
技术摘要:
本发明提供了蓄电池极板推送转移设备,包括机架,还包括设置于所述机架上且用于平移极板单元的移动机构、沿所述移动机构的移动方向依次设置于其下方的导向机构、推送机构以及抽辊机构,所述导向机构为杠杆结构,通过在移动机构下方依次设置导向机构、推送机构和抽杆机 全部
背景技术:
为了提高生产效率,蓄电池极板在生产过程中,需要将多个极板组合在一大片极 板上进行生产,再通过极板分切机将大片极板分切成小片的极板。蓄电池极板规格多种多 样,一般有两连片、四连片、七连片、八连片、九连片等。 在实际生产过程中,前道工序生产得到的大片极板排列悬挂在传输辊上批量输 出,极板为自由倾斜悬挂状态,而极板分切工序需要极板呈水平放置,方便与切刀设备相匹 配,从而对极板进行精准分切。传统的方式为人工将悬挂在传输辊上的一组极板按照要求 水平放置到指定的分切工位,并抽走传输辊,进而由切刀设备进行分切。 然而这种方式自动化程度低,前后道生产工序之间的连续性差,大大降低了加工 效率;且人工操作存在存在较大的误差,很难保障分切极板尺寸的精准度。
技术实现要素:
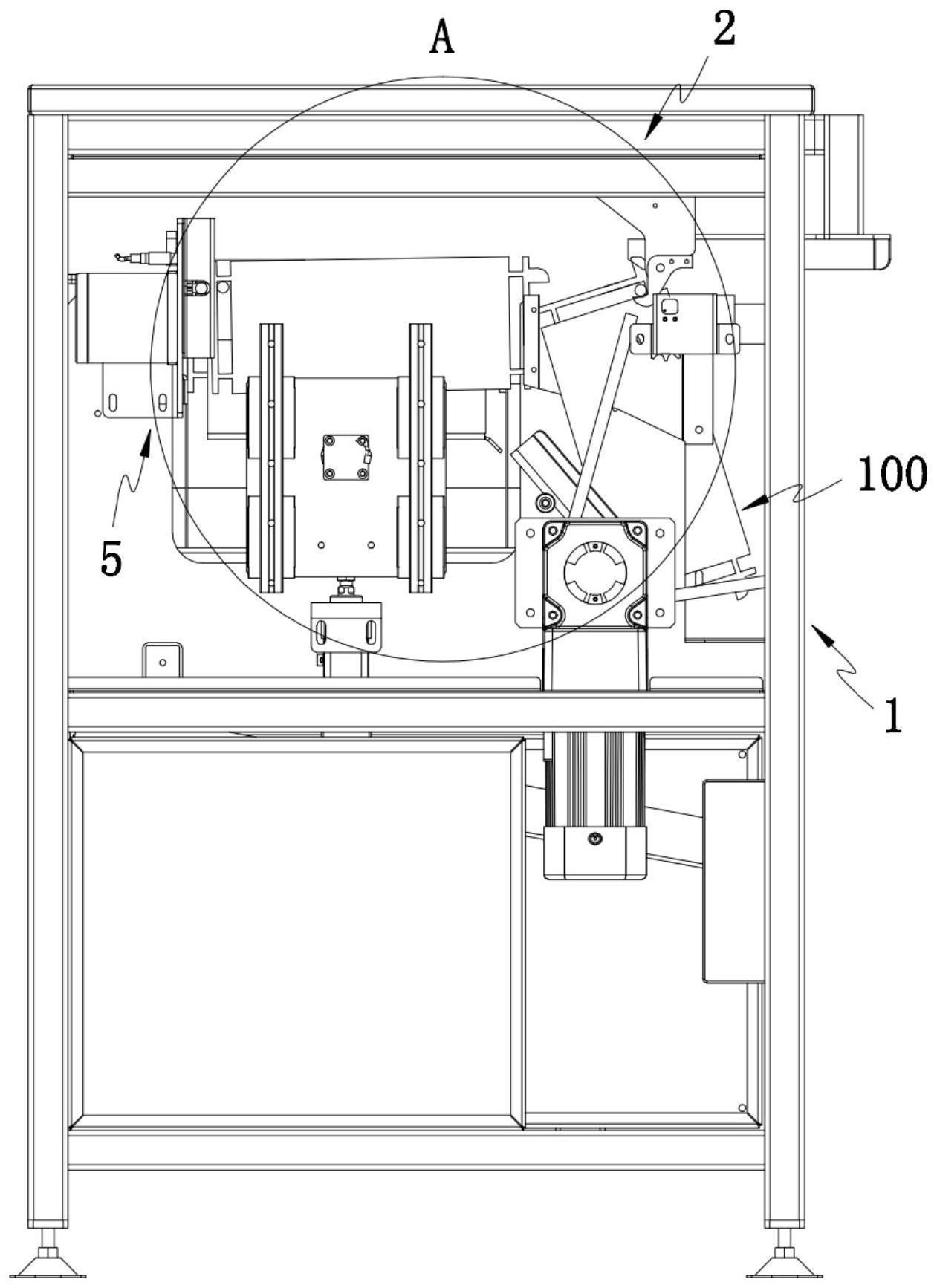
针对以上问题,本发明提供了蓄电池极板推送转移设备,通过在移动机构下方依 次设置导向机构、推送机构和抽杆机构,倾斜悬挂的连片极板由移动机构驱动平移的过程 中,由导向机构柔性调整倾斜角度并过渡转移至推送机构上,再由推送机构提升调整至水 平状态并夹紧后向前推送至分切工位,同时由抽辊机构向后抽出悬挂连片极板的悬挂辊, 实现连片极板在自动过渡上料的同时完成状态调整,增加前后工序连续性及上料位置精准 度,大大提高了生产效率和成品品质。 为实现上述目的,本发明提供如下技术方案: 蓄电池极板推送转移设备,包括机架,还包括设置于所述机架上且用于平移极板 单元的移动机构、沿所述移动机构的移动方向依次设置于其下方的导向机构、推送机构以 及抽辊机构,所述极板单元包括可悬挂于所述移动机构上的悬挂辊以及若干个自由倾斜悬 挂于所述悬挂辊上的连片极板,所述导向机构为杠杆结构; 所述连片极板由移动机构驱动平移的过程中,由导向机构过渡调整倾斜角度并转 移至推送机构上,再由推送机构提升调整至水平状态并夹紧后向前推送至分切工位,同时 由抽辊机构向后抽出悬挂辊。 作为优选,所述移动机构包括设置于所述机架顶部的平移气缸、安装于所述平移 气缸上的连接板以及两个对称安装于所述连接板两端的挂钩,所述悬挂辊的两端可分别悬 挂于两个所述挂钩上。 作为优选,所述导向机构设置于所述移动机构行程初始位置的后端,其包括固定 安装于所述机架上的支杆以及中段铰接安装于所述支杆上的跷板,所述跷板可转动至一端 与所述推送机构过渡对应。 作为优选,所述推送机构包括安装于所述机架上的升降组件以及安装于所述升降 4 CN 111546118 A 说 明 书 2/6 页 组件上的平推组件,转移至所述平推组件上的连片极板由升降组件提升调整至水平状态后 再由平推组件夹紧并向前推送。 作为优选,所述升降组件包括竖直安装于所述机架上的升降滑轨、滑动安装于所 述升降滑轨上的纵向滑座以及与所述纵向滑座固定连接并驱动其滑动升降的升降气缸。 作为优选,所述平推组件包括水平安装于所述纵向滑座上的水平滑轨、滑动安装 于所述水平滑轨上的接料盘、与所述接料盘固定连接并驱动其滑动平移的平推气缸以及安 装于接料盘侧部且用于将若干个连片极板夹紧固定的夹紧部件,所述水平滑轨垂直于所述 移动机构的移动方向设置,所述平推气缸安装于所述纵向滑座上相对于所述水平滑轨的一 侧且其伸缩杆贯穿所述纵向滑座与接料盘固定连接。 作为优选,所述接料盘包括底板以及分设于所述底板沿其滑动方向上两侧的侧 板,所述底板正对所述导向机构的一侧还向下倾斜设置有可与该导向机构过渡对应的过渡 板;所述夹紧部件包括活动安装于接料盘侧部的夹紧板以及驱动所述夹紧板平移的夹紧气 缸。 作为优选,所述抽辊机构正对所述移动机构的移动方向设置,其包括固定安装于 所述机架上的安装座、两个相互啮合且沿竖直方向排布安装于所述安装座上的抽辊轮以及 与任一所述抽辊轮同轴连接并驱动其转动的电机,所述连片极板转移至推送机构上后,悬 挂辊进一步由移动机构驱动卡设于两个所述抽辊轮之间,并由该抽辊轮带动平移从所述连 片极板上抽出。 作为优选,两个所述抽辊轮均包括主轮以及同轴设置于所述主轮一侧的齿圈,该 主轮上一侧沿其轴向切除设置有用于将所述悬挂辊卡设进入两个所述主轮之间的卡合平 面,且两个卡合平面可转动至上下对应状态。 作为优选,所述主轮的外圆周面上凹设有与所述悬挂辊的圆周弧度相匹配的圆弧 槽。 本发明的有益效果在于: (1)本发明通过在移动机构下方依次设置导向机构、推送机构和抽杆机构,由移动 机构带动倾斜悬挂的连片极板平移,且在平移过程中,由导向机构柔性调整倾斜角度并过 渡转移至推送机构上,再由推送机构提升调整至水平状态并夹紧后向前推送至分切工位, 同时由抽辊机构向后抽出悬挂连片极板的悬挂辊,实现连片极板在自动过渡上料的同时完 成状态调整,增加前后工序连续性及上料位置精准度,大大提高了生产效率和成品品质; (2)本发明通过设置杠杆结构的导向机构,当连片极板平移至与跷板接触并继续 前移的过程中,跷板会在连片极板的重力作用下向连片极板的平移方向摆动,从而实现对 连片极板进行承托的同时柔性调整连片极板的倾斜角度,将其向趋于水平状态导向,起到 倾斜状态过渡调整和缓冲保护的作用,结构巧妙; (3)本发明通过在导向机构的传输后方过渡对应设置推送机构,可承接由移动机 构和导向机构配合传输过来趋于水平状态的连片极板,并通过升降动作将连片极板自由摆 动的底端调整至与悬挂端水平齐平,以得到分切所需的摆放状态并夹紧后进一步前推送 料; (4)本发明通过正对移动机构的移动方向设置有抽辊机构,当连片极板转移至推 送机构上后,悬挂辊可由移动机构驱动卡设于抽辊机构的两个抽辊轮之间并由其转动带动 5 CN 111546118 A 说 明 书 3/6 页 平移,进而从连片极板上抽出,实现自动抽辊,结构巧妙,节省人力,提高工序连贯性。 综上所述,本发明具有结构设计巧妙、生产连续性好、成品品质佳等优点,尤其适 用于蓄电池生产领域。 附图说明 图1为本发明整体结构正视图; 图2为图1中A处放大图; 图3为本发明极板单元结构示意图; 图4为图2中B处放大图; 图5为本发明推送机构整体结构示意图; 图6为本发明抽辊机构整体结构示意图; 图7为本发明抽辊机构主体结构示意图; 图8为图7中C处放大图。











