
技术摘要:
本发明涉及一种抽真空平压装置,包括机箱,其特征在于,所述机箱前后无侧壁,所述机箱四角还设置有导向杆,所述导向杆中部设置有隔板将机箱分为两层,分别为上面的合模层以及下面的平压层,所述平压层设置有供产品经过的通道,还包括设置在通道一侧的模座、设置在通道 全部
背景技术:
在纽扣电池盖帽的加工过程中,盖帽压平是一道重要工序,它的工艺好坏直接影 响盖帽的纽扣电池的质量;现有的盖帽平压装置在下压时直接一次成型压盖帽,导致纽扣 电池合盖不严、氧化严重,影响产品的合格率,并且需要人工将纽扣电池装入模座中,费时 费力、产能低下。
技术实现要素:
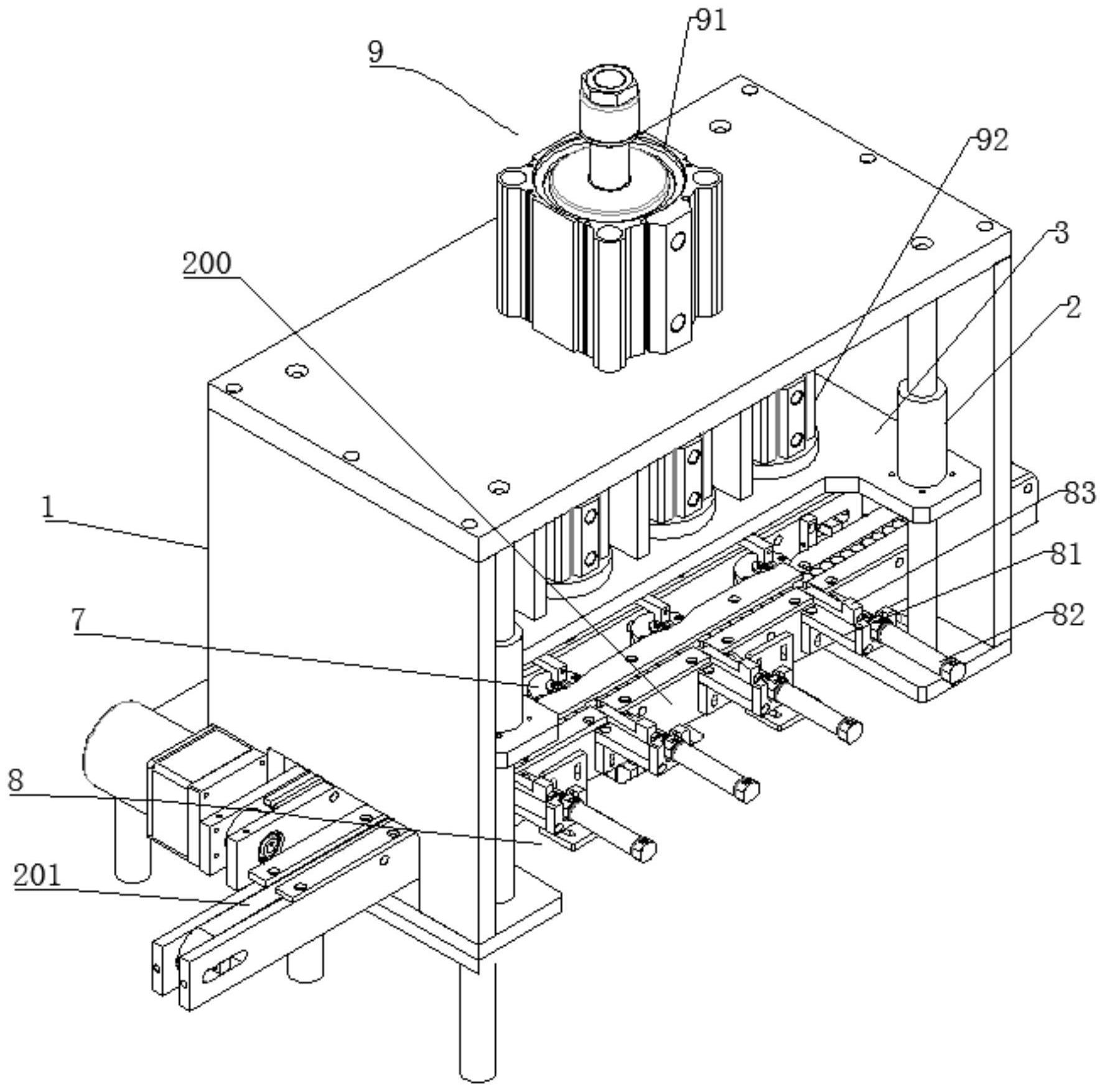
鉴于上述问题,本发明的目的在于提供一种抽真空平压装置,解决现有技术中合 盖不严、氧化严重、产能低下、合格率低的问题 为实现上述目的,本发明提供了一种抽真空平压装置,包括机箱,所述机箱前后无 侧壁,所述机箱四角还设置有导向杆,所述导向杆中部设置有隔板将机箱分为两层,分别为 上面的合模层以及下面的平压层,所述平压层设置有供产品经过的通道,还包括设置在通 道一侧的模座、设置在通道另一侧将通道上的产品送入模座的送料装置、设置在模座上方 的下压装置; 所述送料装置包括设置在通道侧边的固定架Ⅰ、设置在固定架Ⅰ上的送料气缸、通 过送料气缸将产品送入模座的推料块; 所述下压装置包括设置在机箱上的下压合模气缸、对应模座设置在合模层内的平 压气缸,所述下压合模气缸通过合模连杆与隔板连接,所述隔板对应平压气缸开有通孔;所 述平压气缸底部设置为抽真空模腔。 作为本发明的一种改进,所述固定架Ⅰ上开有凹槽以支撑送料气缸,且固定架Ⅰ上 表面对应推料块还设置有滑轨。 作为本发明的一种改进,所述模座对应送料装置的另一侧还设置有出料装置。 作为本发明的一种改进,所述出料装置包括固定架Ⅱ、设置在固定架Ⅱ上的出料 气缸、设置在固定架Ⅱ上的移位机构,所述固定架Ⅱ与移位机构之间还设置有导杆和导轨 块;所述移位机构包括设置在导轨块上的Z形架,所述Z形架上端伸展部分设置有升降气缸, 所述Z形架中端对应升降气缸设置有移动架,所述升降气缸穿过Z形架与移动架连接,所述 移动架呈倒T形,且移动架下端朝模座方向设置有若干吸料装置。 作为本发明的一种改进,所述吸料装置末端为磁性吸头。 作为本发明的一种改进,所述吸料装置为真空吸附装置。 作为本发明的一种改进,所述通道上设置有输送台,所述传送台中部设置为传送 带。 作为本发明的一种改进,所述合模连杆为十字杆状,所述合模连杆横向延伸部分 与平压气缸连接、竖直部分与隔板连接。 3 CN 111589961 A 说 明 书 2/4 页 作为本发明的一种改进,所述模座包括固定在平压层的基座以及在基座上部开设 的用于容纳产品的模腔。 由上可知,应用本发明技术方案的有益效果如下: 第一,隔板被下压合模气缸带动沿着导向杆向下移动,同时带动平压气缸向下对 模腔进行合模密封作用,合好模后气缸开始对抽真空腔体以及模腔进行抽真空;再由平压 气缸下压将正极盖与负极盖压合到规定尺寸;送料装置则自动将通道上的产品送入模腔。 第二,滑轨、导杆以及导轨块使运动机构沿着轨迹运动,不会脱离轨道;出料装置 则在纽扣电池压盖完成后将其取出再放在传送装置上进行其他工序,其中移位机构则带动 吸料装置升降、远离或靠近模腔;吸料装置则在完成压盖后靠近模腔并将纽扣电池吸附住。 第三,磁性吸头安装使用简单;真空吸附装置平稳可靠;输送台和传送带在通道上 带动纽扣电池至模腔位置;十字杆状合模连杆使下压合模气缸和平压气缸下压时更平稳。 模腔利于与抽真空模腔形成密闭空间,以便抽真空。 综上所述,本发明一种抽真空平压装置通过两次下压且抽真空使得合盖严密、不 易氧化、产能增加、合格率提高。 附图说明 图1为本发明抽真空平压装置的结构示意图; 图2为图1的反面结构示意图; 图3为本发明抽真空平压装置的指示图; 图4为本发明抽真空平压装置的俯视图; 附图中标记为:1、机箱,2、导向杆,3、隔板,4、合模层,5、平压层,7、模座,8、送料装 置,9、下压装置,10、出料装置,71、基座,72、模腔,81、固定架Ⅰ,82、送料气缸,83、推料块, 91、下压合模气缸,92、平压气缸,93、合模连杆,94、抽真空模腔,101、固定架Ⅱ,102、出料气 缸,103、导杆,104、导轨块,,105、Z形架,106、升降气缸,107、移动架,108、吸料装置,200、输 送台,201、传送带。











