
技术摘要:
本发明属于铸造技术领域,特别涉一种3D打印砂芯中冷铁的设置方法,综合考虑工艺设计过程中冷铁放置的可行性,提供几种冷铁的放置方法,包括配合间隙的设计、流涂过程堵塞问题的处理方法、薄壁类铸件的冷铁放置方法及容易出现冷铁脱落问题的处理方法,旨在解决3D打印砂 全部
背景技术:
现今3D打印技术在铸造行业使用广泛,特别适用于吨位较小、结构复杂的铸件,但 是相对与传统铸造方法,3D打印技术也存在一些缺点,其中难以解决的问题之一是冷铁的 放置,在铸造工艺设计中,冷铁设置较重要,基本所有铸件的工艺设计都要采用冷铁。 3D打印砂芯精度较高,但由于实际现场的冷铁因反复使用和加工粗糙的影响,冷 铁的尺寸不精准,导致无法顺利嵌入至3D打印砂芯中,因此需要进一步加工或者修整3D打 印砂芯,才可将冷铁嵌入至3D砂芯中,这样耗时耗力,严重影响3D打印砂芯的精度及浇注铸 件的精度,最终影响铸件质量。
技术实现要素:
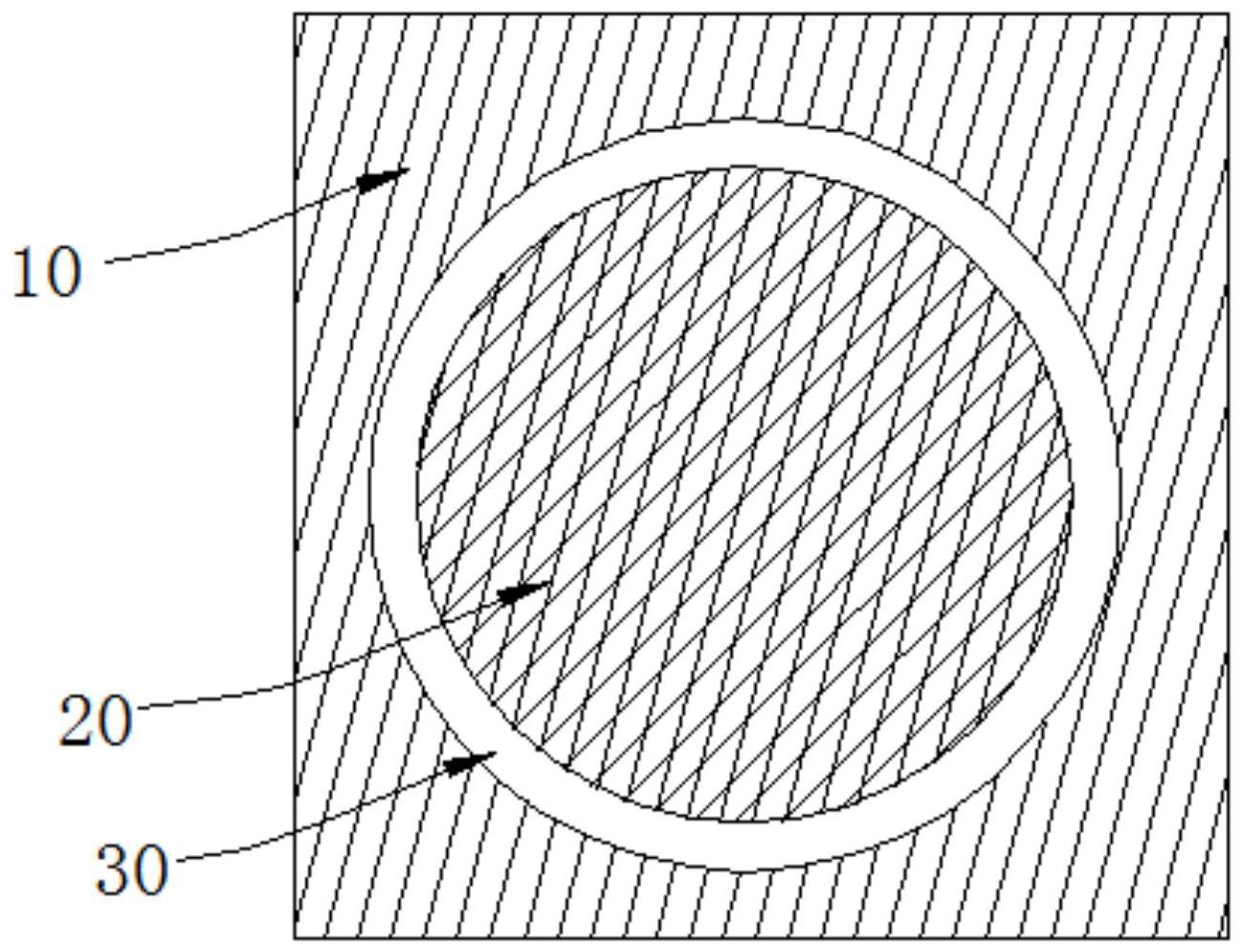
为了克服现有技术的不足,本发明提供一种3D打印砂芯中冷铁的设置方法,综合 考虑工艺设计过程中冷铁放置的可行性,提供几种冷铁的放置方法,包括配合间隙的设计、 流涂过程堵塞问题的处理方法、薄壁类铸件的冷铁放置方法及容易出现冷铁脱落问题的处 理方法,旨在解决3D打印砂芯冷铁放置难的问题,进一步体现3D打印砂芯的优势。 一种3D打印砂芯中冷铁的设置方法,包括以下步骤: 根据铸件的结构在3D打印砂芯上设计放置冷铁的位置,在放置冷铁的位置上设置 冷铁腔,冷铁腔形状与冷铁匹配,冷铁腔与冷铁之间有间隙;在冷铁腔内嵌入冷铁。 在其中一个实施例中,冷铁采用圆柱形,当冷铁型号选用φ60mm*60mm和φ80mm* 80mm时,冷铁腔与冷铁之间直径方向的间隙为2mm~3mm,长度方向间隙为3mm~4mm;当冷铁 型号选用φ100mm*100mm和φ100mm*150mm时,冷铁腔与冷铁之间直径方向的间隙为4mm~ 5mm,长度方向间隙为5mm~6mm。通过预留冷铁腔与冷铁之间的间隙,可使冷铁顺利的嵌入 冷铁腔内,间隙设计必须合理,间隙太小不起作用,间隙太大冷铁无法嵌入冷铁腔内,由于 冷铁型号越大,尺寸偏差越大,因此间隙量随着冷铁尺寸的增加而增加。 在其中一个实施例中,在冷铁腔内嵌入冷铁步骤前,在冷铁腔内嵌入消失模工装, 然后对3D打印砂芯进行流涂,取出消失模工装,将冷铁嵌入冷铁腔内。由于流涂过程中,涂 料会流入冷铁腔内,导致冷铁腔尺寸减小,因此在对3D打印砂芯进行流涂操作前,采用消失 模工装嵌入冷铁腔内,可有效防止涂料流入冷铁腔内,待流涂操作完成后,将消失模工装取 出,再将冷铁嵌入冷铁腔内。 进一步地,消失模工装形状与冷铁腔匹配;消失模工装的材质采用消失模,这样可 以重复使用。 进一步地,消失模工装与冷铁腔的间隙量为2mm~3mm;消失模工装的长度比冷铁 的长度长15mm~20mm,这样方便流涂操作完成后将消失模工装取出。 在其中一个实施例中,3D打印砂芯用于铸造叶片类薄壁铸件时,3D打印砂芯的型 3 CN 111590029 A 说 明 书 2/4 页 腔厚度小于冷铁的长度,3D打印砂芯的型腔与冷铁腔连通,在远离3D打印砂芯的型腔的砂 芯外表面设置冷铁放置槽,冷铁放置槽与冷铁腔连通,将冷铁通过冷铁放置槽嵌入至冷铁 腔内,且使冷铁的一端面与3D打印砂芯的型腔壁平齐,再采用洛矿砂填充紧实冷铁放置槽。 进一步地,冷铁放置槽尺寸大于冷铁,便于将冷铁通过冷铁放置槽嵌入到冷铁腔 内。 在其中一个实施例中,3D打印砂芯的设置冷铁的型腔面与水平面成锐角时,3D打 印砂芯的型腔与冷铁腔连通,在远离3D打印砂芯的型腔的砂芯外表面设置冷铁放置槽,冷 铁放置槽与冷铁腔连通,在冷铁的一端面固定设置防脱落工装,将冷铁通过冷铁放置槽嵌 入至冷铁腔内,且使冷铁的远离防脱落工装端面与3D打印砂芯的型腔壁平齐,再采用洛矿 砂填充紧实冷铁放置槽。当3D打印砂芯的设置冷铁的型腔面与水平面成锐角时,冷铁由于 受到重力作用从冷铁腔内脱落,因此需要在冷铁的一端设置防脱落工装,再将冷铁通过冷 铁放置槽嵌入至冷铁腔内的同时,将防脱落工装卡在冷铁放置槽内,并且使冷铁的远离防 脱落工装端面与3D打印砂芯的型腔壁平齐,再采用洛矿砂填充紧实冷铁放置槽,待树脂砂 完全固化后,冷铁镶嵌完成。 进一步地,防脱落工装的长度方向的尺寸大于冷铁的截面长度尺寸。 进一步地,防脱落工装采用方钢制成。 进一步地,冷铁与防脱落工装采用焊接方式固定连接。 本发明提供了上述几种3D打印砂芯中的冷铁放置方法,克服了许多工艺设计过程 中,冷铁位置设计的局限,提高了冷铁放置的稳定性,为现场工人在3D打印砂芯刷涂以及冷 铁放置方面节省了大量体力,大幅缩短了3D打印砂芯冷铁镶嵌的时间,为铸件整个生产周 期节省时间。 附图说明 图1为冷铁腔与冷铁间隙示意图; 图2为消失模工装配合示意图; 图3为薄壁铸件3D打印砂芯示意图; 图4为设置冷铁的型腔面与水平面成锐角的示3D打印砂芯意图; 图5为冷铁与防脱落工装固定连接示意图。 10-3D打印砂芯;20-冷铁;30-冷铁腔;40-消失模工装;50-3D打印砂芯的型腔面; 60-冷铁放置槽;70-防脱落工装。











