
技术摘要:
本发明公开了一种上、下层布料和鼻梁条可以同时送至成型工位、并可实现自动脱料的口罩片成型机,包括放卷装置、成型装置和脱料装置,所述的成型装置包括:成型机架、设置在成型机架上的上料装置、成型前送料装置、成型辊和成型后拉料装置,成型辊的下方设置有超声波装 全部
背景技术:
目前,大多数小规模生产口罩的厂家都没有全自动的口罩生产线,传统的口罩片 在成型过程中,其鼻梁条都是从垂直于口罩片的行进方向(横向)插入上、下层布料之间,然 后通过成型辊和与成型辊相配合的超声波装置将上、下层布料粘合在一起。在实际生产过 程中,上、下层布料和鼻梁条是分别送到成型工位的,即:当上、下层布料到达成型工位后, 还需要等待鼻梁条的横向插入,从而降低了生产效率。此外,口罩片在压制成型后,其两侧 的废边料通常都是人工将其撕脱。这样做,既增加了用工成本,又降低了生产效率。
技术实现要素:
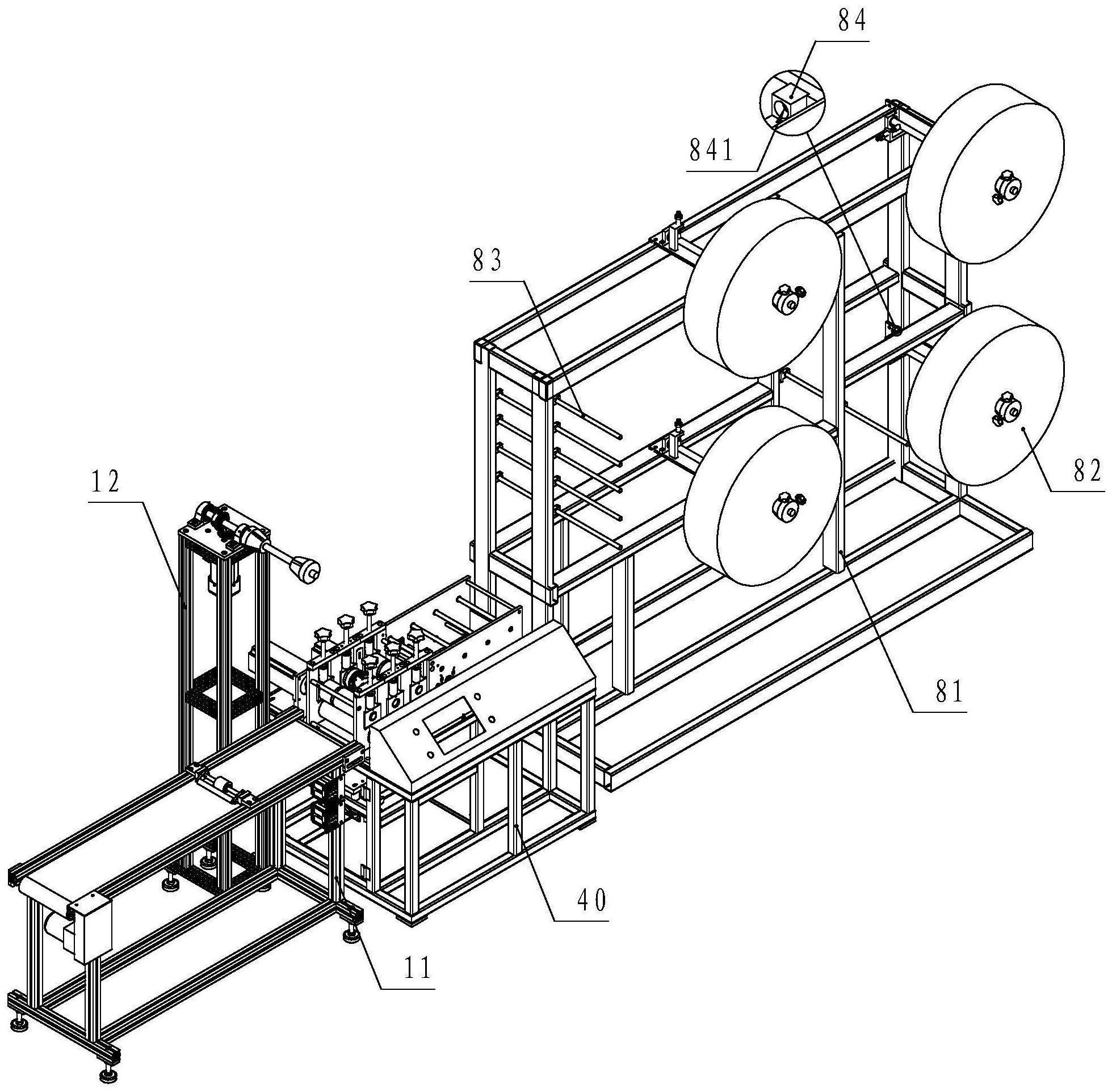
本发明所要解决的技术问题是:提供一种上、下层布料和鼻梁条可以同时送至成 型工位、并可实现自动脱料的口罩片成型机。 为解决上述技术问题,本发明所采用的技术方案为:一种口罩片成型机,包括:按 照加工次序依次摆放的放卷装置、成型装置和脱料装置,所述的成型装置包括:成型机架, 成型机架上设置有安装支架,安装支架上沿着物料的行进方向依次设置有上料装置、成型 前送料装置、成型辊、以及成型后拉料装置,成型辊的下方设置有超声波装置;所述的上料 装置包括:上层布料导引装置、鼻梁条导引及定长切断装置、以及下层布料导引装置,所述 的鼻梁条导引及定长切断装置包括:沿着鼻梁条的行进方向设置的鼻梁条导引杆、鼻梁条 送料装置和鼻梁条定长切断装置,鼻梁条导引杆上开设有与鼻梁条相配合的导向孔,所述 的鼻梁条送料装置包括:鼻梁条送料托辊和位于鼻梁条送料托辊上方的鼻梁条送料辊;所 述的鼻梁条定长切断装置包括:鼻梁条托辊、以及位于鼻梁条托辊上方的鼻梁条切辊,鼻梁 条切辊在鼻梁条的行进线路上设置有切刀,所述的安装支架上设置有用于驱动鼻梁条送料 辊、鼻梁条切辊和成型辊联动的成型及鼻梁条用动力装置,成型及鼻梁条用动力装置通过 成型及鼻梁条用传动机构与鼻梁条送料辊、鼻梁条切辊和成型辊相连;所述的成型前送料 装置包括:成型前送料压辊和位于成型前送料压辊下方的成型前送料辊,所述的成型后拉 料装置包括:成型后拉料压辊和位于成型后拉料压辊下方的成型后拉料辊;所述的安装支 架上设置有用于驱动成型前送料辊和成型后拉料辊同步转动的行进用动力装置,行进用动 力装置通过行进用传动机构与成型前送料辊和成型后拉料辊相连;所述的脱料装置包括: 卸料机架和脱料机架,卸料机架上设置有卸料装置,该卸料装置包括:卸料杆、以及与卸料 杆相配合的卸料拦挡辊,卸料杆的中部活动设置有与卸料拦挡辊相配合的卸料导引辊;所 述脱料机架的上部设置有废边料收卷装置。 作为一种优选方案,在所述的一种口罩片成型机中,所述的卸料机架上在卸料装 置的下方沿着口罩片的行进方向设置有输送装置。 作为一种优选方案,在所述的一种口罩片成型机中,所述输送装置的具体结构包 4 CN 111572032 A 说 明 书 2/4 页 括:设置在机架上的主动轴和从动轴、以及用于驱动主动轴转动的输送用动力装置,主动轴 上设置有主动输送轮和传动轮,从动轴上设置有从动输送轮,主动输送轮和从动输轮上设 置有输送带,输送用动力装置的输出轴上设置有驱动轮,驱动轮和传动轮上设置有传动带。 作为一种优选方案,在所述的一种口罩片成型机中,所述的鼻梁条送料装置与鼻 梁条定长切断装置之间还设置有至少一个鼻梁条导引杆,鼻梁条导引杆上开设有与鼻梁条 相配合的导向孔。 作为一种优选方案,在所述的一种口罩片成型机中,所述的成型辊、成型前送料压 辊和成型后拉料压辊的两端分别通过相应的上下位置调节机构设置在安装支架的相应一 侧。 作为一种优选方案,在所述的一种口罩片成型机中,所述的安装支架包括:安装底 板、以及设置在安装底板上的一对成型工位支承板和一对上料工位支承板;所述的上下位 置调节机构包括:支座、设置在支座顶部的连接螺纹杆、以及带有手柄的锁紧螺杆,所述的 成型工位支承板上开设有用于安装支座的安装孔、以及用于安装连接螺纹杆的安装通道, 安装通道向上开口、向下与安装孔相通,所述的成型工位支承板在安装通道的上方设置有 锁紧块,锁紧块中设置有与所述的锁紧螺杆相配合的螺纹孔,锁紧螺杆穿过锁紧块设置在 连接螺纹杆中。 作为一种优选方案,在所述的一种口罩片成型机中,所述的放卷装置包括:放卷机 架,放卷机架上设置有至少三个放卷轴、至少三个放卷导料杆和鼻梁条导向座。 作为一种优选方案,在所述的一种口罩片成型机中,所述废边料收卷装置的具体 结构包括:活动设置在收料机架上的收料轴、以及用于驱动收料轴转动的收卷驱动机构。 作为一种优选方案,在所述的一种口罩片成型机中,所述收料轴的收卷端上设置 有一对相对布置的外粗内细的锥形头。 作为一种优选方案,在所述的一种口罩片成型机中,所述的收料机架上设置有收 料座,所述的收料轴通过至少一对轴承座活动设置在所述的收料座上;所述收卷驱动机构 的具体结构包括:设置在收料座背面的收卷电机,收卷电机的驱动轴从收料座中伸出、设置 有呈水平布置的主动伞形齿轮,所述的收料轴上设置有垂直布置的从动伞形齿轮,主、从动 伞形齿轮相互啮合。 本发明的有益效果是:本发明所述的成型装置改变了鼻梁条插入方向,当然也就 改变了口罩片的成型方向(相对于传统的口罩片的成型方向旋转了90度),从而大大提高了 生产效率;此外,本发明所述的脱料装置可以将压制成型的口罩片上的废边掉自动撕脱,大 大减少了用工成本,提高了生产效率。 附图说明 图1是本发明所述口罩片成型机的立体结构示意图。 图2是本发明所述口罩片成型机的主视结构示意图。 图3是本发明所述口罩片成型机的俯视结构示意图。 图4是图1中成型装置的立体结构示意图。 图5是图1中成型装置的俯视结构示意图。 图6是图1中成型装置的局部爆炸结构示意图。 5 CN 111572032 A 说 明 书 3/4 页 图7是图1中脱料装置的立体结构示意图。 图8是图7中A部分的放大结构示意图。 图9是图7中B部分的放大结构示意图。 图1至图9中的附图标记为:11、卸料机架,12、收料机架,121、收料座,2、输送带, 21、输送电机,22、收料轴,221、轴承座,23、锥形头,24、收卷电机,25、主动伞形齿轮,26、从 动伞形齿轮,31、卸料座,32、卸料杆,33、卸料导引辊,34、卸料拦挡辊,35、支承臂,40、成型 机架,41、安装底板,421、成型工位支承板,422、上料工位支承板,43、锁紧块,44、支座,45、 连接螺纹杆,46、锁紧螺杆,47、手柄,51、第一电机,52、第二电机,521、主动同步带轮,522、 从动同步带轮,523、同步带,61、成型后拉料压辊,62、成型后拉料辊,63、成型前送料压辊, 64、成型前送料辊,65、成型辊,66、超声波装置,71、上层布料导料杆,721、前置鼻梁条导引 杆,722、中间鼻梁条导引杆,73、鼻梁条送料辊,74、鼻梁条送料托辊,75、鼻梁条切辊,76、鼻 梁条托辊。81、放卷机架,82、放卷轴,83、放卷导料杆,84、鼻梁条导向座,841、鼻梁条导向 孔。











