料收取盒内,防止了废料引堆积无法清理对设备造成的损害,同时退料装置成品的圆 棒进行退料。 附图说明 为了更清楚的说明实施例或现有技术中的技术方案,下面将对实施例或现有技术 描述中所需使用的附图作简单介绍,显而易见的,下面描述中的附图仅仅是发明的一些实 施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图 获得其他的附图。 图1为本发明的整体结构示意图; 图2为本发明的基板装置结构示意图; 图3为本发明的主轴座装置结构示意图; 图4为本发明的夹具组件结构示意图; 图5为本发明的送料装置结构示意图; 图6为本发明的退料装置结构示意图; 图7为本发明的平割装置结构示意图; 图8为本发明的横割装置结构示意图; 图9为本发明的马达拨料装置结构示意图; 以上图例所示:铣压机架1;工作板2;基板装置3;主轴座装置4;夹具组件5;刀毂座组件 6;送料装置7;退料装置8;平割装置9;横割装置10;L基板31;基板定位块32;L左复式鞍座 33;L右复式鞍座34;刀座顶紧块35;左刀毂座承盖36;右刀毂座承盖37;主轴支撑架41;L夹 具滑块42;主轴气缸43;主轴座顶盖44;切削分油块45;90度挡料座46;L平行大挡料杆47;主 轴座感应开关垫管48;方型夹具柄51;方型夹具座52;气缸固定块53;夹具气缸54;夹具感应 开关感应块55;夹具柄固定板56;送料盒高低调整块71;L送料盘固定块72;90度送料盘73;L 送料盘槽74;送料行程调整板75;送料固定块76;送料气缸77;弹性接头锁紧螺母78;弹性接 头铆合小件79;弹性接头方型滑块710;退料固定底板81;退料高度调整板82;退料高度固定 凹座83;退料凹座固定块84;平行退料承板85;退料气缸固定块86;退料衬铜固定块87;退料 衬铜88;退料杆接头89;退料杆810;退料气缸811;90度平割垫座91;90度平割底座92;90度 平割承盖93;平割L型气缸固定块94;90度平割左L型角度板95;平割气缸96;平割行程调节 螺杆97;平割感应环固定杆98;角度调整块99;L横割底座101;L横割复式鞍座102;L横割底 板承盖103;L横割气缸固定块104;电机支撑L型底板105;电机支撑架侧板106;电机固定底 板107;HP电机固定板108;电机皮带顶紧块109;电机底板调节板1010;刀轴皮带轮1011;电 机皮带轮1012;刀毂支撑座1013;90度刀轴1014;拨料调宽板131;驱动马达132;马达拨料左 三角板133;马达拨料右三角板134;拨料材料挡块135;马达固定块136;直径调节块137;锥 形拨料快138;拨料档杆139。
技术实现要素:
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。 附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限 6 CN 111545810 A 说 明 书 4/6 页 于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的 理解更加透彻全面。 需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上 或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接 到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“固定”、“一体成型”、 “左”、“右”以及类似的表述只是为了说明的目的,在图中,结构相似的单元是用以相同标号 标示。 除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领 域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为 了描述具体的实施例的目的,不是用于限制本发明。 如图1-9所示,本发明的整体结构如下: 一种圆棒材料两头单扁铣压设备,包括铣压机架1,所述铣压机架1上固定设有工作板 2,所述工作板2上还包括基板装置3、主轴座装置4、夹具组件5、刀毂座组件6、送料装置7、退 料装置8、平割装置9和横割装置10;所述基板装置3固定于工作板2的前端,所述主轴座装置 4固定于基板装置3的后壁,所述刀毂座组件6固定于基板装置3的顶端,所述夹具组件5固定 于主轴座装置4上,所述送料装置7固定于主轴座装置4的右壁上,所述送料装置7的后侧固 定设有马达拨料装置,所述平割装置9固定于基板装置3的右侧,所述退料装置8固定于平割 装置9的底端,所述横割装置10固定于平割装置9的顶端;所述工作板2的中部设有废料通 孔,所述废料通孔底端设有废料槽。 优选的,所述基板装置3包括L基板31、基板定位块32、L左复式鞍座33、L右复式鞍 座34、刀座顶紧块35、左刀毂座承盖36和右刀毂座承盖37;所述L基板31固定于工作板2上, 所述基板定位块32固定于L基板31的上表面,所述基板定位块32的前端设有凹槽,所述凹槽 内固定连接刀毂滑轨,所述L左复式鞍座33和L右复式鞍座34分别滑动连接在刀毂滑轨上, 所述L左复式鞍座33和L右复式鞍座34均通过刀座顶紧块35固定,所述左刀毂座承盖36和右 刀毂座承盖37的中部均固定连接六角头导螺杆。 优选的,所述主轴座装置4包括主轴支撑架41、L夹具滑块42、主轴气缸43、主轴座 顶盖44、切削分油块45、90度挡料座46、L平行大挡料杆47和主轴座感应开关垫管48;所述主 轴支撑架41固定于工作板2上,所述主轴座顶盖44固定于主轴支撑架41上,所述主轴气缸43 垂直固定于主轴座顶盖44的顶端,所述L夹具滑块42与主轴支撑架41滑动连接,所述主轴气 缸43的输出轴贯穿主轴座顶盖44与L夹具滑块42连接,所述切削分油块45固定于主轴座顶 盖44的后端,所述90度挡料座46固定于主轴支撑架41的左壁,所述主轴座感应开关垫管48 固定于主轴支撑架41的上下两端,所述L平行大挡料杆47固定于主轴座感应开关垫管48的 后端。 优选的,所述夹具组件5包括方型夹具柄51、方型夹具座52、气缸固定块53、夹具气 缸54、夹具感应开关感应块55和夹具柄固定板56;所述夹具柄固定板56固定于L夹具滑块42 的底部,所述方型夹具柄51贯穿夹具柄固定板56,所述方型夹具座52固定方型夹具柄51的 前端,所述气缸固定块53固定于方型夹具柄51的后端,所述夹具气缸54垂直固定于气缸固 定块53上,且所述夹紧气缸的输出轴贯穿气缸固定块53与方型夹具柄51固定连接,所述夹 具感应开关感应块55固定于气缸固定块53的后壁。 7 CN 111545810 A 说 明 书 5/6 页 优选的,所述送料装置7包括送料盒高低调整块71、L送料盘固定块72、90度送料盘 73、L送料盘槽74、送料行程调整板75、送料固定块76、送料气缸77、弹性接头锁紧螺母78、弹 性接头铆合小件79和弹性接头方型滑块710;所述90度送料盘73固定于主轴支撑架41的右 壁,所述L送料盘固定块72固定于90度送料盘73的前端,所述送料盒高低调整块71固定于L 送料盘固定块72的顶端,所述L送料盘槽74固定于90度送料盘73的左端,所述送料行程调整 板75固定于90度送料盘73后部的底端,所述送料气缸77水平固定于送料行程调整板75上, 所述送料气缸77的输出端固定连接弹性接头方型滑块710,所述弹性接头方型滑块710的前 端固定连接弹性接头铆合小件79,所述弹性接头铆合小件79的前端固定连接弹性接头锁紧 螺母78。 优选的,所述退料装置8包括退料固定底板81、退料高度调整板82、退料高度固定 凹座83、退料凹座固定块84、平行退料承板85、退料气缸811固定块8653、退料衬铜88固定块 87、退料衬铜88、退料杆810接头89、退料杆810和退料气缸811;所述退料固定底板81固定于 工作板2上,所述退料高度调整板82固定于退料固定底板81上表面的中部,所述退料高度固 定凹座83固定于退料高度调整板82的后壁,所述退料凹座固定块84固定于退料高度固定凹 座83,所述平行退料承板85固定于退料高度固定凹座83顶端,所述退料气缸811固定块8653 固定于水平退料承板的后端,所述退料衬铜88固定块87固定于水平退料承板的前端,所述 退料衬铜88固定于退料衬铜88固定块87的中部,所述退料杆810接头89固定于退料气缸811 固定块8653的前壁,所述退料气缸811固定于退料气缸811固定块8653的后壁,且所述退料 气缸811的输出端贯穿退料气缸811固定块8653,所述退料杆810依次贯穿退料衬铜88和退 料杆810接头89与推料气缸的输轴固定连接。 优选的,所述平割装置9包括90度平割垫座91、90度平割底座92、90度平割承盖93、 平割L型气缸固定块9453、90度平割左L型角度板95、平割气缸96、平割行程调节螺杆97、平 割感应环固定杆98和角度调整块99;所述90度平割垫座91固定于工作板2上,所述90度平割 底座92固定于90度平割垫座91的顶端,所述平割L型气缸固定块9453固定于90度平割底座 92的左端,所述平割气缸96固定于平割L型气缸固定块9453上,所述90度平割承盖93与90度 平割底座92滑动连接,所述平割气缸96的输出轴贯穿9平割L型气缸固定块9453与90度平割 承盖93固定连接,所述平割行程调节螺杆97和平割感应环固定杆98分别固定于平割L型气 缸固定块9453的左右两端,所述90度平割左L型角度板95固定于90度平割承盖93的后端,所 述角度调整块99固定于90度平割左L型角度板95的右壁,所述90度平割左L型角度板95的前 壁固定连接滑台气缸。 优选的,所述横割装置10包括L横割底座101、L横割复式鞍座102、L横割底板承盖 103、L横割气缸固定块10453、电机支撑L型底板105、电机支撑架侧板106、电机固定底板 107、HP电机固定板108、电机皮带顶紧块109、电机底板调节板1010、刀轴皮带轮1011、电机 皮带轮1012、刀毂支撑座1013和90度刀轴1014;所述L横割底座101固定连接在滑台气缸上, 所述L横割复式鞍座102固定于L横割底座101的前壁上,所述L横割底板承盖103滑动连接在 L横割复式鞍座102上,所述L横割气缸固定块10453固定于L复式鞍座的后端,且所述L横割 气缸管固定块的后壁固定连接横割气缸,所述横割气缸的输出轴贯穿L横割气缸固定块 10453与L横割底板承盖103连接,所述刀毂支撑座1013固定于L横割底板承盖103的前部,所 述90度刀轴1014转动连接在刀毂支撑座1013内,所述电机支撑L型底板105固定于L横割底 8 CN 111545810 A 说 明 书 6/6 页 座101的顶端,所述电机支撑架侧板106分别固定于电机支撑L型底板105的左右两侧,所述 电机固定底板107固定于电机支撑架侧板106内壁的上端,所述电机底板调节板1010固定于 电机固定底板107的上表面,所述HP电机固定板108固定于电机底板调节板1010的后端,所 述电机皮带顶紧块109固定于电机固定底板107前壁的中部,所述刀轴皮带轮1011固定套接 在90度刀轴1014的上端,所述HP电机固定板108的后壁上垂直固定连接驱动电机,所述驱动 电机的输出轴上固定连接电机皮带轮1012,所述电机皮带轮1012与刀轴皮带轮1011通过驱 动带套接。 进一步的,所述刀毂座组件6所述L机刀毂座、前轴承盖、后轴承盖、L左刀轴和左刀 轴轮;所述L机刀毂座固定于基板装置3上,所述前轴承盖和后轴承盖分别固定于L机刀毂座 的前后俩端,所述L左刀轴依次贯穿前轴承盖和后轴承盖,所述左刀轴轮固定套接在L左刀 轴的后端。 进一步的,所述马达拨料装置包括拨料调宽板131、驱动马达132、马达拨料左三角 板133、马达拨料右三角板134、拨料材料挡块135、马达固定块136、右调宽固定块、左调宽固 定块、直径调节块137、锥形拨料快138和拨料档杆139;所述拨料调宽板131固定于送料装置 7上,所述马达拨料左三角板133和马达拨料右三角板134分别固定于拨料调宽板131的左右 两端,所述拨料材料挡块135固定于马达拨料右三角板134上,所述马达固定块136固定于马 达拨料右三角板134的后壁,所述驱动马达132固定于马达固定块136的后壁,且所述驱动马 达132的输出轴贯穿马达固定块136与拨料档杆139固定连接,所述右调宽固定块和左调宽 固定块分别固定于拨料档杆139的左右两端,所述直径调节块137固定于拨料调宽板131的 下端,所述锥形拨料快138固定套接在拨料档杆139上。 进一步的,所述横割装置10的后端固定设有CCD检测装置,所述CCD检测装置的后 端固定设有补光灯,所述补光灯为CCD检测装置提供光源,所述CCD检测装置对横割完成的 产品进行检测。 工作原理: 送料装置上的L送料槽对产品进行送料,通过送料气缸驱动弹性接头锁紧螺母在L送料 槽内前后运动来进行送料,同时马达拨料装置上的驱动马达驱动拨料档杆转动,使得套接 在拨料档杆上的锥形拨料块转动,同时可以通过调整直径调节块来调整锥形拨料块的位 置,随后夹具组件上的夹具气缸使得方型夹具柄对圆棒进行夹紧,随后主轴座装置上的主 轴气缸下压,使得方型夹具柄上的圆棒进入到平割装置上,由平割装置对圆棒进行切割,通 过平割气缸驱动平割行程调节轮螺杆度产品进行平割,随后横割装置上的驱动电机驱动电 机皮带轮和刀轴皮带轮转动,是的90度刀轴对圆棒进行横切,随后经过退料装置对成品的 圆棒进行退料。 需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例, 均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加 以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。 9 CN 111545810 A 说 明 书 附 图 1/5 页 图1 图2 10 CN 111545810 A 说 明 书 附 图 2/5 页 图3 11 CN 111545810 A 说 明 书 附 图 3/5 页 图4 图5 12 CN 111545810 A 说 明 书 附 图 4/5 页 图6 图7 13 CN 111545810 A 说 明 书 附 图 5/5 页 图8 图9 14











