
技术摘要:
一种专用于车加工电机定子机壳止口的工装夹具,工装夹具包括芯棒、径向锁紧机构、胀套和固定座。其中,芯棒为一旋转体,该芯棒沿其轴线的前端为第一锥台,后端为第二锥台,两锥台同轴相背设置。径向锁紧机构套设于第一锥台的外周,各锁紧块沿圆周方向均匀排列,界定形 全部
背景技术:
近年来,随着电机技术的快速发展,人们对电机的品质要求也越来越高,众所周 知,定子和转子是电机的主要构件,其中,定子两端设有端盖,端盖上的轴承配合转子的转 轴,使转子在定子内转动。然而,只有转子与定子铁芯同轴才能使二者之间的间隙均匀,从 而确保电机具有较佳的性能。为保证该同轴度,目前通常在专用机床上加工定子机壳两端 的止口,定子铁芯内径与两端止口的同轴度会直接影响电机的性能,因此,车加工电机定子 机壳止口已成为电机加工中必要的精加工工序。 但是,在现有技术中,还存在一定弊端。首先,目前较多采用无胀套车止口工装,该 类工装适用于套入铁芯绕组前的机壳加工,然而,定子通常由定子机壳和定子铁芯热套过 盈配合而成,在套接和冷却过程中容易产生形变,会直接影响同轴度。同时,无胀套车止口 工装多适用于需要二次装夹的单端加工,即先固定好定子以加工其一端止口,之后拆卸定 子并掉头装夹,才能进行另一端止口的加工。而二次装夹势必会影响定子两端止口的同轴 度及内孔与端面的垂直度。 因此,采用上述现有技术远无法确保定子铁芯内径与两端止口的同轴度,从而致 使电机性能差,运行过程中噪音大、震动明显,还会直接导致轴承磨损严重,影响轴承寿命, 可靠性低。而且现有技术生产效率低、耗时耗力。 有鉴于此,如何设计一种专用于车加工电机定子机壳止口的工装夹具,能克服上 述现有技术的缺点是本发明研究的课题。
技术实现要素:
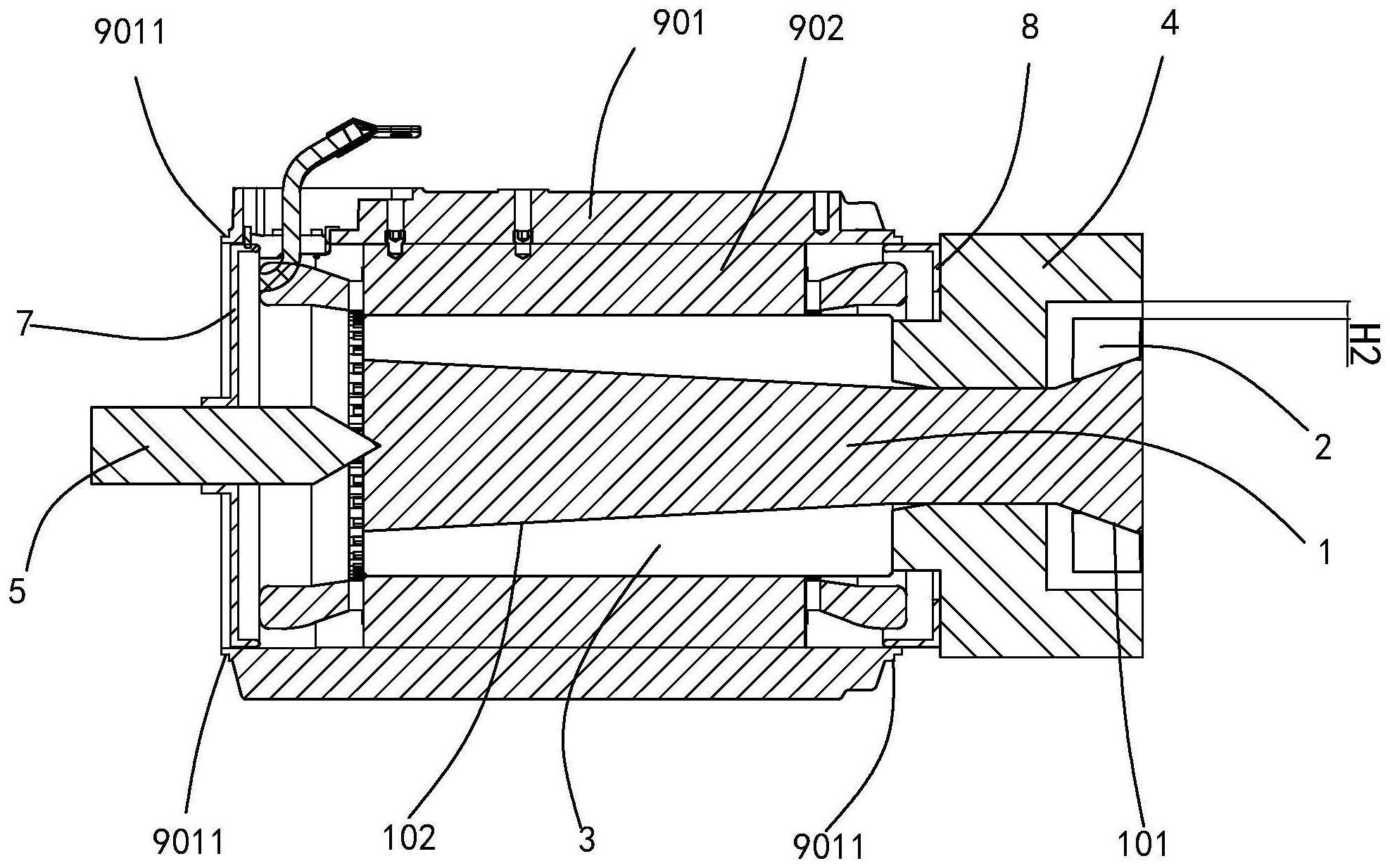
本发明提供一种专用于车加工电机定子机壳止口的工装夹具,其目的是要解决现 有技术加工精度差、可靠性低,以及生产效率低的问题。 为达到上述目的,本发明采用的技术方案是:一种专用于车加工电机定子机壳止 口的工装夹具,定子包括所述定子机壳、定子铁芯和定子绕组;其创新在于:所述工装夹具 包括芯棒、径向锁紧机构、胀套和固定座,其中,所述径向锁紧机构和所述固定座与机床定 位连接,且均对应所述芯棒的前端设置。 所述芯棒为一旋转体,该芯棒沿其轴线的前端为第一锥台,后端为第二锥台,两锥 台同轴设置,且两锥台的下底面相背;其中,所述第一锥台的锥度大于第二锥台的锥度;所 述第一锥台的周侧面为第一锥面,所述第二锥台的周侧面为第二锥面。 所述径向锁紧机构套设于所述芯棒中第一锥台的外周,所述径向锁紧机构由至少 三个锁紧块组成;各所述锁紧块沿所述芯棒轴线的圆周方向均匀排列,从而在径向锁紧机 构的中心界定形成一第一锥孔;所述第一锥孔与所述第一锥台的第一锥面对位配合。 4 CN 111590103 A 说 明 书 2/7 页 所述胀套套设于所述芯棒中第二锥台的外周;所述胀套由至少三个胀块组成;各 所述胀块沿所述芯棒轴线圆周方向等角度均匀排列,从而在胀套的中心界定形成第二锥 孔,所述第二锥孔与所述第二锥台的第二锥面对位配合。 所述径向锁紧机构由一驱动机构驱动,以令各所述锁紧块产生向内、向外的径向 位移,构成所述第一锥孔的收缩、张开两个状态;在所述第一锥孔的收缩状态下,第一锥孔 的内侧面贴合并挤压所述第一锥台的第一锥面,进而驱动所述芯棒向前位移;所述第二锥 台的第二锥面贴合并挤压所述胀套中第二锥孔的内侧面,进而通过芯棒的向前位移驱动各 胀块做向外的径向位移,以令所述胀套与定子达成径向的过盈配合,从而在轴向上定位所 述定子。 上述技术方案中的有关内容解释如下: 1.在本方案中,所述止口位于所述定子机壳的前端及后端。 2.在本方案中,在“第一锥台和第二锥台的下底面相背”中,“下底面”的定义是标 准的,即锥台中半径较大的底面,而并非指本案中上下方向的底面;“相背”是指第一锥台的 下底面朝前,第二锥台的下底面朝后。所述“两锥台同轴设置”,是指两锥台的上下底面的几 何中心都在同一直线上。 3.在本方案中,所述径向锁紧机构套设于所述芯棒中第一锥台的外周,在非工作 状态下,两者间隙配合。 4.在本方案中,优选地,所述芯棒的中段为一圆柱体,从而便于套件间的配合,减 少磨损,提高止口加工的同轴度。 5.在本方案中,所述芯棒还包括一中段,该中段位于所述第一锥台与所述第二锥 台之间;所述固定座上开设有一通孔,所述芯棒的中段穿设于该通孔中,且固定座的后端面 与胀套的前端面贴合;所述通孔由位于前段的夹持孔和位于后段的避让孔组成,且两者在 轴向上贯通;其中,所述夹持孔的孔径与所述芯棒的中段直径对应,所述避让孔的孔径大于 所述芯棒的中段直径。 6.在本方案中,作为优选,相邻胀块于间隙处粘胶连接。间隙处的粘胶连接有助于 稳定胀套的弹性,从而有益于提高止口加工的精度和一致性。 7.在本方案中,进一步优选,每一个胀块的前端与该胀块在周向上其中一侧相邻 的胀块的前端固定连接,而后端与该胀块周向另一侧相邻的胀块的后端固定连接,以令构 成的胀套呈折返结构。相邻胀块于其间的间隙处粘胶连接。胀套的折返结构和间隙处的粘 胶连接有助于稳定胀套的弹性,从而有益于提高止口加工的精度和一致性。 8.在本方案中,作为优选,还包括尾座,该尾座轴向上一端为固定凸端;针对该固 定凸端,所述芯棒的后端面上开设有固定凹槽;在第一锥孔的收缩状态下,所述尾座定位在 机床上,所述固定凸端和固定凹槽卡接配合。该结构用以支撑所述芯棒,使所述芯棒与所述 通孔保持同轴设置。 9.在本方案中,作为优选,还包括第二防护罩,该第二防护罩包括一个周向环和一 个径向环,该径向环的外缘与所述周向环沿轴向的一端固定连接;在装配状态下,所述第二 防护罩套接在所述芯棒上,且所述径向环贴合在所述定子和固定座之间,所述周向环贴合 于所述定子前端的内壁上。该结构用以辅助轴向定位和防止金属屑污染定子。 10.在本方案中,作为优选,还包括第一防护罩,该第一防护罩包括一防护板和与 5 CN 111590103 A 说 明 书 3/7 页 该防护板周边对应固接的一侧环;所述防护板上开设有尾座套孔,所述第一防护罩通过所 述尾座套孔套接并定位在所述尾座上;在装配状态下,所述防护板和所述尾座共同遮盖在 所述定子的后端面上,所述侧环贴合于所述定子机壳后端的内壁上。该结构用以防止金属 屑污染定子。 11.在本方案中,作为优选,还包括活动设置的定位块;在装配状态下,在所述径向 锁紧机构处于收缩状态前,所述定位块的前端面贴合所述固定座,所述定位块的后端面贴 合所述定子的前端面;当所述径向锁紧机构为收缩状态后,取开定位块。放置定位块的目的 是限定定子的轴向位置,提高止口加工的精度和一致性;取开定位块是为了便于止口加工。 进一步优选,所述定位块的材料为磁性材料。 12.在本方案中,优选地,所述避让孔为一锥孔,该锥孔的前端孔径小于后端孔径。 本发明的设计原理和有益效果是: 本发明的主要原理在于,经机床上配置的驱动机构的驱动,径向锁紧机构的第一锥孔 在径向上具有收缩和张开两个状态:在第一锥孔的收缩状态下,锁紧块向内的径向位移驱 动芯棒产生向前的轴向位移,该轴向位移又驱动胀套的胀块产生向外的径向位移,使胀套 与套设其上的定子过盈配合,从而实现定子的定位;在第一锥孔的张开状态下,胀套因形变 恢复产生收缩,该收缩驱动芯棒产生向后的轴向位移,从而使芯棒向后位移至收缩状态前 的轴向位置。 本发明能够有效解决现有技术加工精度差、可靠性低,以及生产效率低的问题。 首先,采用本技术方案可以通过一次装夹实现定子两端止口的加工,且是在定子 机壳、铁芯和绕组套接后作业,较现有技术提高了同轴加工精度、可靠性以及生产效率,解 决了现有技术的基本问题。其次,通过在芯棒上设置第一锥台和第二锥台,并配合以径向锁 紧机构和胀套,可以实现从径向位移到轴向位移、再到径向位移的三步联动,较驱动装置直 接驱动芯棒从轴向位移转到径向位移的常规的胀套技术,能够明显提高联动的稳定可靠 性,从而有效提高止口的同轴度;同时,上述三步联动又结合拉动设计,与常规的推动设计 相比,稳定可靠性更高,精度更高。第三,胀套的折返结构和间隙处的粘胶连接有助于稳定 胀套的弹性;定位块的设置确保了轴向定位的精准。二者均有利于提高止口加工的精度和 产品品质的一致性。第四,机床上设有尾座,用以在加工过程中支撑芯棒,不仅有助于使芯 棒与通孔保持同轴设置,还有益于减缓震动,从而能够提高工装寿命。 另外,结合第一防护罩和第二防护罩的设置,还可以有效防止在加工过程中产生 的金属屑污染定子,有利于产品的过程品质管控。 附图说明 附图1为本发明中装配有电机定子的工装夹具的立体结构示意图; 附图2为本发明中第一锥孔张开状态下的轴向剖视图; 附图3为本发明中第一锥孔收缩状态下加工止口时的轴向剖视图; 附图4为本发明中工装夹具的立体结构示意图; 附图5为图4的轴向剖视图; 附图6为本发明中芯棒的立体结构示意图; 附图7为图6的轴向剖视图; 6 CN 111590103 A 说 明 书 4/7 页 附图8为本发明中固定座的立体结构示意图; 附图9为图8的轴向剖视图; 附图10为本发明中径向锁紧机构的立体结构示意图; 附图11为图10的右视图; 附图12为图10的轴向剖视图; 附图13为本发明中胀套的立体结构示意图; 附图14为本发明中胀套的左视图; 附图15为本发明中胀套的轴向剖视图; 附图16为本发明另一实施例中胀套的立体结构示意图; 附图17为图16的轴向剖视图; 附图18为本发明中尾座的立体结构示意图; 附图19为本发明中两个定位块的立体结构示意图; 附图20为本发明中第一防护罩的立体结构示意图; 附图21为图20的轴向剖视图; 附图22为本发明中第二防护罩的立体结构示意图; 附图23为22的轴向剖视图; 附图24为本发明实施例中定子的立体结构示意图; 附图25为24的轴向剖视图。 以上附图中:1.芯棒;101.第一锥面;102.第二锥面;103.固定凹槽;2.径向锁紧机 构;201.锁紧块;202.第一锥孔;3.胀套;301.胀块;302.第二锥孔;303.折返结构;3031.工 艺孔;4.固定座;401.通孔;4011.夹持孔;4012.避让孔;5.尾座;501.固定凸端;6.定位块; 7.第一防护罩;701.防护板;7011.尾座套孔;702.侧环;8.第二防护罩;801.周向环;802.径 向环;9.定子;901.定子机壳;9011.止口;902.定子铁芯。











