
技术摘要:
本发明涉及电镀生产线的技术领域,尤其是涉及一种铁件电镀铬生产线及其生产工艺,包括环形轨道、电镀槽、滑车和电镀架,自动上挂装置和放置架,滑车与环形轨道滑移连接,自动上挂装置包括第一支撑架和上挂机构;放置架包括第二支撑架和传送机构;自动上挂装置一侧还设 全部
背景技术:
电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是 利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧 化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。 铁件通常比较容易被氧化,产生铁锈,会对铁件的性能和寿命产生影响。因此,通 常会在铁件的表面进行镀铬处理。镀铬层具有较好的耐磨性和抗腐蚀性,因此能够有效提 升铁件的的性能和使用寿命。 在现有的电镀生产线中,如公告号为CN207811919U的实用新型专利公开的一种环 形电镀生产线,包括:固定架;设置在固定架上的环形导轨;滑动装配在环形导轨上的活动 杆;设置在活动杆上的固定组件;以及,可拆卸式装配在固定组件上的吊环;吊环包括:可拆 卸式装配在固定组件上的第一吊环、设置在第一吊环上并与活动杆相互垂直的连接杆以及 可拆卸式装配在连接杆远离第一吊环一端、用于挂接承载件的第二吊环。电镀生产线在使 用时,需要人工将电镀架安装在吊环上,活动杆即带动电镀架沿环形导轨移动并进行电镀 作业。 上述方案中存在一些缺陷:由于电镀架和镀件均为金属制品,其重量较重,因此工 作人员通过人工安装电镀架较为不便,会耗费工作人员大量的体力和时间,因此,当工作人 员人工将电镀架逐一挂在滑车上时,电镀架上挂的过程会消耗大量时间,并且电镀架的上 挂效率比较低。
技术实现要素:
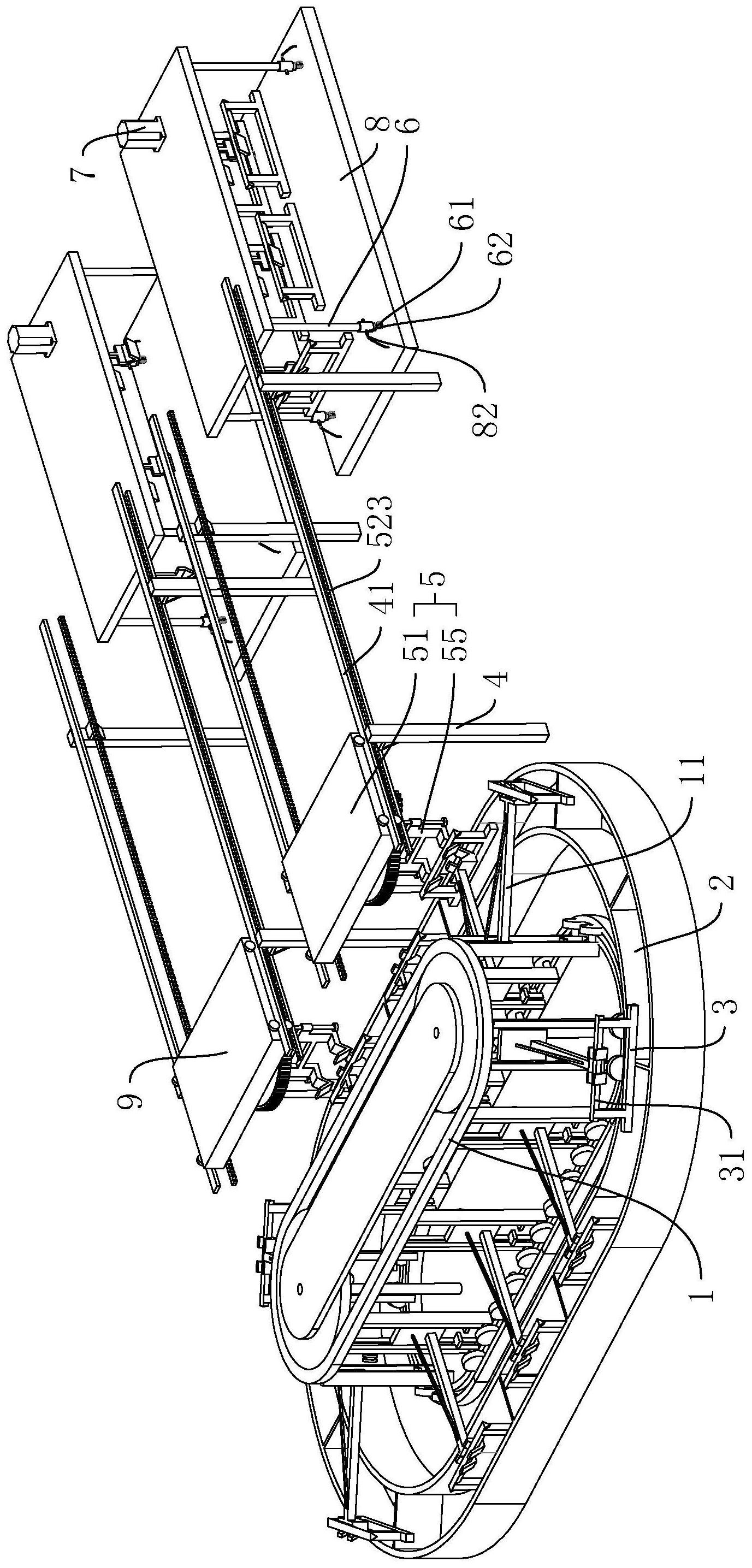
针对现有技术存在的不足,本发明的目的之一是提供一种铁件电镀铬生产线,能 够时电镀架自动上挂,从而有效降低工作人员劳动强度,提升工作效率。 本发明的目的之二是提供一种铁件电镀铬生产工艺。 本发明的上述发明目的之一是通过以下技术方案得以实现的: 一种铁件电镀铬生产线,包括环形轨道、设置在环形轨道下方的电镀槽、设置在环形轨 道与电镀槽之间的滑车以及设置在滑车下端的电镀架,所述滑车与环形轨道滑移连接,所 述滑车下方设置有挂钩,所述电镀架上端水平设置有与挂钩连接的挂杆,并且所述挂杆中 心位置与挂钩相连接,所述环形轨道一侧设置有自动上挂装置,所述自动上挂装置包括第 一支撑架以及与第一支撑架连接的上挂机构;所述上挂机构用于将电镀架与挂钩与相连 接;所述自动上挂装置一侧设置有用于放置电镀架的放置架,所述放置架包括第二支撑架 以及设置在第二支撑架上的用于将电镀架传递至上挂机构的传送机构; 所述自动上挂装置一侧还设置有用于将电镀架与挂钩相脱离的自动下挂装置,所述自 5 CN 111549369 A 说 明 书 2/7 页 动下挂装置和自动上挂装置沿滑车运行方向分布,并且所述自动下挂装置的结构和自动上 挂装置结构相同;所述放置架设置有两组,两组所述放置架分别位于自动上挂装置和自动 下挂装置一侧。 通过采用上述技术方案,工作人员能够将电镀架集中放置在放置架,放置架能够 逐个将电镀架传送给自动上挂装置,自动上挂装置能够将电镀架放置在滑车上,从而实现 电镀架自动上挂,免去了人工将电镀架逐一挂在滑车上的步骤,有效降低了电镀架上挂时 所需要的的时间,并且能够有效提升电镀架上挂的效率。自动下挂装置能够自动将电镀架 从滑车上取下,避免去人工取下电镀架的过程,有效提升了电镀生产线的工作效率。 本发明在一较佳示例中可以进一步配置为:所述第一支撑架上水平设置有第一滑 轨,所述第一滑轨一端延伸至滑车上方;所述上挂机构包括与第一滑轨滑移连接的行车、驱 动行车沿第一滑轨移动的第一驱动组件以及设置在行车下端的提升架,所述行车下端竖直 设置有第二滑轨,所述提升架与第二滑轨滑移连接,并且所述行车上设置有用于驱动提升 架沿第二滑轨移动的第二驱动组件; 所述提升架包括两个平行设置的支撑杆以及与支撑杆固定连接的连接钩;两个所述支 撑杆之间通过连接杆固定连接;所述连接钩设置有两个,并分别位于两个支撑杆上,当所述 电镀架与上挂机构连接时,所述电镀架位于两个支撑杆之间,所述挂杆两端分别与两个连 接钩连接。 通过采用上述技术方案,行车能够沿着第一滑轨进行移动,提升架能够将电镀架 从放置架上取下,并能够带动提升架移动至滑车上方,挂杆的两端分别于连个连接钩连接, 并且提升架能够带动电镀架移动至滑车上端,提升架沿第二滑轨下降,并使挂杆与挂钩连 接,当挂杆于挂钩连接时,提升架继续下移,挂杆即可与连接钩脱离,从而将电镀架放置在 滑车上,实现了电镀架自动上挂。 本发明在一较佳示例中可以进一步配置为:所述第一驱动组件包括与与行车固定 连接的第一电机、与第一电机输出端连接的第一齿轮以及与第一支撑架固定连接的齿条, 所述齿条与第一滑轨平行设置,并且所述第一齿轮与齿条相啮合。 通过采用上述技术方案,第一电机带动第一齿轮转动,第一齿轮与齿条向啮合,即 可带动行车沿第一滑轨移动。并且有效利用了齿轮齿条传动的精确性,有利于保证行车位 置的精确性,从而保证电镀架能够准确放置在滑车上,保证自动上挂装置的正常工作。 本发明在一较佳示例中可以进一步配置为:所述第二驱动组件包括与行车连接的 第二电机、与第二电机输出端固定连接的驱动辊以及绕设在驱动辊上的提升带;所述驱动 辊水平设置,所述提升带一端与驱动辊固定连接,另一端与提升架固定连接。 通过采用上述技术方案,第二电机带动驱动辊转动,使提升带缠绕在驱动辊上,以 便于控制提升架的上升和下降。提升带的承受载荷的能力较高,能够保证提升架正常带动 电镀架移动,并能够提升第二支撑架移动时的稳定性。 本发明在一较佳示例中可以进一步配置为:所述支撑杆竖直设置,所述支撑杆下 端固定连接有横杆,所述横杆沿第一导轨长度方向设置,所述连接钩与横杆固定连接;所述 行车下端设置有用于驱动提升架沿水平方向转动的第三驱动组件。 通过采用上述技术方案,电镀件放置在横杆上,横杆能够起到递送电镀架的作用, 能够避免行车与滑车之间的距离过小而导致二者相互影响,从而保证滑车和行车的正常工 6 CN 111549369 A 说 明 书 3/7 页 作。 本发明在一较佳示例中可以进一步配置为:所述第三驱动组件包括与行车转动固 定连接的第三电机以及与行车转动连接的转盘,所述转盘轴线竖直设置,所述转盘外侧壁 固定连接有齿圈,所述第三电机输出端固定连接有与齿圈啮合的第二齿轮; 所述第二滑轨与转盘下端固定连接,所述第二驱动组件与转盘固定连接。 通过采用上述技术方案,转盘能够带动提升架在水平方向上进行180度转动,当横 杆朝向放置架时,提升架能够从放置架上取下电镀架,随后第三电机带动转盘180度转动, 使横杆朝向滑车,提升架即可电动电镀架移动至滑车上方并将电镀架放置在滑车上,提升 自动上挂装置使用的便利性。 本发明在一较佳示例中可以进一步配置为:所述转送机构包括与第二支撑架固定 连接的第四电机以及与第二支撑架连接的传送链,所述传送链包括与第二支撑架转动连接 的链轮以及与链轮相啮合的传送链,所述链轮轴线竖直设置,并且所述链轮与第四电机输 出端固定连接; 所述传送链下方设置有若干个用于放置电镀架的支撑钩,所述支撑钩与挂杆中心位置 连接,若干个所述支撑钩沿传送链长度方向均匀分布,并且当所述电镀架位于支撑钩上时, 所述挂杆沿传送链长度方向设置。 通过采用上述技术方案,支撑钩用于放置电镀架,若干个电镀架能够同时放置在 放置架上,并且第四电机能够带动传送链运转,从而带动若干个电镀架逐个移动至自动上 挂装置一侧,以便于自动上挂装置对电镀架转移至滑车上。因此,当放置架在使用时,只需 要将电镀架挂在放置架上,有效节省了人力。 本发明在一较佳示例中可以进一步配置为:所述第二支撑架下端设置有万向轮, 所述自动上挂装置和自动下挂装置的一侧均设置有用于定位第二支撑架的定位槽,所述定 位槽与一侧设置有用于固定第二支撑架连接销,所述第二支撑架上设置有与连接销可拆卸 连接的连接环。 通过采用上述技术方案,工作人员能够推动放置架移动,以便于工作人员集中转 移电镀架,有利于降低工作人员的劳动强度。定位槽能够对放置架的位置进行定位,从而保 证放置架和自动上挂装置的正常工作。并且连接销能够对放置架进行固定,避免放置架在 工作时发生位移,从而保证放置架和自动上挂装置的正常工作。 本发明的发明目的之二是通过以下技术方案实现的: 一种铁件电镀铬生产工艺,包括以下步骤: 1)抛光,对镀件表面进行抛光; 2)检验,检验镀件是否符合电镀要求; 3)电镀前装料,将电镀架放置在支撑钩上,将镀件放置在电镀架上,并将放置架推送至 自动上挂装置一侧;另外使用一个放置架并将其放置于自动下挂装置一侧; 4)自动上挂,启动自动上挂装置使电镀架自动上挂; 5)阴极阳极综合电解除油;电流密度为5-15A/dm²,阴极除油时间为3-7min,阳极电解 除油时间为0.5-2min; 6)超声波除油; 7)水洗,水洗槽水洗2次,每次水洗时间不少于2min;之后高位喷淋水洗,水洗时间不少 7 CN 111549369 A 说 明 书 4/7 页 于1min; 8)酸电解活化,溶液组分为50g/L的氯化钠、100g/L的37%盐酸以及150g/L的氯化亚 铁,温度为20-30℃,电流密度为2-6A/dm²,时间为1-2min; 9)水洗,水洗槽水洗至少两次,每次时间至少2min; 10)化学除油,除油剂组分包括60-100g/L的氢氧化钠、20-60g/L的碳酸钠、15-30g/L的 十二水磷酸三钠以及5-10g/L的硅酸钠,温度为80-90℃; 11)水洗,同工序7); 12)酸电解活化,同工序8); 13)六价铬电镀,电镀液成为为200-250g/L的铬酐和2-5 g/L的硫酸,电流密度为20 A/ dm²,温度为45℃; 14)水洗,同工序7); 15)超声波水洗; 16)自动下挂,启动自动下挂装置,使电镀架自动下挂; 17)烘干,镀件放置烘箱内进行烘干,温度为90-120℃,时间为2-3min; 18)检验; 19)包装。 通过采用上述技术方案,自动上挂装置能够自动将电镀架放置在滑车上,自动下 挂装置能够自动将电镀将从滑车上取下,免去了人工安装或取下电镀架的过程,有效降低 了工作人员劳动强度,并能够提升电镀生产线的工作效率。 综上所述,本发明包括以下至少一种有益技术效果: 1.电镀架能够集中放置在放置架上,自动上挂装置能够将电镀架放置在滑车上,实现 电镀架自动上挂,自动下挂装置能够自动将电镀将从滑车上取下,免去了人工安装或取下 电镀架的过程,有效降低了工作人员劳动强度,并能够提升电镀生产线的工作效率; 2. 若干个电镀架能够同时放置在放置架上,传送链带动若干个电镀架逐个移动至自 动上挂装置一侧,以便于自动上挂装置对电镀架转移至滑车上。因此,当放置架在使用时, 只需要将电镀架挂在放置架上,有效节省了人力;工作人员能够推动放置架移动,以便于工 作人员集中转移电镀架,有利于降低工作人员的劳动强度。 附图说明 图1是电镀生产线的结构示意图; 图2是放置架的结构示意图; 图3是自动上挂装置的结构示意图。 图中,1、环形轨道;11、滑车;111、挂钩;2、电镀槽;3、电镀架;31、挂杆;4、第一支撑 架;41、第一滑轨;5、上挂机构;51、行车;52、第一驱动组件;521、第一电机;522、第一齿轮; 523、齿条;53、第二滑轨;54、第二驱动组件;541、第二电机;542、驱动辊;543、提升带;55、提 升架;551、支撑杆;552、连接杆;553、横杆;554、连接钩;56、第三驱动组件;561、第三电机; 562、第二齿轮;563、转盘;564、齿圈;6、第二支撑架;61、万向轮;62、连接环;7、传送机构; 71、第四电机;72、链轮;73、传送链;74、支撑钩;8、底板;81、连接销;9、自动下挂装置。 8 CN 111549369 A 说 明 书 5/7 页











