
技术摘要:
本发明涉及一种新型弯曲变形珠片绣花工艺。包括以下工艺步骤:(1)用模具,对珠片胚料带进行冲压,成为带有预留内孔的珠片盘带,珠片为平面形状;所述珠片胚料为热收缩聚酯薄膜,即:PETG复合膜;(2)采用绣花机,按照预先设计的图案,在饰品预定位置,将珠片盘带顶端的 全部
背景技术:
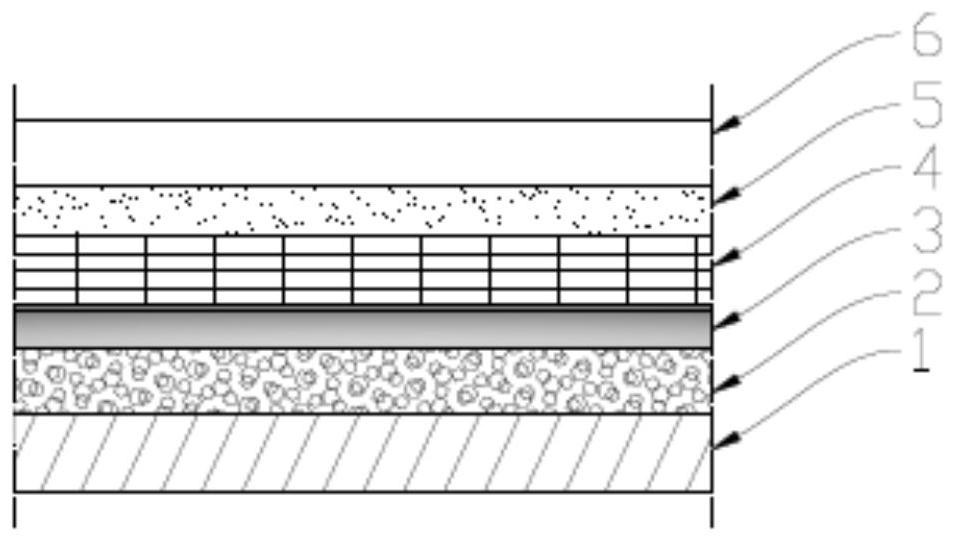
现有技术中,在饰品领域,存在装饰亮片和弯曲变形珠片两种。 所述装饰亮片有各种颜色,根据设计师的设计图案,将装饰亮片按设计图案绣于 饰品上,达到漂亮的装饰效果。装饰亮片工艺使用原始的带状基材缠绕在空盘片上,制作成 盘带,利用绣花机将其缝制于饰品表面,如图1所示。 所述弯曲变形珠片,是根据绣花工艺,将弯曲变形珠片绣饰于饰品上,利用光线的 反射差异,使饰品产生珠光宝气、耀眼夺目的效果,如图2、3a、3b和4所示;与上述装饰亮片 (图1)相比,由于弯曲变形珠片是三维立体绣在饰品上的,因此视觉上更具有灵动感。 但是,现有的弯曲变形珠片的绣花工艺,通常是将珠片先加温使其弯曲变形,后再 根据各种设计图案,绣于饰品上;弯曲变形的珠片构成的图案如图5所示。 现有的弯曲变形的珠片绣花工艺,由于其由以下层状结构构成:PET基膜1、涂布层 2、模压层3、镀铝层4、复合层5(参见图6)。且,上述层状结构的弯曲变形的珠绣片的生产工 艺为:首先,采用特殊的加温模具,将珠绣片带料进行冲压加工;然后,将已经变形的珠片 带,缠绕在盘片上制成盘带。最后,再通过绣花机,将其绣于饰品上。因此,上述先加温后绣 饰的生产工艺,存在下列缺点: 1)需要通过特殊高温模具,将珠片带料冲剪成弯曲珠片盘带, 2)由于模具的局限性,加热温度不均匀;所以容易造成珠片的弯曲程度不同,从而 影响视觉效果; 3)特殊高温模具存在烫伤操作工人的危险性,同时造价不菲; 4)由于弯曲变形珠片的弯曲程度不同,弯曲方向是任意的,且预留内孔由两种: (1)中心孔、(2)偏心孔;因此,在弯曲状态下,其孔位会产生移位;同时,由于盘片不能紧实 平整地缠绕在盘带上,致使绣花机无法准确绣固,从而降低生产效率和影响产品质量。
技术实现要素:
针对现有技术的缺点或不足,本发明提供一种能符合先绣饰再加温的弯曲变形珠 片,及采用该弯曲变形珠片的生产工艺。其目的是:既可以降低生产成本,又可以提高工作 效率、提高产品质量的弯曲变形珠片绣花工艺。 本发明是这样实现的:一种弯曲变形珠片绣花工艺,其步骤在于: (1)用模具,对珠片胚料带进行冲压,成为带有预留内孔的珠片盘带,珠片为平面 形状;所述珠片胚料为热收缩的聚酯薄膜,又称PETG复合膜; (2)采用绣花机,按照预先设计的图案,在饰品预定位置,将珠片盘带顶端的一个 珠片绣固在饰品上; (3)再将珠片盘带的后续盘带切断,返回至第(2)步,直至绣花完成; 3 CN 111593590 A 说 明 书 2/3 页 (4)通过热变形的方法,将绣花珠片装饰一次性全部变形弯曲,温度范围控制在60 ℃~90℃。 上述步骤(1)中,所述PETG复合膜的层状结构为:PET基膜1、涂布层2、模压层3、镀 铝层4、复合层5和复合收缩膜6依次重叠; 上述步骤(1)中,所述珠片盘带为圆形珠片带、方形珠片带、菱形珠片带、星形珠片 带、花朵型珠片带等。 上述步骤(2)中,所述绣固是指绣花机按照程序设置,将线通过珠片带上预留内 孔,将平面珠片带绣在饰品上。 本发明的优点在于:与现有技术相比,弯曲变形珠片绣花工艺具有特殊的优势。首 先,本工艺采用常温的模具冲剪珠片带,常温模具一般价格相对便宜,相比现有工序必须使 用特殊的高温模具冲压珠片带,生产成本降低了,同时也可以保障操作工人的安全;其次, 本工艺在将珠片缝制于饰品时,是均匀整齐的平面珠片盘带形式,珠片在平片状态下,具有 很好的加工性能,不会产生漏针跳线现象;相比现有工艺,本工艺减少了绣花机的漏针概 率,降低返工率,提高了产品质量;最后本工艺最终步骤采用珠片一次性加热变形技术使珠 片弯曲变形,温度易控制,最终能够形成均匀的弯曲变形珠片,从而呈现出流光溢彩的三维 立体视觉效果。本工艺不仅简化了现有工序,降低了生产成本,而且提高了生产效率。 附图说明 图1是现有的装饰亮片平面效果图; 图2是现有弯曲变形珠片绣品平面图; 图3是弯曲变形珠片示意图和剖视图; 图4是弯曲变形珠片弧面多点反射示意图(实心箭头为输入光,空心箭头为反射 光) 图5是现有的弯曲变形珠片绣花图; 图6是现有的PET结构示意图; 图7是本发明的弯曲变形珠片的PETG结构示意图











