
技术摘要:
本发明公开了一种FPC主板贴合压合3D钢片的方法,包括:获取外部工厂辅助生产的3D钢片料带和FPC主板;调试吸附平台的料带卡口对应参数,将3D钢片料带传送通过料带卡口至吸附平台,并由吸附头吸取3D钢片;将吸取的3D钢片放置于FPC主板的对应粘贴位,通过吸附平台的热温使 全部
背景技术:
柔性板在安装时会因安装位置的需求进行贴合压合立体的加强板,常用的就是立 体钢片,因此也叫3D钢片。3D钢片与平面钢片在制作与贴合压合方式上都有很大差异。首 先,3D钢片形状异形,用常规的钢片补强机无法直接进行吸取与贴合;第二,3D钢片异形,钢 片与软板贴合都用热固胶较多,必须使用加热台面才能贴合;第三,由于钢片为立体结构, 在压合中需要防止3D钢片变形及压合过程偏位。 目前,前期对3D钢片的贴合压合操作无法实现自动化作业,只能选择手工贴合压 合,这样作业效率低,且钢片小贴合的准确度低,无法实现批量生产;在压合中由于钢片为 3D钢片形式有凹凸台阶位,假如整体压合也会使3D钢片被压平,且在压合中有移位的风险。 为了解决3D钢片自动贴合及压合、满足结合力要求也确保3D钢片不变形,需要针对以下方 面进行改进,包括:3D钢片来料进行设计、钢片自动贴合设备进行改造、压合设备结构改造 及参数调试。
技术实现要素:
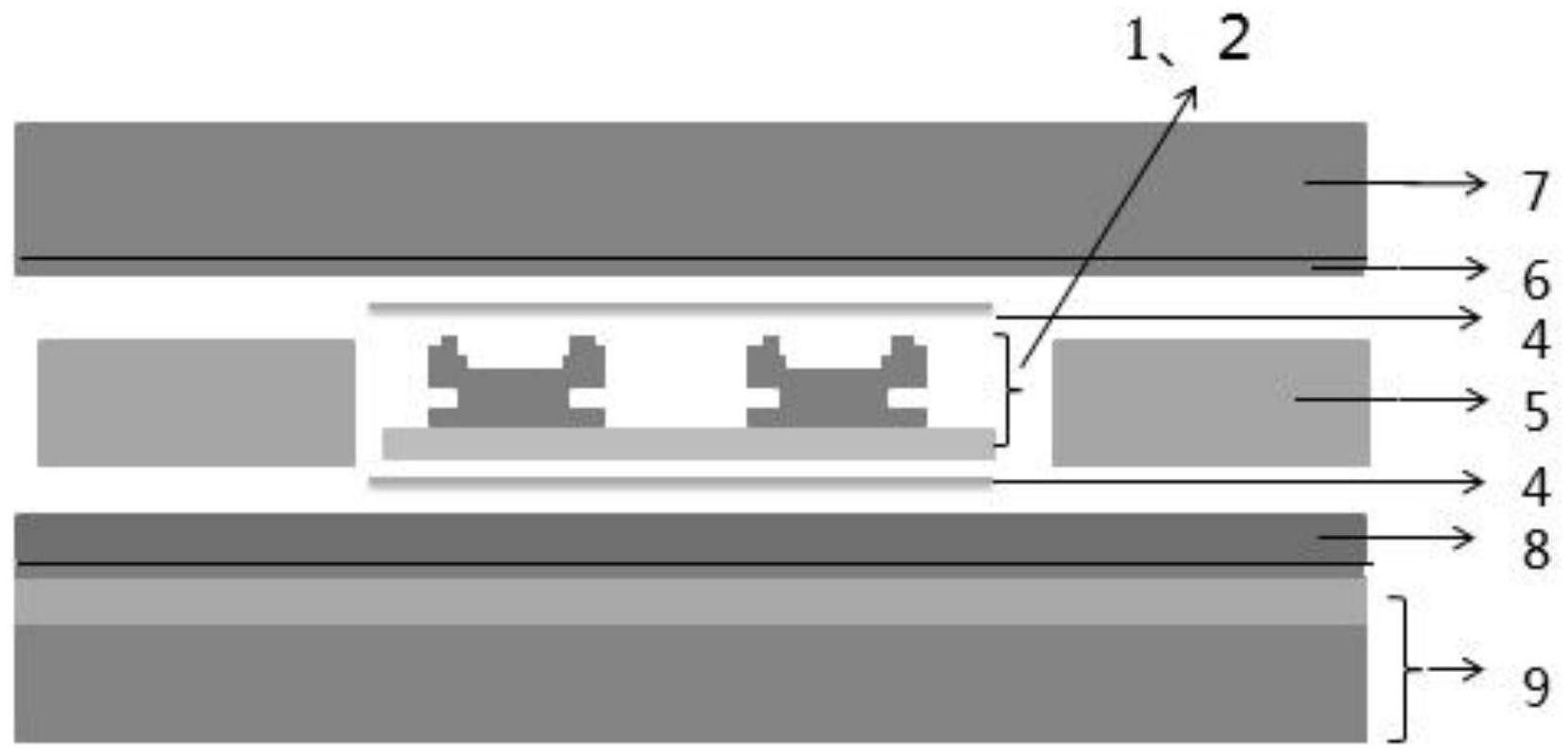
本发明的目的在于克服现有技术的不足,提供一种FPC主板贴合压合3D钢片的方 法和装置。 为实现上述目的,本发明采用以下技术方案:FPC主板贴合压合3D钢片的方法,包 括以下步骤: 获取外部工厂辅助生产的3D钢片料带和FPC主板,其中,所述3D钢片料带为3D钢片 嵌入料带卡槽后获得的3D钢片料带,所述3D钢片与FPC主板贴合表面附着热固胶,所述FPC 主板上设有用于容置3D钢片的对应粘贴位; 调试吸附平台的料带卡口的对应参数,将3D钢片料带传送通过料带卡口至吸附平 台,并由吸附平台的吸附头吸取3D钢片; 将吸取的3D钢片放置于FPC主板的对应粘贴位,通过吸附平台的热温使热固胶熔 融并将3D钢片与FPC主板粘贴在一起,人工逐一检测确认3D钢片与FPC主板的对应贴合位 置,对位准确后并通过处理器存储该对应贴合位置; 在整张FPC主板的所有对应贴合位置都确认准确后,进行整张FPC主板与3D钢片的 对位贴合,获得由3D钢片和FPC主板共同组成的半成品; 将半成品放置于快压机的工作平台,将治具放置于半成品两端,并在半成品上下 表面铺设离型膜; 设置快压机的压合参数,通过处理器存储的对应贴合位置对半成品进行压合,获 得FPC主板贴合压合3D钢片的成品。 4 CN 111615264 A 说 明 书 2/5 页 其进一步技术方案为,所述获取外部工厂辅助生产的3D钢片料带和FPC主板,其 中,所述3D钢片料带为3D钢片嵌入料带卡槽后获得的3D钢片料带,所述3D钢片与FPC主板贴 合表面附着热固胶,所述FPC主板上设有用于容置3D钢片的对应粘贴位的步骤中,所述3D钢 片为依据客户需求对应设计的非标零件,所述3D钢片与FPC主板接触面为平滑面,竖直方向 上部设有凹/凸结构位。 其进一步技术方案为,所述将吸取的3D钢片放置于FPC主板的对应粘贴位,通过吸 附平台的热温使热固胶熔融并将3D钢片与FPC主板粘贴在一起,人工逐一检测确认3D钢片 与FPC主板的对应贴合位置,对位准确后并通过处理器存储该对应贴合位置的步骤中,所述 对应贴合位置由产品MK点、对位边缘与3D钢片的外形以确定。 其进一步技术方案为,所述将半成品放置于快压机的工作平台,将治具放置于半 成品两端,并在半成品上下表面铺设离型膜的步骤中,所述治具厚度为FPC主板厚度与3D钢 片高度的和减去0.1mm。 其进一步技术方案为,所述设置快压机的压合参数,通过处理器存储的对应贴合 位置对半成品进行压合,获得FPC主板贴合压合3D钢片的成品的步骤中,所述压合参数为压 力值小于20kg且压合时长大于100秒的恒定压力。 FPC主板贴合压合3D钢片的装置,执行如前述的FPC主板贴合压合3D钢片的方法, 包括依次布设的吸附平台、处理器和快压机;所述吸附平台、所述处理器和所述快压机分别 两两电性连接,组成闭合的电控回路。 其进一步技术方案为,所述吸附平台配备有吸附头和料带卡口;所述料带卡口高 度及宽度可调,以调整供所述3D钢片料带通过;所述吸附头的头部设有一组吸气孔,所述吸 气孔的位置依据所述3D钢片外形进行设计。 其进一步技术方案为,所述处理器为电脑/控制主机/CPU/集成芯片电路。 本发明与现有技术相比的有益效果是:本发明提供的FPC主板贴合压合3D钢片的 方法,使得3D钢片由手工单件贴合变为机械自动吸取贴合,将3D钢片加工由单件手作变成 机器批量生产的现实;此种贴合压合方法既要将3D钢片与FPC主板间通过热固胶贴合压实, 又确保压合过程中3D钢片不变形、偏位,符合客户要求。 上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明技术手段,可 依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征及优点能够更明 显易懂,以下特举较佳实施例,详细说明如下。 附图说明 图1为本发明的FPC主板贴合压合3D钢片的方法流程图; 图2为3D钢片贴合FPC主板的结构示意图; 图3为改造后的吸附头的结构示意图; 图4为3D钢片压合FPC主板在快压机上的结构示意图。 附图标记 1、3D钢片;2、FPC主板;3、吸附头;31、吸气孔;4、离型膜;5、治具;6、锡铝箔;7、加热 钢板;8、绿硅胶;9、烧付铁板。 5 CN 111615264 A 说 明 书 3/5 页











