
技术摘要:
本发明公开了一种机器人去毛刺最优工艺参数选择方法与系统,以浮动主轴的转速S、进给速度f、浮动力F作为实验变量,设计实验方案,结合工件去毛刺后测量的倒角宽度L和粗糙度Ra,构建数据集,采用K‑fold交叉验证方法,完成多输入多输出的高斯过程回归模型的训练,利用已 全部
背景技术:
工业机器人普遍应用于去毛刺,焊接,喷涂等领域。由于毛刺形状不一,尺寸较小 等原因,工业界常采用气驱动的浮动主轴来去毛刺,浮动主轴具有某一方向的柔顺性,可以 补偿工件定位误差,形状误差等带来的误差。但是气驱动的浮动主轴往往无法得知某一气 压下对应的工作转速和浮动力,而且去毛刺加工无法通过精确的数值计算来建立工艺参数 对去毛刺效果的数学关系,从而无法准确控制去毛刺的加工质量和效率。 传统的去毛刺工艺参数选择是通过人工设计大量的实验方案,获取大量的实验数 据来分析工艺参数的影响趋势,进而指导加工。当去毛刺工艺参数的范围较广,同时要求满 足不等式约束条件的情况下,传统方法无法快速准确地找到符合约束条件的最优工艺参数 组合。为了提高机器人去毛刺的加工质量,减少确定工艺参数需要的时间,使其满足工业需 求,对去毛刺的工艺参数进行快速优化选择就很有必要。 去毛刺工艺参数选择问题是一个典型的多目标优化问题。在此类问题中,能够直 接选择出一组工艺参数组合使得所有目标函数同时达到最大值或者最小值是不可能的。而 处理带约束条件的多目标优化问题的普遍方法是采用权值系数或罚函数的形式将多目标 问题转化为单目标问题进行求解。
技术实现要素:
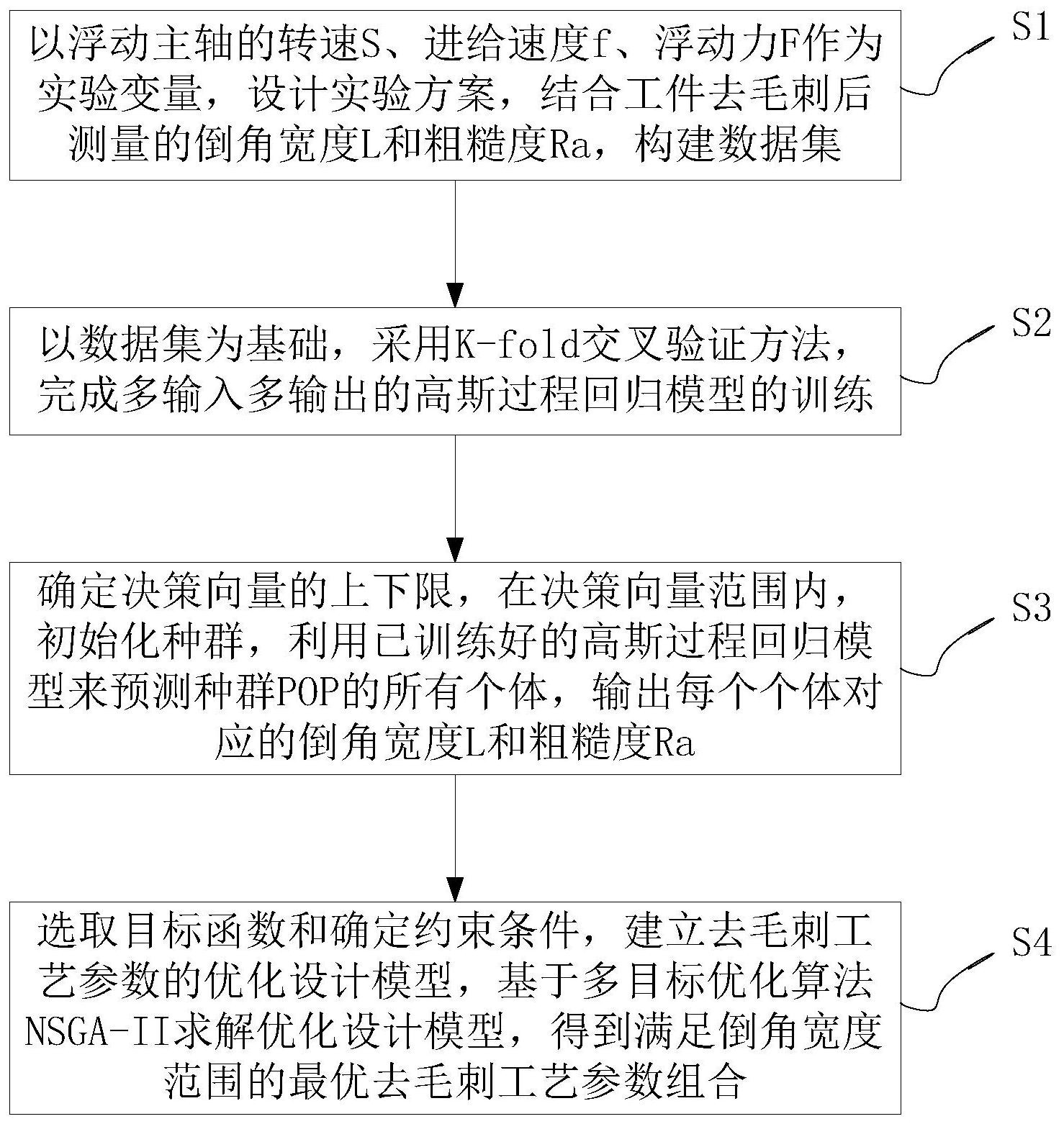
本发明要解决的技术问题在于针对现有技术中无法快速准确地确定去毛刺工艺 参数的缺陷,提供一种机器人浮动主轴去毛刺最优工艺参数选择方法和系统,对去毛刺的 工艺参数进行快速优化选择,减少确定工艺参数需要的时间,可以有效提高机器人去毛刺 的加工质量和效率。 本发明解决其技术问题所采用的技术方案是: 提供一种机器人去毛刺最优工艺参数选择方法,包括以下步骤: S1、以浮动主轴的转速S、进给速度f、浮动力F作为实验变量,设计实验方案,结合 工件去毛刺后测量的倒角宽度L和粗糙度Ra,构建数据集; S2、以数据集中浮动主轴的转速S、进给速度f、浮动力F作为模型输入,以倒角宽度 L和粗糙度Ra作为模型输出,采用K-fold交叉验证方法,完成多输入多输出的高斯过程回归 模型的训练; S3、确定决策向量的上下限,在决策向量范围内,初始化种群,利用已训练好的高 斯过程回归模型来预测种群POP的所有个体,输出每个个体对应的倒角宽度L和粗糙度Ra; S4、选取目标函数和确定约束条件,建立去毛刺工艺参数的优化设计模型,基于多 目标优化算法NSGA-II求解优化设计模型,得到满足倒角宽度范围的最优去毛刺工艺参数 4 CN 111597645 A 说 明 书 2/6 页 组合。 接上述技术方案,步骤S1中的设计实验方案是指基于最大最小准则下的拉丁超立 方抽样和正交实验的混合设计。 接上述技术方案,步骤S2中采用K-fold交叉验证方法,完成多输入多输出的高斯 过程回归模型的训练,包括以下步骤: S21、将步骤S1中构建的数据集随机分为K份,每次选取K-1份数据集作为训练数据 集,剩下的1份数据集作为测试数据集,完成K-fold数据划分; S22、以高斯过程的协方差函数组合来构建高斯过程回归模型的核函数,其组合方 式为高斯过程的平方指数协方差函数与线性协方差之和; S23、采用K-fold交叉验证方法,结合训练数据集和共轭梯度法对最小化负对数似 然函数进行求解,得到超参数,建立K个高斯过程回归模型集,并使用K个高斯过程回归模型 对测试数据集进行预测,计算每一个高斯过程回归模型所对应的模型均方差,并选取模型 均方差最小的高斯回归模型MODi,1≤i≤K,其对应的模型均方差为MSEi; S24、设定一个均方差阈值MSE_Min,如果步骤S23中获得的K个高斯过程回归模型 中的最小模型均方差MSEi大于均方差阈值MSE_Min,则跳转到步骤S21,否则输出最小均方 差MSEi对应的高斯回归模型MODi的超参数,完成高斯过程回归模型训练。 接上述技术方案,步骤S3中的种群POP的个体包括决策向量、目标向量和类别向 量,所述决策向量由转速S、进给速度f、浮动力F组成,所述目标向量由进给速度f、粗糙度Ra 组成,所述类别向量由倒角宽度L组成。 接上述技术方案,步骤S4中的目标函数为最大进给速度和最小粗糙度,约束条件 为倒角宽度工作范围[Lmin,Lmax]。 接上述技术方案,步骤S4中基于多目标优化算法NSGA-II求解优化设计模型,包括 以下步骤: S41、根据约束条件对种群POP中的个体进行快速非支配排序和拥挤度计算; S42、对完成排序等级和拥挤度计算的种群POP中个体进行选择生成父代种群,经 过父代种群的交叉和变异,生成子代种群,合并父代种群和子代种群中的个体,并对合并后 的种群中的个体进行快速非支配排序和拥挤度计算,选择排序等级靠前的个体组成精英种 群,完成一次迭代优化; S43、迭代次数加1,若迭代次数小于设定的种群迭代阈值,利用训练好的高斯过程 回归模型对步骤S42中的精英种群中的个体进行预测,然后跳转到步骤S41进行新一轮优 化,否则,迭代优化结束,输出精英种群中的所有个体,作为最优的工艺参数组合。 接上述技术方案,步骤S41中根据约束条件对种群POP中的个体进行快速非支配排 序和拥挤度计算是指: 首先,对种群POP中的个体进行分类,如果POP种群中个体的倒角宽度L在约束条件 限定的倒角宽度工作范围[Lmin ,Lmax]内,则该个体归类于理想种群,否则归类于非理想种 群; 其次,对理想种群的中的个体进行快速非支配排序和拥挤度计算,对非理想种群 中的个体的排序等级和拥挤度直接设定,其中排序等级设定为N i,N为种群的个体总数,i 为某个个体在种群中的序号,且1≤i≤N,拥挤度设定为 ∞。 5 CN 111597645 A 说 明 书 3/6 页 提供一种机器人去毛刺最优工艺参数选择系统,其特征在于,包括: 实验数据集构建模块,用于以浮动主轴的转速S、进给速度f、浮动力F作为实验变 量,设计实验方案,结合工件去毛刺后测量的倒角宽度L和粗糙度Ra,构建数据集; 模型训练模块,用于以数据集中浮动主轴的转速S、进给速度f、浮动力F作为模型 输入,以倒角宽度L和粗糙度Ra作为模型输出,采用K-fold交叉验证方法,完成多输入多输 出的高斯过程回归模型的训练; 个体预测模块,用于确定决策向量的上下限,在决策向量范围内,初始化种群,利 用已训练好的高斯过程回归模型来预测种群POP的所有个体,输出每个个体对应的倒角宽 度L和粗糙度Ra; 迭代优化模块,用于选取目标函数和确定约束条件,建立去毛刺工艺参数的优化 设计模型,基于多目标优化算法NSGA-II求解优化设计模型,得到满足倒角宽度范围的最优 去毛刺工艺参数组合。 提供一种计算机存储介质,其内存储有可被处理器执行的计算机程序,该计算机 程序执行上述中任一项所述机器人去毛刺最优工艺参数选择方法。 本发明产生的有益效果是:本发明提供一种机器人去毛刺最优工艺参数选择方法 与系统,以浮动主轴的转速S、进给速度f、浮动力F作为实验变量,设计实验方案,结合工件 去毛刺后测量的倒角宽度L和粗糙度Ra,构建数据集,采用K-fold交叉验证方法,完成多输 入多输出的高斯过程回归模型的训练,利用已训练好的高斯过程回归模型来预测种群POP 的所有个体,并基于多目标优化算法NSGA-II求解优化设计模型,得到满足倒角宽度范围的 最优去毛刺工艺参数组合。本发明通过少量的实验样本,快速选择出在要求的倒角宽度范 围内达到最大进给速度和最小粗糙度的目标条件的最优去毛刺工艺参数组合,有利于提高 去毛刺的加工质量和效率。 附图说明 下面将结合附图及实施例对本发明作进一步说明,附图中: 图1是本发明方法的总体实施流程图; 图2是本发明方法的高斯过程回归模型训练的流程图; 图3是本发明方法的求解优化设计模型的流程图; 图4是本发明具体实施例所求解出来的最佳去毛刺工艺参数对应的目标函数解 集。











