
技术摘要:
本发明提供了用于通过添加剂制造来沉积材料或制造产品,例如药物剂型的装置和系统。还提供了使用所述装置和系统的方法,以及通过添加剂制造诸如药物剂型的产品的方法。在某些实施例中,所述装置包括:材料供应系统(102),其被配置为熔化和加压材料;压力传感器(214),其 全部
背景技术:
增材制造,也称为三维打印,允许将计算机模型通过挤出熔融的物料进行成型。通 过一种计算机系统控制三维打印机,并控制物料流动以及打印喷嘴的移动,直到形成所需 形状。在线材熔融制造工艺(也称为熔融沉积成型)中,物料以线材的形式被挤入加热头,所 述加热头将材料熔融并成型到一个表面上。所述表面或所述加热头可移动以便挤压熔融材 料成计算机系统设定的形状。其它增材制造方法有采用非线状材料,将其熔融并加压,然后 通过打印喷嘴挤出,但是这些方法经常出现从打印喷嘴处发生不希望的泄漏,特别是当熔 融材料具有粘性的时候。 增材制造中的最新发展已经允许使用大量不同的三维打印工艺和使用许多不同 的材料。例如,生物惰性材料可用于生产可植入医疗装置或定制实验室耗材的增材制造工 艺。参见,例如,Poh et al.,Polylactides in Additive Biomanufacturing ,Advanced Drug Delivery Reviews,vol.107,pp.228-246(2016)。在开发用于药品制造的增材制造技 术方面也取得了进展。参见Goyanes et al .,3D Printing of Medicines:Engineering Novel Oral Devices with Unique Design and Drug Release Characteristics , Molecular Pharmaceutics,vol.12,no.11,pp.4077-4084(2015)。 然而,目前的增材制造技术受到三维打印机材料挤出精度的限制。药物需要仔细 控制,以确保制造的产品形状一致,并且包含精确和准确的药物剂量。仍然需要开发用于增 材制造工艺的精确系统,包括用于药品的制造。 所有公开出版物,专利,专利申请和公开的专利申请在这里被纳入本发明作为参 考。
技术实现要素:
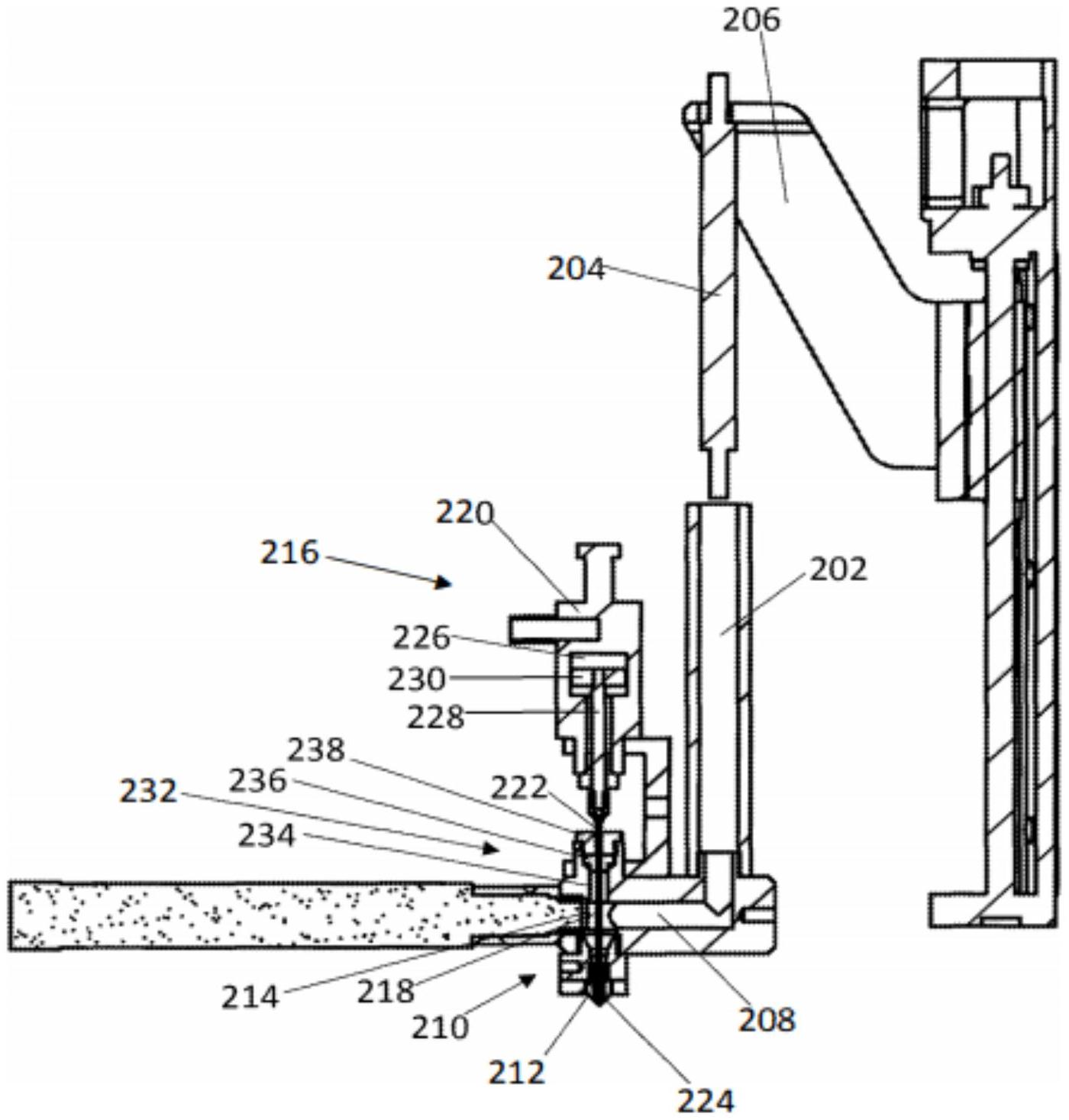
本发明提供了一种用于通过增材制造来沉积材料的装置,包括:用于熔融并施加 压力的供料模块,所述供料模块包括连接到打印头的供料通道,所述打印头包括喷嘴,该喷 嘴包括锥形内表面和用于打印材料的挤出口;压力传感器,所述压力传感器用于检测所述 6 CN 111587175 A 说 明 书 2/30 页 喷嘴内或所述喷嘴附近供料通道内材料的压力;以及控制开关,其包括可在打开位置和关 闭位置切换的密封针,所述密封针延伸穿过所述供料通道的一部分并且包括锥形端部;其 中所述密封针的锥形端与所述喷嘴的锥形内表面接合,以阻止材料在所述密封针处于所述 关闭位置时流过所述喷嘴。 在一些实施例中,所述材料是非线材的。在一些实施例中,所述材料在从所述装置 中挤出时具有约100Pa·s或更高的粘度。在一些实施例中,所述材料在从所述装置中挤出 时具有约400Pa·s或更高的粘度。在一些实施例中,所述材料在约50℃到400℃的温度下熔 融。在一些实施例中,材料在约50℃至约400℃的温度下从喷嘴中挤出。在一些实施例中,材 料在约90℃至300℃的温度下从喷嘴中挤出。 在一些实施例中,接触材料的密封针的任何部分没有突起。 在一些实施例中,压力传感器连接到控制供料模块的计算机系统以响应所述压力 传感器报告的压力,并将所述材料加压到所需压力。在一些实施例中,材料的压力在所需压 力的0.05MPa内。在一些实施例中,所述供料模块包括活塞和连接到所述进料流道的筒体, 其中,所述活塞被驱动以控制所述筒内材料的压力。在一些实施例中,使用步进电机来驱动 活塞。在一些实施例中,压力传感器位于喷嘴的附近。 在一些实施例中,密封针的锥形端部包括尖头。在一些实施例中,密封针的锥形端 是截头圆锥形的。在一些实施例中,喷嘴的锥形内表面具有第一锥角并且密封针的锥形端 具有第二锥角;并且所述第二锥角与所述第一锥角相同或小于所述第一锥角。在一些实施 例中,第二锥角约为60°或更小。在一些实施例中,第二锥角约为45°或更小。在一些实施例 中,第一锥角与第二锥角的比率为约1:1至4:1。 在一些实施例中,所述挤出口具有约0.1mm至1mm的直径。在一些实施例中,所述锥 形端最大直径约0.2mm至约3.0mm。在一些实施例中,所述挤出口具有直径,所述锥形端具有 最大直径,所述锥形端的最大直径与所述挤出口的直径之比约为1:0.8至约1:0.1。 在一些实施例中,所述控制开关包括致动器,所述致动器可以将密封针定位在打 开位置或关闭位置。在一些实施例中,所述致动器是气动致动器。在一些实施例中,所述致 动器是机械致动器。在一些实施例中,致动器是电动致动器。在一些实施例中,电机致动器 是线性步进电动致动器。 在一些实施例中,密封针穿过固定在相对于喷嘴位置的垫圈,其中所述垫圈封闭 供料通道。 在一些实施例中,所述供料模块包括用于熔融材料的一个或多个加热器。在一些 实施例中,所述供料模块包括一个或多个温度传感器,该温度传感器用于检测熔融材料的 温度。在一些实施例中,所述一个或多个温度传感器被连接到一个计算机系统,所述计算机 系统根据所述一个或多个温度传感器监测的温度控制相应的一个或多个加热器。 在一些实施例中,所述密封针的锥形端部或喷嘴的锥形内表面包括柔性衬垫或衬 套。 在一些实施例中,所述装置进一步包括一个计算机系统,所述计算机系统包括一 个或多个处理器和计算机可读存储器,其中所述计算机系统被用于控制所述设备。在一些 实施例中,计算机可读存储器存储控制该装置打印产品的指令。在一些实施例中,计算机可 读存储器存储了用于响应压力传感器检测到的压力来控制材料压力的指令。在一些实施例 7 CN 111587175 A 说 明 书 3/30 页 中,计算机可读存储器存储了用于响应温度传感器检测到的温度来控制材料的温度的指 令。在一些实施例中,计算机可读存储器包括用于基于用于打印产品的指令来定位密封针 的指令。在一些实施例中,用于定位密封针的指令包括用于基于挤出口材料的期望流速来 选择密封针的打开距离的指令。 在一些实施例中,所述的增材制造系统包括多个上述装置,其中每个供料模块配 置有控制开关。在一些实施例中,所述系统包括多个装置中的第一装置装载有第一材料和 多个装置中的第二装置装载有第二材料,其中所述第一材料和第二材料不同。在一些实施 例中,多个装置中的每个装置的控制开关是不同的。在一些实施例中,多个装置中的每个装 置的控制开关是相同的。在一些实施例中,所述系统包括计算机系统,所述计算机系统包括 一个或多个处理器和计算机可读存储器,其中所述计算机系统被用于控制该系统。在一些 实施例中,计算机可读存储器存储了用于使用该系统打印产品的指令。在一些实施例中,计 算机可读存储器存储了用于响应由相应供料模块中的压力传感器检测到的压力来控制每 个供料模块中的材料的压力的指令。在一些实施例中,计算机可读存储器存储了用于响应 由相应供料模块中的温度传感器检测到的温度来控制每个供料模块中的材料的温度的指 令。在一些实施例中,计算机可读存储器包括用于基于用于打印产品的指令来定位密封针 的指令。在一些实施例中,用于定位密封针的指令包括用于基于挤出口材料的期望流速来 选择密封针的打开距离的指令。在一些实施例中,多个装置中的至少两个装置包括:被配置 为熔融和加压材料的材料供应系统,其包括连接到包括喷嘴打印头的供料通道,该喷嘴包 括锥形内表面和构造成分配材料的挤出口;压力传感器,其构造成检测喷嘴内或喷嘴附近 的供料通道内的材料压力;一个控制开关,其包括可在打开位置和关闭位置切换的密封针, 所述密封针延伸穿过所述供料通道的一部分并包括锥形端。其中密封针的锥形端与喷嘴的 锥形内表面接合,以在密封针处于关闭位置时阻止材料流过喷嘴。在一些实施例中,喷嘴的 锥形内表面具有第一锥角,并且密封针的锥形端具有第二锥角。其中第二锥角等于或小于 第一锥角。在一些实施例中,压力传感器位于喷嘴的附近。 另一方面,本发明提供一种用增材制造生产产品的方法,包括:熔融材料和给材料 加压;流动的材料通过挤出口喷嘴,所述喷嘴包括一个锥形内表面;在喷嘴或接近喷嘴的位 置监测材料的压力;使密封针的锥形端与喷嘴的锥形内表面接合,从而封闭挤出口以阻止 熔融材料的流动;回抽密封针的锥形端部,从而恢复材料通过挤出口的流动。在一些实施例 中,该方法包括接收用于制造该产品的指令。 另一方面,本发明提供了一种通过增材制造生产药物剂型的方法,包括:将药用材 料熔融并加压;监测喷嘴内或喷嘴附近材料的压力;使材料流过喷嘴的挤出口,所述喷嘴包 括锥形内表面;使密封针的锥形端与喷嘴的锥形内表面接合,从而封闭挤出口以阻止熔融 材料的流动;回抽密封针的锥形端部,从而恢复材料通过挤出口的流动。在一些实施例中, 药用可接受的材料包含药物。在一些实施例中,药物剂型具有药物的目标释放曲线。在一些 实施例中,该方法包括接收用于制造药物剂型的指令。 在上述方法的一些实施例中,喷嘴内材料的压力保持近似恒定。在一些实施例中, 该方法基于所监测的压力使用反馈系统来控制材料的压力。 在上述方法的一些实施例中,材料是非线材的。在一些实施例中,材料具有约 100Pa·s或更高的粘度。 8 CN 111587175 A 说 明 书 4/30 页 在上述方法的一些实施例中,接触材料的密封针的任何部分都没有突起。 在上述方法的一些实施例中,喷嘴内的材料的温度保持近似恒定。在一些实施例 中,所述方法包括监测材料的温度。在一些实施例中,所述方法包括基于监测的温度使用反 馈系统来控制材料的温度。 在上述方法的一些实施例中,包括将密封针的锥形端回抽到设定的打开距离。 在上述方法的一些实施例中,密封针的锥形端部包括尖锐尖端。在一些实施例中, 密封针的锥形端是截头圆锥形的。在一些实施例中,喷嘴的锥形内表面具有第一锥角并且 密封针的锥形端具有第二锥角;其中所述第二锥角等于或小于所述第一锥角。在一些实施 例中,第二锥角约为60°或更小。在一些实施例中,第二锥角约为45°或更小。在一些实施例 中,第一锥角与第二锥角的比率为约1:1至4:1。在一些实施例中,挤出口具有约0.1mm至1mm 的直径。在一些实施例中,锥形端部具有约0.2至约3.0mm的最大直径。在一些实施例中,挤 出口具有直径并且锥形端部具有最大直径,并且锥形端部的最大直径与挤出口的直径的比 率约为1:0.8至约1:0.1。 另一方面,提供了一种通过增材制造来制造产品的方法,包括:熔融并加压第一材 料;使所述第一材料流过包括锥形内表面的第一喷嘴的第一挤出口;将第一密封针的锥形 端与第一喷嘴的锥形内表面接合,从而封闭第一挤出口并阻止熔融的第一材料的流动;熔 融并加压第二材料;从第二喷嘴的锥形内表面回抽第二密封针的锥形端部,从而开始使第 二材料流过第二挤出口。在一些实施例中,该方法包括接收用于制造产品的指令。 另一方面,提供了一种通过增材制造生产药物剂型的方法,包括将第一药用材料 熔融并加压;使第一药用材料流过包括锥形内表面的第一喷嘴的第一挤出口;将第一密封 针的锥形端与第一喷嘴的锥形内表面接合,从而密封第一挤出口以阻止熔融的第一药用材 料的流动;将第二药用材料熔融并加压;从第二喷嘴的锥形内表面回抽第二密封针的锥形 端部,从而使第二药用材料流过第二挤出口。在一些实施例中,第一药用材料或第二药用材 料是可溶蚀材料。在一些实施例中,第一药用材料或第二药用材料包含药物。在一些实施例 中,药物剂型具有指定的药物释放曲线。在一些实施例中,该方法还包括接收用于制造药物 剂型的控制指令。 在上述方法的一些实施例中,该方法进一步包括监测第一喷嘴内或第一喷嘴附近 的第一材料的压力;或监测第二喷嘴内或第二喷嘴附近的第二材料的压力。在一些实施例 中,第一喷嘴内的第一材料的压力或第二喷嘴内的第二材料的压力保持近似恒定。在一些 实施例中,该方法包括基于监测的压力使用反馈系统来控制第一材料或第二材料的压力。 在上述方法的一些实施例中,第一材料或第二材料是非线材的。 在上述方法的一些实施例中,接触第一材料的第一密封针的任何部分或接触第二 材料的第二密封针的任何部分没有突起。 在上述方法的一些实施例中,第一喷嘴内的第一材料的温度或第二喷嘴内的第二 材料的温度保持近似恒定。在一些实施例中,该方法包括监测第一材料的温度或第二材料 的温度。在一些实施例中,该方法包括基于监测到的第一材料的温度使用反馈系统来控制 第一材料的温度,或者基于监测到的第二材料的温度使用反馈系统来控制第二材料的温 度。 在上述方法的一些实施例中,包括将第二密封针的锥形端回抽到设定的打开距 9 CN 111587175 A 说 明 书 5/30 页 离。 在上述方法的一些实施例中,第一密封针的锥形端或第二密封针的锥形端包括尖 头。在上述方法的一些实施例中,第一密封针的锥形端部或第二密封针的锥形端部为截头 圆锥形。 在上述方法的一些实施例中,第一喷嘴的锥形内表面具有第一锥角并且第一密封 针的锥形端具有第二锥角;其中所述第二锥角等于或小于所述第一锥角;或所述第二喷嘴 的锥形内表面具有第三锥角并且所述第二密封针的锥形端具有第四锥角;其中所述第四锥 角与所述第四锥角等于或小于所述第三锥角。在一些实施例中,第四锥角约为60°或更小。 在上述方法的一些实施例中,第二锥角或第四锥角约为45°或更小。在上述方法的一些实施 例中,第一锥角与第二锥角的比率或第三锥角与第四锥角的比率约为1:1至约4:1。在上述 方法的一些实施例中,第一挤出口或第二挤出口具有约0.1mm至约1mm的直径。在上述方法 的一些实施例中,第一密封针的锥形端或第二密封针的锥形端具有约0.2至约3.0mm的最大 直径。 在上述方法的一些实施例中,第一材料或第二材料具有约100Pa·s或更高的粘 度。 在上述方法的一些实施例中,产品或药物剂型以分批模式制造。在上述方法的一 些实施例中,产品或药物剂型以连续模式制造。 本发明还提供根据上述任何一种方法制备的产品或药物剂型。 附图说明 图1示出了本发明通过增材制造来打印材料的装置的示例性实施例。 图2A示出了本发明通过增材制造打印材料的示例性装置的横截面图。图2B示出了 图1所示装置的打印头的放大视图。如图2A所示,密封针处于关闭位置并与喷嘴的内表面接 合。虽然图2A示出了气动致动器,还可以使用电动致动器(例如,线性步进电机致动器)。电 动致动器可以将密封针定位在关闭位置和最大打开位置之间的打开位置,例如具有选定打 开距离的位置。 图3A示出具有尖头的密封针的锥形端。图3B示出了具有截头圆锥形顶端的密封针 的锥形端部。图3C显示了喷嘴内表面的锥形。 图4示出了密封针以及连接到密封针以驱动密封针的气动致动器的部件的爆炸 图。 图5A示出了示例性装置的纵向截面图,图5B示出了平面“A-A”处的示例性装置的 横截面视图,图5C显示了示例性装置的侧视图。虽然图5A-5C示出了气动致动器,可以使用 电动致动器(例如,线性步进电机致动器)。电动致动器可以将密封针定位在关闭位置和最 大打开位置之间的打开位置,例如具有选定打开距离的位置。 图6示出了本发明所述的设备的另一个示例性实施例。 图7示出了包括三个供料模块的示例性装置的一部分,每个供料模块具有不同的 打印头。 10 CN 111587175 A 说 明 书 6/30 页











