
技术摘要:
本发明涉及一种包装自动穿绳设备及使用方法,解决了手提袋穿绳效率低的问题,其中的包装自动穿绳设备包括机架、用于对手提绳进行传送的第一传送机构、用于对手提袋进行夹持、传送、转动和升降的第二传送机构,以及用于穿绳的穿绳机构;第一传送机构包括用于对手提绳进 全部
背景技术:
手提袋是一种简易的袋子,制作材料有纸张、塑料、无纺布工业纸板等,其主要功 能是用于产品的盛放,方便携带。如图1所示,现有的手提袋主要包括袋体01以及安装在袋 体01上的手提绳02,袋体01通常为一端开口的长方体空腔结构,袋体01的两个相对的侧面 上均开设有绳孔011,每个侧面上开设有两个绳孔011,手提绳02的两端分别穿设在两个绳 孔011内;手提绳02包括固定在手提绳02端部的端头021以及连接两个端头021的连接绳 022,连接绳022固定在端头021的中间位置。 手提袋在生产时,需要将手提绳的端头穿入手提袋的绳孔内,端头穿入绳孔内后, 会卡在绳孔内对手提袋起到支撑作用;现有的将手提绳穿入手提袋绳孔内的方法通常采用 人工操作进行,效率较为低下,因此生产上开发出了一些用于对包装袋进行自动穿绳的设 备。 如授权公告号为CN209051094U的专利文件公开的一种手提袋自动穿绳装置,其通 过设置手提袋口撑开机构使手提袋袋口能够更好的撑开,进而使手提袋上的穿绳孔位置稳 定,在穿绳时穿绳孔能够更好的起到对手提绳的导向作用。 但是上述的一种手提袋自动穿绳设备存在缺陷,其并未设置用于将手提绳穿入手 提袋的穿绳孔内的机构,因此穿绳时仍然需要人手动穿绳,穿绳效率较低,所以需要对其进 行改进。
技术实现要素:
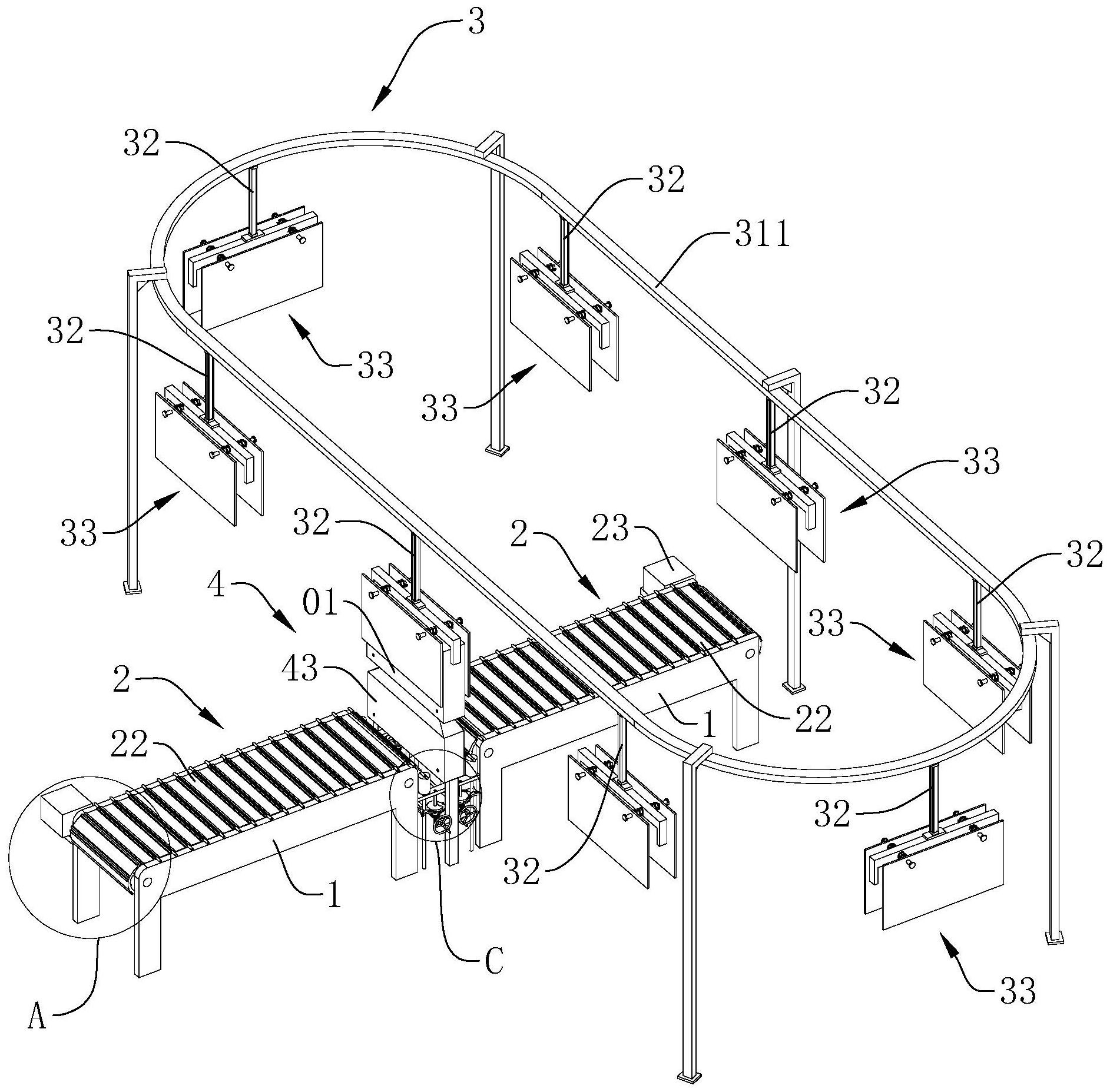
针对上述现有技术中存在的不足,本发明的目的之一是提供一种包装自动穿绳设 备,其设置有用于对手提绳进行传送的第一传送机构、用于对手提袋进行夹持、传送、转动 和升降的第二传送机构,以及用于穿绳的穿绳机构,具有提高对手提袋进行穿绳的自动化 程度、提高穿绳效率的效果。 本发明的上述发明目的是通过以下技术方案得以实现的: 一种包装自动穿绳设备,包括机架、用于对手提绳进行传送的第一传送机构、用于对手 提袋进行夹持、传送、转动和升降的第二传送机构,还包括用于穿绳的穿绳机构;所述第一 传送机构包括用于对手提绳进行传送的同步带,同步带连接有动力;所述穿绳机构包括安 装在所述机架上的两个引导柱,两个引导柱分别设置在所述同步带传送尽头的两侧,引导 柱上开设有与手提绳的端头的截面相配合的引导槽,引导柱内还安装有用于推动手提绳端 头移动的推动装置;所述穿绳机构还包括用于驱动所述引导柱转动的驱动装置,还包括用 于将未穿绳的手提袋套设于其上的定位体,定位体上开设有与手提袋的绳孔相对应的定位 孔。 4 CN 111590966 A 说 明 书 2/7 页 通过采用上述技术方案,在对手提袋进行穿绳时,同步带能够对手提绳进行传送, 当同步带将手提绳传送到同步带传送的尽头时,手提绳的端头恰好能够放置于引导槽内, 此时通过驱动装置驱动引导槽转动,能够带动手提绳的端头转动,从而能够使手提绳的端 头与定位体上的定位孔相对应;通过与第二传送机构的配合,将手提袋套设在定位体上后, 再通过推动装置能够将手提绳的端头推向定位孔内,实现了将手提绳穿入手提袋绳孔内的 功能,从而解决了手提袋穿绳时只能通过手动进行穿绳的缺陷,自动化程度更高、穿绳效率 更高。 本发明的进一步设置为:所述第一传送机构还包括转动支撑在所述机架上的齿形 带轮,所述同步带的内周和外周均设置有齿牙,同步带的内周齿牙与齿形带轮相啮合,同步 带的外周齿牙成对设置,且成对设置的齿牙之间设置有间隙;所述同步带的外周齿牙位于 同步带边缘的部位设置有第一磁铁;所述齿形带轮连接有步进电机,步进电机的输出轴与 齿形带轮的支撑轴同轴固定。 通过采用上述技术方案,由于同步带的内周齿牙与齿形带轮相啮合,因此使用步 进电机带动齿形带轮转动固定的角度,能够带动同步带将手提绳传送固定的距离,方便同 步带与引导柱进行配合进行流水化作业;同步带成对的外周齿牙之间的间隙内能够容纳一 条手提绳,而且第一磁铁使手提绳能够吸合在外周齿牙的外边缘,提高了手提绳传送时的 稳定性。 本发明的进一步设置为:所述引导柱为圆柱形结构,所述引导槽开设在引导柱的 一个端面上,且引导槽与所述同步带传送尽头的、成对设置的两个所述外周齿牙之间的间 隙相对应,引导槽的底部安装有第二磁铁;所述定位孔的底部安装有第三磁铁。 通过采用上述技术方案,圆柱结构的引导柱在绕自身的轴线转动时,其所占用的 空间位置是固定的,从而能够避免引导柱转动后与其他物体发生碰撞,当手提绳移动到同 步带传送的尽头时,引导槽内的第二磁铁能够对手提绳进行吸合,从而使手提绳的端头更 加紧密的放置在引导槽内,使引导槽带动手提绳端头转动时,端头的位置更加稳定;通过推 动装置推动手提绳的端头向定位孔内移动时,第三磁铁的吸附作用能够使手提绳更加稳定 的穿入定位孔内。 本发明的进一步设置为:所述引导柱的驱动装置包括分别与两个所述引导柱同轴 固定的安装轴,每个安装轴均转动支撑在所述机架上;所述驱动装置还包括同轴固定在所 述安装轴上的槽轮、转动支撑在所述机架上的传动轴,以及同轴固定在传动轴上的拨盘和 第一锥齿轮,槽轮采用四槽槽轮,拨盘与槽轮相配合形成槽轮机构;所述定位孔开设在所述 定位体的、与所述同步带的传送方向相垂直的侧面上;所述驱动装置还包括转动支撑在所 述机架上的动力轴,动力轴上同轴固定有第二锥齿轮,第二锥齿轮与所述第一锥齿轮相啮 合,且第一锥齿轮与第二锥齿轮之间的传动比为一;所述动力轴的端部设置有把手。 通过采用上述技术方案,转动把手带动动力轴转动,由于第一锥齿轮和第二锥齿 轮之间的传动比为一,且槽轮采用四槽槽轮,那么动力轴每转动一周能够带动安装轴转动 四分之一周,即可以使引导柱上的定位块转动九十度;由于定位孔开设在定位体的、与同步 带的传送方向相垂直的侧面,所以动力轴每转动一周能够依次使引导槽与同步带的外周齿 牙之间的间隙相对应、使引导槽的端部与定位孔相对应,引导槽的两种位置状态交替变化, 操作时对把手进行转动的步骤会更加明确和方便,有利于提高穿绳效率。 5 CN 111590966 A 说 明 书 3/7 页 本发明的进一步设置为:所述定位体的开设有所述定位孔的侧面的两侧均设置有 所述的第一传送机构,并均设置有所述的穿绳机构。 通过采用上述技术方案,当手提袋套设于定位体上后,使用定位体两侧的两个第 一传送机构和穿绳机构能够同时对手提袋的两侧进行穿绳,从而免去了对手提袋进行翻转 的步骤,提高了穿绳效率。 本发明的进一步设置为:所述第二传送机构包括设置在所述同步带上方的传送 架,传送架包括轨道和滑动配合在轨道内的滑动块,滑动块连接有能够驱动滑动块在轨道 内滑动的动力装置;所述第二传送机构还包括设置在所述滑动块下部的气缸,气缸的缸筒 转动支撑在滑动块上,且气缸的活塞杆朝下设置;所述第二传送机构还包括设置在气缸活 塞杆下端的、用于夹持手提袋的夹持装置。 通过采用上述技术方案,驱动滑动块使滑动块沿轨道移动,能够带动气缸及下方 的夹持装置沿轨道移动,实现了对手提袋进行移动的功能,而气缸活塞杆的伸出与缩回能 够带动夹持装置上升与下降,从而实现了对手提袋进行提升和降下的功能。 本发明的进一步设置为:所述夹持装置包括固定在所述气缸活塞杆端部的固定 块,固定块的两侧均固定设置有导轨;所述固定块每一侧的所述导轨上均安装有夹片,夹片 上开设有与所述导轨的截面相配合的安装孔,夹片通过安装孔滑动配合在导轨上;所述夹 片与所述固定块之间连接有弹簧,弹簧的一端固定在固定块上,另一端固定在夹片上;两个 所述夹片相互面对的面上均安装有多个吸盘。 通过采用上述技术方案,工作人员将手提袋的开口朝下,穿设在两个夹片之间,用 手将两个夹片相互靠近夹紧后再松开,能够使吸盘吸住手提袋,且在弹簧的作用下两个夹 片复位后,吸盘能够拉动手提袋使手提袋的开口张开一定的大小,从而提高了手提袋套设 于定位体上的成功率。 本发明的进一步设置为:所述推动装置包括安装在所述引导柱内部的微型电机, 微型电机连接有能够控制微型电机正转和反转的控制电路;所述微型电机的输出轴上同轴 固定有拨钮;所述引导槽的底部开设有安装槽,所述拨钮转动支撑在安装槽内并露出到引 导槽内一部分。 通过采用上述技术方案,启动微型电机能够带动拨钮转动,从而拨钮能够带动手 提绳的端头沿着引导槽的长度方向移动,进而能够使端头向定位孔方向移动,从而穿入定 位孔内。 本发明的发明目的之二是提供一种包装自动穿绳设备的使用方法,该方法采用了 上述的包装自动穿绳设备,使手提绳能够沿同步带传送到引导柱上,使未穿绳的手提袋能 够套设在定位体上,并能够使引导柱上的手提绳穿设在定位体的定位孔内,从而实现了手 提绳穿绳的自动化,提高了穿绳效率。 本发明的上述发明目的是通过以下技术方案得以实现的: 一种包装自动穿绳设备的使用方法,使用上述的一种包装自动穿绳设备对手提袋进行 穿绳,包括如下步骤: 步骤S1:将待穿绳的手提袋袋口朝下,夹持安装在所述第二传送机构上; 步骤S2:使用第二传送机构将手提袋传送到与所述定位体上下对应的位置处; 步骤S3:使用第二传送机构将手提袋降下,套设在定位体上,使手提袋的绳孔与所述定 6 CN 111590966 A 说 明 书 4/7 页 位孔相对应; 步骤S4:将手提绳安装在所述同步带成对的外周齿牙之间的间隙内,使手提绳的端头 卡在同步带外周齿牙端部的外侧,并与同步带边缘的所述第一磁铁相吸合; 步骤S5:驱动同步带动作,当手提绳随同步带移动到同步带传送的尽头时停止同步带 动作; 步骤S6:转动把手,使所述引导槽的端部转动到与定位孔相对应的位置; 步骤S7:使用推动装置将引导槽内的手提绳的端头向定位孔的方向推动; 步骤S8:使用第二传送机构带动手提袋向上移动,当手提袋的开口高于定位体的上端 时停止; 步骤S9:使用第二传送机构带动手提袋转动一百八十度; 步骤S10:重复步骤S3—步骤S8; 步骤S11:将穿好绳的手提袋从第二传送机构上摘下。 通过采用上述技术方案,在具体进行穿绳操作时,一方面能够使手提袋准确的套 设在定位体上,保证了手提袋的绳孔与定位孔相对应,另一方面通过引导柱和同步带的相 互配合,实现了手提绳位置的自动转移,使手提袋穿绳作业的自动化程度更高;另外,手提 绳能够通过同步带不间断的进行传送,手提袋能够通过第二传送机构不间断的进行传送, 保证了手提袋流水化穿绳作业的连续性,穿绳效率更高。 综上所述,本发明的有益技术效果为: 1. 当同步带将手提绳传送到同步带传送的尽头时,手提绳的端头恰好能够放置于引 导槽内,此时通过驱动装置驱动引导柱转动能够使手提绳的端头与定位体上的定位孔相对 应;通过与第二传送机构的配合,将手提袋套设在定位体上后,再通过推动装置能够将手提 绳的端头推向定位孔内,实现了将手提绳穿入手提袋绳孔内的功能,从而解决了手提袋穿 绳时只能通过手动进行穿绳的缺陷,自动化程度更高、穿绳效率更高; 2. 同步带上的第一磁铁使手提绳能够吸合在外周齿牙的外边缘,提高了手提绳传送 时的稳定性;动力轴每转动一周能够依次使引导槽与同步带的外周齿牙之间的间隙相对 应、使引导槽的端部与定位孔相对应,引导槽的两种位置状态交替变化,操作时对把手进行 转动的步骤会更加明确和方便;手提袋的夹持装置能够使手提袋的开口张开,并能够在对 手提袋进行传送时稳定的对手提袋进行夹持,提高了手提袋套设于定位体上的成功率; 3. 在具体进行穿绳操作时,一方面能够使手提袋准确的套设在定位体上,保证了手提 袋的绳孔与定位孔相对应,另一方面通过引导柱和同步带的相互配合,实现了手提绳位置 的自动转移,使手提袋穿绳作业的自动化程度更高;另外,手提绳能够通过同步带不间断的 进行传送,手提袋能够通过第二传送机构不间断的进行传送,保证了手提袋流水化穿绳作 业的连续性,穿绳效率更高。 附图说明 图1是现有技术中手提袋的结构示意图; 图2是本发明中包装自动穿绳设备的整体结构示意图; 图3是为了示出同步带结构的图2中A部分的局部放大示意图; 图4是传送架和夹持装置的结构示意图; 7 CN 111590966 A 说 明 书 5/7 页 图5是为了示出轨道和滑动块配合关系的图4中B部分的局部放大示意图; 图6是为了示出穿绳机构的图2中C部分的局部放大示意图; 图7是为了示出第三磁铁的定位体的剖视图; 图8是为了示出推动装置结构的引导柱的剖视图。 图中,01、袋体;011、绳孔;02、手提绳;021、端头;022、连接绳;1、机架;2、第一传送 机构;21、齿形带轮;22、同步带;221、齿牙;222、第一磁铁;23、步进电机;3、第二传送机构; 31、传送架;311、轨道;312、滑动块;313、链子;32、气缸;33、夹持装置;331、固定块;332、导 轨;333、夹片;334、安装孔;335、弹簧;336、吸盘;4、穿绳机构;41、引导柱;411、引导槽;412、 第二磁铁;413、安装槽;42、驱动装置;421、安装轴;422、槽轮;423、传动轴;424、拨盘;425、 第一锥齿轮;426、动力轴;427、第二锥齿轮;43、定位体;431、定位孔;432、第三磁铁;44、推 动装置;441、微型电机;442、拨钮。











