
技术摘要:
本发明公开了一种直翅散热器冲挤复合模和冲挤加工方法,包括上模具和下模具,所述上模具的下表面开设有上安装槽,所述上安装槽内固设有凹凸模,所述凹凸模的底面开设有多个向上延伸的凹模孔,所述下模具的上表面开设有下安装槽以及对称在下安装槽两侧的倒锥形孔,所述 全部
背景技术:
直翅铝散热器耐氧化腐蚀性能好,外观优美且多元化,散热性能好,重量轻等优 点,应用越来越广泛,深受用户喜爱。 直翅散热器的加工方法主要分为机加工、压铸、冷锻成型,但采用机加工方式生产 直翅散热器对材料的利用率低,效率低下;压铸成型时,直翅片厚不能太薄,而且后续阳极 氧化的废品率较高。 现有技术中多采用冷锻成形的方式生产直翅铝散热器,但直翅铝散热器经冷锻成 型后,其卸料比较困难,生产效率低。
技术实现要素:
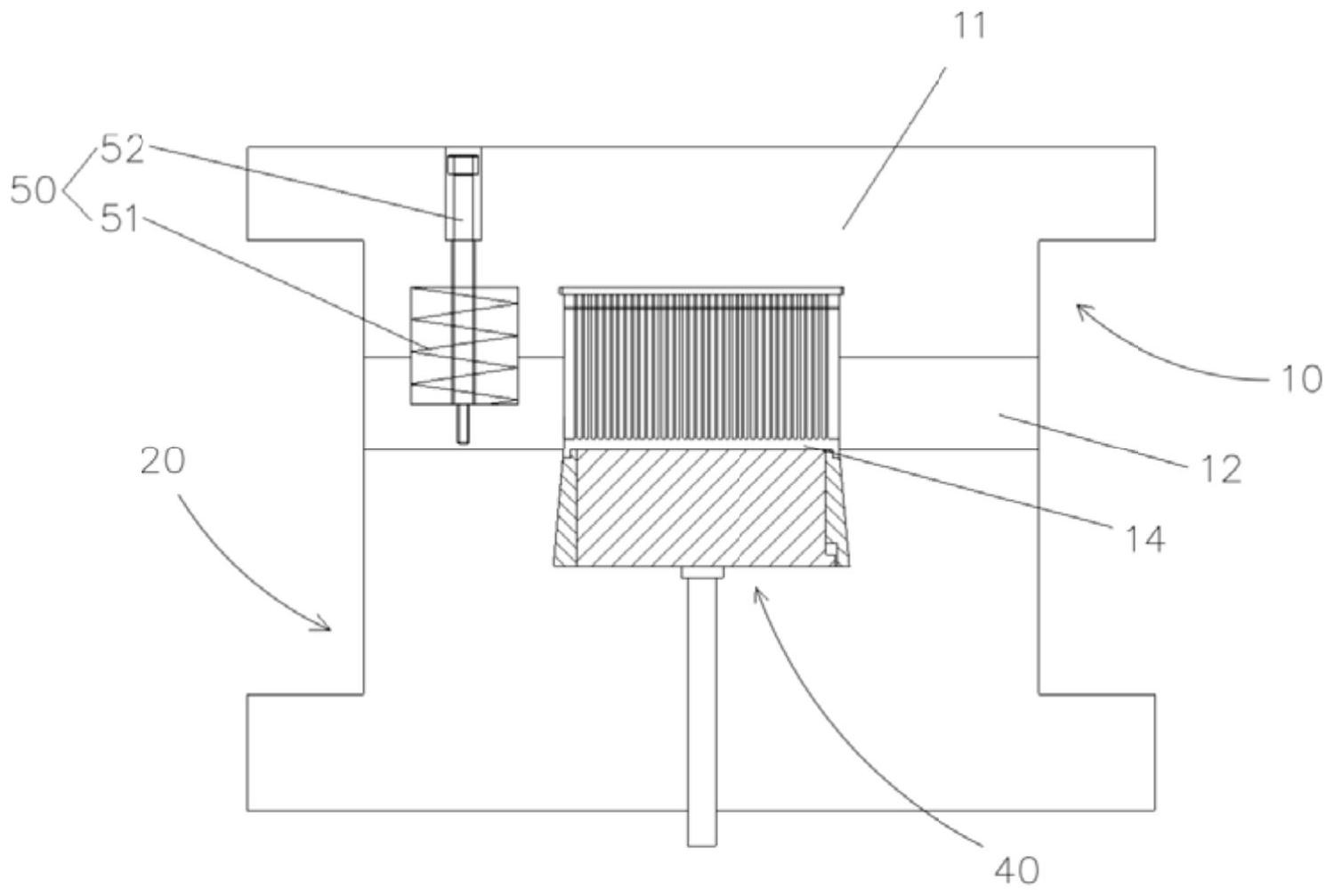
本发明提供一种直翅散热器冲挤复合模和冲挤加工方法,能够克服上述问题。 为解决上述技术问题,本发明采用如下技术方案: 一种直翅散热器冲挤复合模,用于挤压坯料形成直翅散热器,包括上模具和下模 具,所述上模具的下表面开设有上安装槽,所述上安装槽内固设有凹凸模,所述凹凸模的底 面开设有多个向上延伸的凹模孔,所述下模具的上表面开设有下安装槽以及对称在下安装 槽两侧的倒锥形孔,所述下安装槽内设置有能够上下运动的顶出装置;所述上模具向下压 紧下模具且所述顶出装置未顶出时,所述倒锥形孔一侧的外侧壁的上边缘与上安装槽靠近 该侧的侧壁的下边缘重合,所述顶出装置的上表面、下模具的上表面、上安装槽的侧壁以及 凹凸模的下表面围绕形成用于放置坯料的置物空间。 进一步地,所述顶出装置包括顶块以及与顶块的下表面固定连接的液压杆。 进一步地,还包括设置在顶块两侧的镶块,所述下安装槽的两侧壁为锥形面;所述 镶块靠近顶块的一侧为竖直面,且靠近锥形面的一侧为与该侧的锥形面平行的斜面,所述 竖直面与顶块的一侧顶紧接触,所述斜面与锥形面顶紧接触,所述斜面的上边缘设置有缺 口,所述缺口与靠近该缺口的锥形面围绕形成所述的倒锥形孔。 进一步地,所述斜面与所述竖直面所成的二面角α为5°。 进一步地,所述上模具包括位于下部的卸料板、位于上部的卸料背板以及连接卸 料板和卸料背板的弹性组件,所述卸料板的上表面开设有下弹簧安装槽,所述卸料背板的 下表面开设有上弹簧安装槽,所述弹性组件包括卸料螺钉和弹簧,所述弹簧的一端固设于 上弹簧安装槽内且另一端固设于下弹簧安装槽内,所述卸料螺钉的下端与卸料板固定连 接,所述卸料螺钉的上端与卸料背板滑动连接。 进一步地,所述上安装槽贯穿整个卸料板以及部分卸料背板,所述凹凸模与卸料 背板固定连接。 进一步地,所述凹凸模上开设有通气孔;所述通气孔从凹凸模的一端贯穿过各凹 3 CN 111589953 A 说 明 书 2/5 页 模孔,并延伸至凹凸模的另一端。 一种直翅散热器冲挤复合模的冲挤加工方法,包括以下步骤: 步骤一:将坯料放置在下模具的上表面; 步骤二:上模具向下压紧上模具,将坯料下部的部分金属挤入倒锥形孔形成锥度 部分,且使坯料上部的部分金属挤入多个凹模孔形成长度不一的直翅; 步骤三:上模具向上移动,并依靠锥度部分与倒锥形孔的定位作用使上模具与直 翅脱离;顶出装置向上顶起直翅散热器,使锥度部分与倒锥形孔脱离; 步骤四:通过机加工方式将直翅的上部平齐切断;并通过机加工方式去除锥度部 分。 与现有技术相比,本发明的有益技术效果是: 1 .通过在下模具的上表面设置倒锥形孔,上模具压向下模具时,坯料会被挤入倒 锥形孔内形成锥度部分,所述锥度部分和倒锥形孔进行配合限位,当上模具向上运动时,直 翅能够与上模具顺利脱离;由于直翅散热器采用铝制金属,容易产生形变,上模具与直翅脱 离后,使用顶出装置推动直翅散热器,强行将锥度部分推离倒锥形孔,完成直翅散热器与冲 挤复合模的脱离;本发明所采用的冲挤加工方法能够解决卸料困难的问题。 附图说明 图1为本发明整体的结构示意图; 图2为本发明直翅散热器的结构示意图; 图3为本发明弹性组件的结构示意图; 图4为本发明上安装槽的结构示意图; 图5为本发明凹凸模的结构示意图; 图6为本发明上模具与下模具分离时的结构示意图; 图7为本发明顶块的结构示意图; 图8为本发明下安装槽的结构示意图; 图9为本发明镶块的结构示意图; 图10为本发明冲挤加工方法的流程示意图。











