
技术摘要:
本发明涉及用于机械零部件的数字化工艺编排系统,包括:特征信息参数化描述模块,其用于从机械零部件的三维图纸中识取特征信息;刀具资源库模块,其用于存储与数字化工艺编排系统关联的刀具资源信息;刀具总成干涉检查分析模块,其与特征信息参数化描述模块相连,用于 全部
背景技术:
目前,大部分制造型企业仍然采用传统的工艺设计模式,即利用计算机辅助工程 师,人工全手动完成新零部件工艺设计工作,即便有计算机系统辅助进行工艺方式的推理, 在具体工步排序进生产线的时候还是依赖于人的经验,未能实现完全自动的工步自动排 序。此类现有工步排序模式存在着许多弊端,例如: (1)工作效率低:在整个项目工艺排序过程中,工程师需要花费很多时间和精力做大量 重复且繁琐的工作,例如不断地在不同的工序中调整工步内容,尝试进行优化,投入大量的 时间和精力后,实际改善非常有限,很难找到最优的工艺排序方法; (2)规划多产品柔性线时,工步排序的技术难度显著增加:在整个产品加工工步的排序 过程中,如果有需求在一条生产线上柔性保护多个产品的加工需求,对比多产品之间的特 征差异及工艺可共享性工作量巨大,在此过程中,极易因人为因素出现错误与遗漏,导致工 艺规划的结果并不精益; (3)工艺排序周期长,验证投入大:从最初的排序方案、同步设计到实物验证,整个过程 耗时耗财耗力,且后期改进难度大,牵涉面广; (4)项目一致性差:工步排序质量受工程师经验及能力限制,且因人而异。因此,不同项 目间工步排序结果一致性差,不利于零部件批量投产后的运营及维护,易造成资源浪费。 由于机械制造行业竞争日趋激烈,零部件周期越来越短,单品利润越来越低,因 此,急需新工艺工步排序模式来提升企业工艺设计能力,缩短开发周期,以期快速响应市场 需求。
技术实现要素:
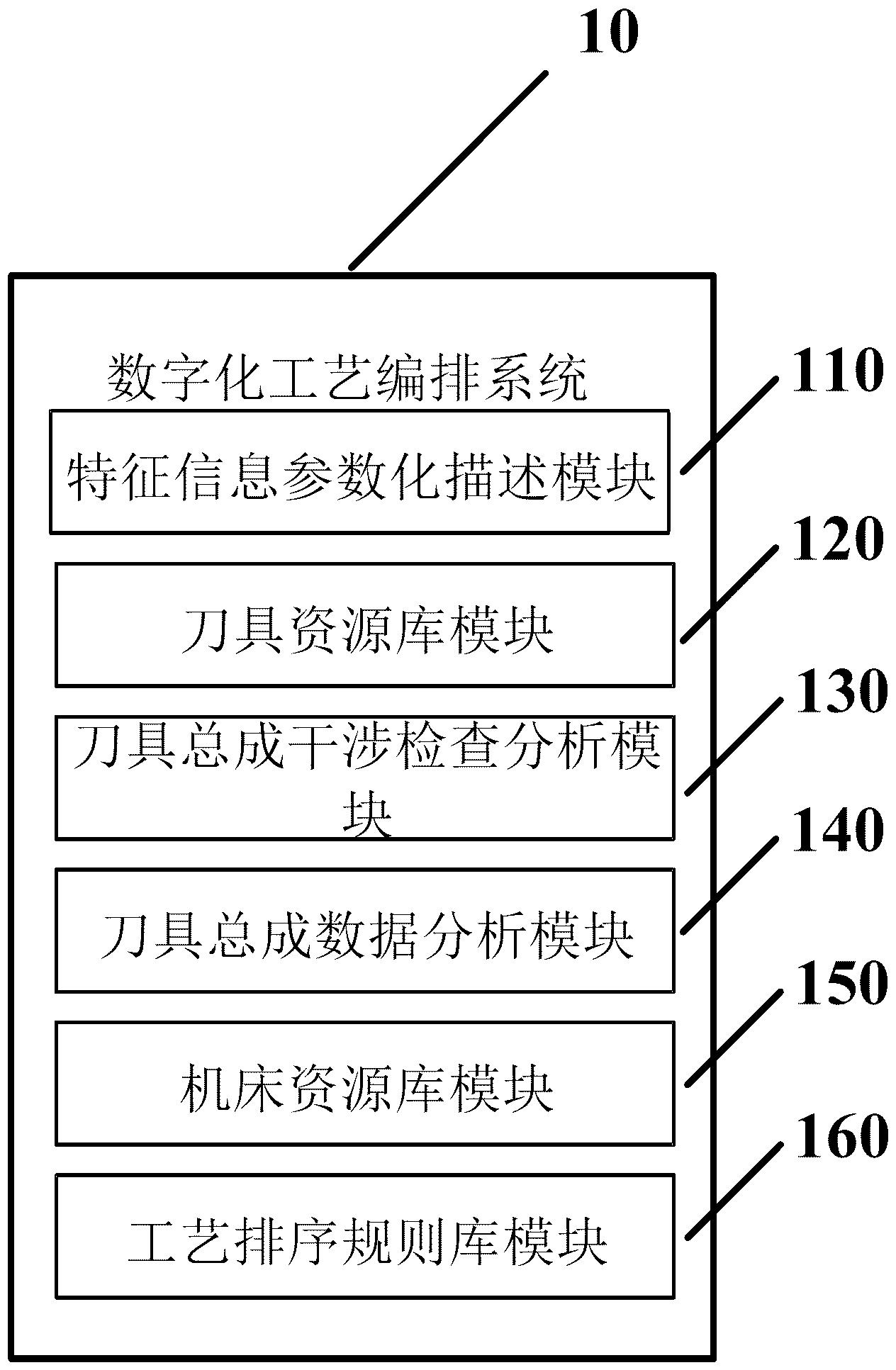
有鉴于此,本发明提供了用于机械零部件的数字化工艺编排系统,从而有效解决 或缓解了现有技术中存在的以上问题和其它方面的问题中的一个或多个。 按照本发明的第一方面,提供一种用于机械零部件的数字化工艺编排系统,所述 系统包括:特征信息参数化描述模块,其用于从机械零部件的三维图纸中识取特征信息;刀 具资源库模块,其用于存储与所述数字化工艺编排系统关联的刀具资源信息;刀具总成干 涉检查分析模块,其与所述特征信息参数化描述模块相连,用于在三维环境中对刀具总成 与工件和夹具进行干涉性判断;刀具总成数据分析模块,其与所述刀具总成干涉检查分析 模块相连,用于分析经由所述刀具总成干涉分析模块进行干涉性检查之后的所述刀具信息 的关联性,以形成刀具可合并性信息表单;机床资源库模块,其用于存储与所述数字化工艺 编排系统关联的机床信息;以及工艺排序规则库模块,其用于确定与所述数字化工艺编排 系统关联的加工顺序规则。 4 CN 111598364 A 说 明 书 2/7 页 根据本发明一实施例的用于机械零部件的数字化工艺编排系统,其中,所述系统 进一步包括加工过程分析模块,其与所述特征信息参数化描述模块相连,用于对所识取的 特征信息进行加工过程分析。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,所述加工过程分析模块进行的所述加工分析过程包括: 基于所识取的特征信息与预设的加工推理规则和内在算法来确定针对所识取的特征 信息的加工方法和加工刀具类型;以及 基于所述加工方法和加工刀具类型来确定加工方案,所述加工方案包括加工过程参 数、工步加工时间和刀具总成预估价格。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,所述系统进一步包括:质量评估器、节拍评估器、成本计算器和运筹优化模块, 所述运筹优化模块配置成基于所述机床资源库模块、所述刀具总成干涉检查分析模块和所 述刀具总成数据分析模块提供的数据,确定满足工艺排序规则、质量评估要求和加工节拍 要求的最优编排方案。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,所述运筹优化模块进一步配置成基于所述刀具总成数据分析模块生成的刀具 可合并性信息表单对所述工艺排序规则进行优化,如果所述系统判断在同一工序的机床中 存在可合并的刀具总成,则会采用同一刀具对两个或多个共用刀具的特征进行加工。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,所述节拍评估器进一步配置成确定某加工方案在各个工序的加工节拍是否满 足产能所需的节拍要求。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,所述三维图纸包含机械零部件特征的PMI信息,从所述三维图纸中解析所述PMI 信息以识取特征信息,并将所识取的特征信息输出至所述特征信息参数化描述模块以进行 分类和处理来得到格式化的信息表单。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,所述刀具总成干涉检查分析模块进一步配置成基于从所述刀具资源库模块中 获取的刀具资源信息以对刀具进行虚拟建模,并通过布尔求交的方式判断刀具总成与工件 和夹具的干涉信息。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,基于所述刀具总成与工件和夹具的干涉信息进一步判断: 如果所述刀具总成与工件和夹具不存在干涉,则所述刀具能够用于加工; 如果所述刀具总成与工件和夹具存在干涉,则所述刀具由于在加工过程中不能使用而 被所述系统剔除。 根据本发明另一实施例或以上任一实施例的用于机械零部件的数字化工艺编排 系统,其中,所述机床资源库模块中存储的机床信息包括下列中的一项或多项:外部尺寸、 主轴型号、台面工作范围、主轴运动参数、设备预估价格和夹具预估价格。 根据本发明一个方面的用于机械零部件的数字化工艺编排系统,其包含计算设备 投资规划、刀具方案规划和工艺步序规划的功能,不仅能够有效贯通设计、工艺、制造之间 5 CN 111598364 A 说 明 书 3/7 页 的数据流,而且能够基于运筹优化算法显著提升整个工艺设计工作的效率与质量。 通过纳入本文的附图以及随后与附图一起用于说明本发明的某些原理的具体实 施方式,本发明的方法和系统所具有的其它特征和优点将更为具体地变得清楚或得以阐 明。 附图说明 本发明的上述和/或其它方面和优点将通过以下结合附图的各个方面的描述变得 更加清晰和更容易理解,附图中相同或相似的单元采用相同的标号表示。附图包括: 图1为按照本发明一实施例的用于机械零部件的数字化工艺编排系统的示意图。 图2为图1所示实施例中的特征信息参数化描述模块中关于孔特征的参数化描述 的一个实施例的局部数据示意图。 图3为图1所示实施例中的刀具资源库模块的局部数据示意图。 图4为图1所示实施例中的刀具总成干涉检查分析模块工作过程中的一个实施例 截图。 图5为图1所示实施例中的刀具总成数据分析模块生成的可合并性信息表单的示 意图。 图6为图1所示实施例中的机床资源库模块的局部数据示意图。 图7为图1所示实施例中的质量评估器的一个具体实施例的示意图。











