
技术摘要:
本发明涉及一种熔模铸造工艺浇道树的组装方法,包括以下步骤:提供烫刀,使用蜡料制成主浇道、斜撑浇道和内浇道,先利用刀体在斜撑浇道的两端切削出在空间上相垂直的首端面和末端面;提供基准平台并使主浇道固定于基准平台上;将刀体加热,通过刀体先使内浇道与蜡模件 全部
背景技术:
近年来,机械装备制造业快速发展,人们设计制造了各种各样的机械装备,以方便 人们的生产、生活等各种活动,机械装备是由各个不同形状、大小及功能的零部件组成的, 这些各种不同的机械零部件一般需要使用不同的加工制造方法成型,铸造成型是目前机械 制造加工的重要工艺方法,一般使用金属材料制成模具,再向模具中浇铸铸件原料,随着技 术的发展,人们对机械零部件的制造精度的要求日益提高,铸造工艺可成型很多外形十分 复杂的机械零部件的加工,这就对使用的铸造模具上相应的零部件的制造精度和形状轮廓 精度均提出了更高的要求,现有技术中,在熔模铸造工艺过程中,首先要根据产品形状制备 蜡模件,再制备相应浇道装置,将蜡模件与浇道装置连接起来,再通过浇道装置浇注熔炼为 液状的合金材料,从而获得铸件,现有的浇道装置一般包括主浇道、直浇道、内浇道等,当在 组装一种树状浇道树时,浇道树一般包括主浇道和若干斜撑浇道,当将斜撑浇道的一端粘 接于主浇道上时,往往斜撑浇道的另一端极易出现倾斜,影响了浇道树的组装质量和铸造 工艺生产进度。
技术实现要素:
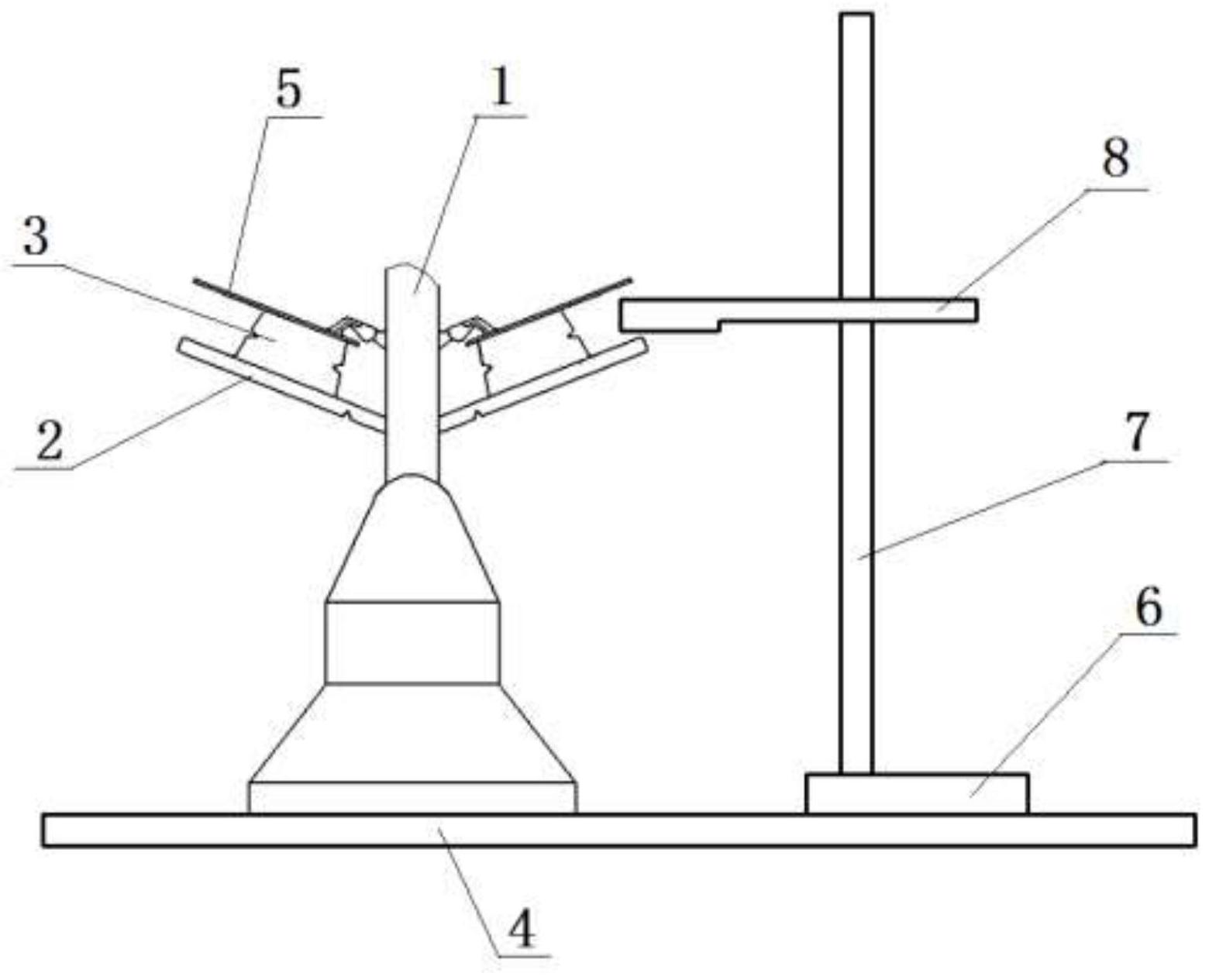
为解决上述技术问题,本发明提供了一种熔模铸造工艺浇道树的组装方法。 本发明提供了一种熔模铸造工艺浇道树的组装方法,包括以下步骤: 步骤一:提供烫刀,所述烫刀包括刀体,使用蜡料制成主浇道、斜撑浇道和内浇道, 所述斜撑浇道为长杆状,先利用刀体在斜撑浇道的一端切削出与所述斜撑浇道长度方向相 交成倾角α的首端面,再利用刀体在斜撑浇道的另一端切削出与所述斜撑浇道长度方向相 交成倾角β的末端面,其中,α β=90°; 步骤二:提供基准平台,先使所述主浇道的一端固定于基准平台上,所述主浇道的 另一端沿竖直方向向上延伸; 步骤三:将所述刀体加热至适当温度,通过刀体使待粘接处蜡料熔化,先使所述内 浇道与蜡模件粘接在一起,再使所述首端面粘接于所述主浇道上,并使所述末端面与水平 面平行; 步骤四:通过刀体使待粘接处蜡料熔化,再将所述内浇道连同蜡模件粘接于所述 斜撑浇道上,制得浇道树。 所述熔模铸造工艺浇道树的组装方法还包括以下步骤: 在进行步骤四之前,提供高度尺,所述高度尺包括尺座,所述尺座上固定连接有主 尺,所述主尺上套装有可移动的滑尺,当将所述首端面粘接于所述主浇道上以后,将尺座放 置于所述基准平台上,移动滑尺使其与所述末端面并拢,当所述滑尺与末端面之间无间隙 时,再进行步骤四。 3 CN 111590028 A 说 明 书 2/3 页 所述刀体的材质是不锈钢。 所述斜撑浇道横断面为圆形。 所述倾角α的范围是15°~20°。 步骤二中所述基准平台的材质是金属。 所述斜撑浇道的数量为多个,多个斜撑浇道围绕所述主浇道轴向均匀阵列布置。 所述斜撑浇道的数量为2个。 所述烫刀可采用电烙铁代替。 本发明的有益效果在于:采用本发明的技术方案,通过预先在斜撑浇道的两端切 削出在空间上相互垂直的首端面和末端面,为使斜撑浇道正确地粘接于主浇道上奠定了基 础,减少了组装误差,为提升铸件铸造质量奠定了基础,另外,本发明还通过应用高度尺对 斜撑浇道粘接后的形态进行检测,以便及时修正粘接过程中出现的偏差,保证浇道树粘接 质量。 附图说明 图1是本发明熔模铸造工艺浇道树的结构示意图。 图中:1-主浇道,2-斜撑浇道,3-内浇道,4-基准平台,5-蜡模件,6-尺座,7-主尺, 8-滑尺。











