
技术摘要:
本发明公开了一种提升热轧层流冷却水阀响应速度的测试方法,采用将测试手柄直接连接到层冷水阀端子箱使层冷水阀模拟实际生产过程中的水阀逐一自动开、关,测试人员按照层冷水刚触到层冷辊道与层冷水完全关闭的时刻分别按下测试手柄,此时计算机会记录下水阀开关间隔时 全部
背景技术:
目前国内外钢铁企业的热轧生产线都要使用到层流冷却系统,其主要功能是根据 卷取设定的目标温度将精轧出口进行快速冷却,以达到目标设定值来保证带钢的产品性 能。 随着稀土钢板材厂热轧2250mm产量的提升,热轧产品质量也有了更高的要求,对 于生产的要求更是越来越高,钢种以及规格越来越复杂化,这就大大的增加了工艺的难度, 但这是基于市场形势而产生的工艺需求。所以,根据目前的市场形势而言,热轧企业的生产 更趋于复杂,难度也有所加大。特别是自生产管线钢等特殊钢种以来,卷曲温度的低温控制 对层流冷却水的水阀响应速度、水流分布、水压等要求更高、更精确。而当前热轧层流冷却 系统所使用的CTC控制模型的实现方式是:系统根据精轧出口温度及设定轧制速度预先设 定计算达到目标卷取温度所需的水量,再根据水量来计算确定开多少个水阀,在轧制过程 中会根据层冷中间测温点(MT)和卷取测温(CT)所测量的实际温度来及时调整层冷水阀的 开关,从而保证轧制带钢长度方向温度的整体均匀性。因此,层冷水阀的响应速度就格外重 要。在热轧生产过程中精轧轧制速度一般在2m/s-2.7m/s之间,如果层冷水阀开或关响应慢 1秒,就会出现2m-2.7m的带钢冷却、或冷却严重,这不仅会导致带钢整体冷却不均匀、部分 性能不合等问题,更会对CTC模型的自学习控制造成影响,造成后续轧制的带钢层冷温度控 制不准。当前,我厂现有的层冷系统存在层冷水阀开、关响应慢,无响应等问题,不同程度的 造成带钢冷却不及时、冷却不均匀等问题,从而导致带钢出现一系列板型质量、产品性能不 合等一系列质量问题。在轧线生产过程中多次发生由于带钢冷却不均匀造成卷取温度不达 标、带钢翘头、宽度方向冷却不均引起的板形不良等问题,尤其是卷取温度不达标会严重造 成产品钢结构性能不合格、影响客户使用,从而产生质量异议,损害我厂品牌信誉。因此,保 障产品质量就成为生产中的重中之重。
技术实现要素:
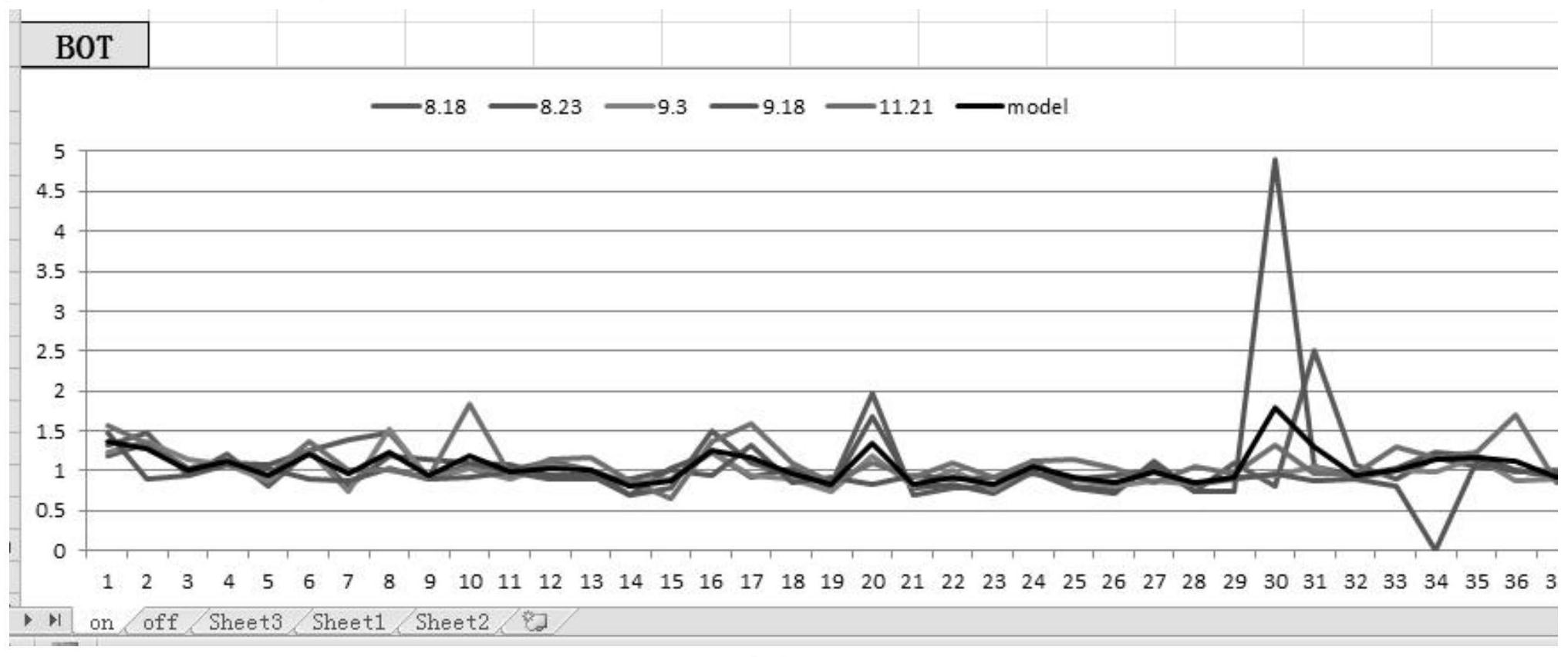
本发明通过提供一种提升热轧层流冷却水水阀响应速度的测试方法,解决了当前 仅靠秒表人工统计层冷水阀响应时间的生产难题及因层流冷却水水阀响应时间参差不齐、 甚至有无响应而导致的带钢卷取温度达标率低、带钢冷却不均而产生的浪形等技术问题, 实现了提高卷取温度命中率,提高产品质量,降低事故率的技术效果。 为解决上述技术问题,本发明采用如下技术方案: 一种提升热轧层流冷却水阀响应速度的测试方法,包括: S1、铺设线路,与层冷辊道水阀的端子箱进行线路连接,并将线路另一端连接到测 3 CN 111570538 A 说 明 书 2/3 页 试手柄; S2、在轧机二级操作画面中设置喷淋模式spray mode设置为自动Auto; S3、连接SPRAY喷淋服务器,开启VTEST_JOB程序监控,打开日志记录画面; S4、在以上步骤完成之后,两位测试人员就位,其中一位现场操作测试手柄,开始 测试后按着以下规则操作手柄,即水滴到辊道上按一次,最后一滴水消失按一次,水阀没有 反应不按。另一位操作计算机画面; S5、在计算机终端进行水阀连接状态测试,在计算机操作画面上点击OpenALL,若 看到层冷水水阀自全部打开,即连接状态正常; S6、正式开始测试,在计算机操作画面上点击Resp Test,可看到层冷水水阀按顺 序自动逐一开、关。现场操作人员按操作规则操作手柄,二级人员在计算机终端观察是否按 实际水阀开关顺序产生自动记录测试日志。若是,则测试正常;否则按步骤S5操作。 与现有技术相比,本发明的有益技术效果: 采用将测试手柄直接连接到层冷水阀端子箱使层冷水阀模拟实际生产过程中的 水阀逐一自动开、关,测试人员按照层冷水刚触到层冷辊道与层冷水完全关闭的时刻分别 按下测试手柄,此时计算机会记录下水阀开关间隔时间的日志,测试完成后进行集中统计, 计算出响应时间超限的水阀,并投入了水阀打分制度。此方法的投入减少了当前人工用秒 表统计水阀时间的误差,提升了统计效率及水阀维护周期,保证了水阀的状态。 附图说明 下面结合附图说明对本发明作进一步说明。 图1为测试结果数据整理结果 图2为层冷水阀开的响应时间计算结果 图3为层冷水阀关的响应时间计算结果 图4为近期5次(下喷开)测试结果与模型值分析比较图(截取部分图) 图5为近期5次(上喷关)测试结果与模型值分析比较图(截取部分图)。











