
技术摘要:
本发明公开了一种高合格率的自动智能化包装线,包括传送线;间隔分布于所述传送线上的多个加工工位,包括可上下翻折的底杆、设于底杆上的底板和两侧板、可上下动作的盖板、可前后动作的封尾部件、可上下动作的封头部件,包装盒置于上述底板、侧板、盖板围设成的空间内 全部
背景技术:
智能包装指通过检测包装食品的环境条件,提供在流通和储存期间包装食品品质 的信息。如时间-温度显示包装,新鲜度显示包装,包装泄露显示包装等。随着科技的发展, 智能包装线也在一步步的进入工业生产行业中,为生产提供了极大程度的便利。现有的盒 装饮品加工的智能包装线虽然能够满足对盒装的快速包装加工,但是其包装后的盒装两端 平整度较低,且生产效率也较为低下。
技术实现要素:
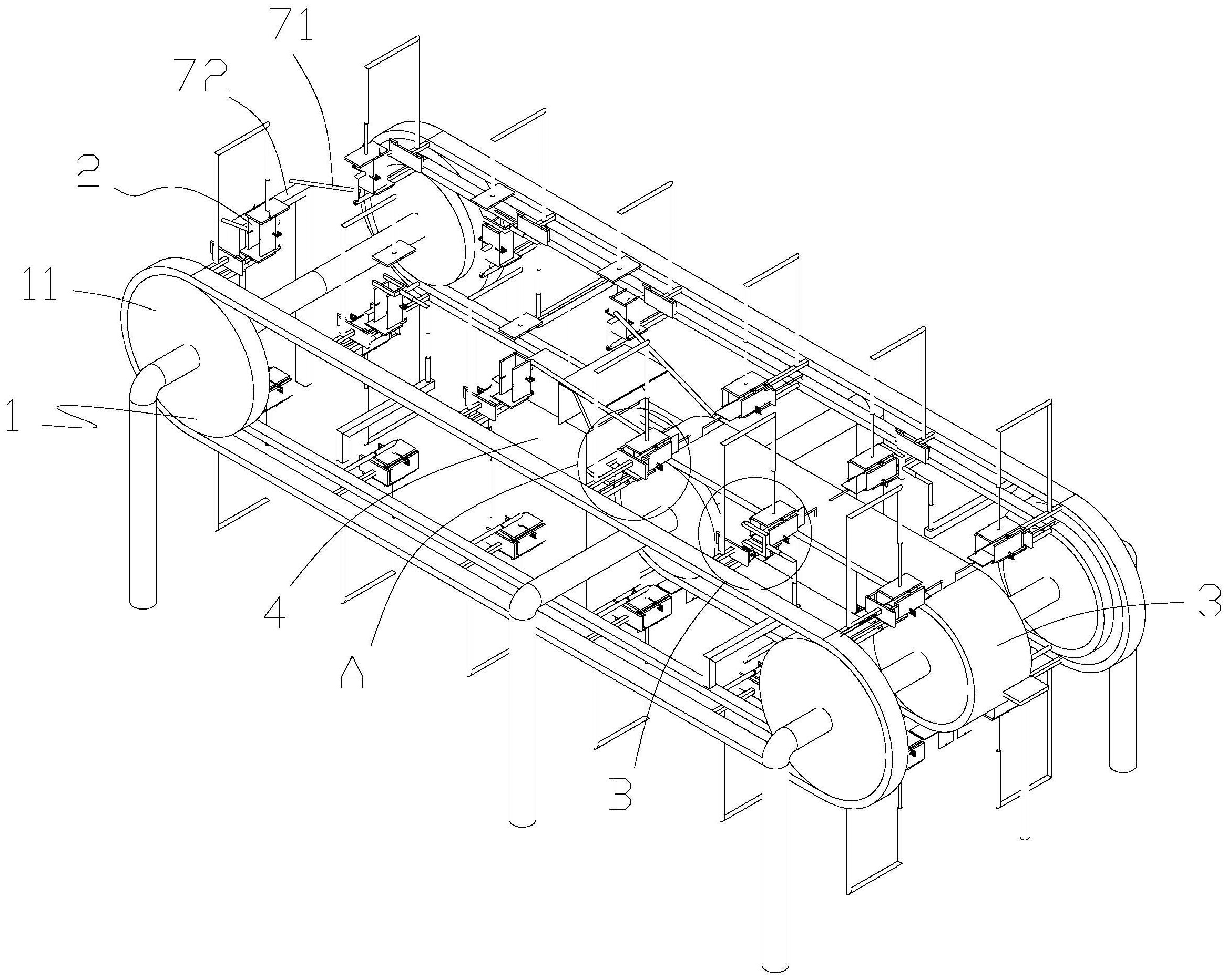
本发明为了克服现有技术的不足,提供一种包装加工后的产品质量高、加工效率 高的高合格率的自动智能化包装线。 为了实现上述目的,本发明采用以下技术方案:一种高合格率的自动智能化包装 线,包括 传送线; 间隔分布于所述传送线上的多个加工工位,包括可上下翻折的底杆、设于底杆上的底 板和两侧板、可上下动作的盖板、可前后动作的封尾部件、可上下动作的封头部件,包装盒 置于上述底板、侧板、盖板围设成的空间内; 加工支架,位于所述传送线侧部,其上间隔分布有多个与加工工位相配合的张紧定位 装置; 定位支架,位于所述加工支架侧部,其上设有与所述张紧定位装置相配合的抵触部件; 弯折驱动部件,设于该定位支架上,用于驱动所述底杆发生翻折; 弯折解除部件,用于将翻折后的底杆复位至原始状态。 本发明中纸盒在置入至加工工位内之后,可通过张紧定位装置伸入至其内对其进 行定位张紧,保证纸盒处于完全方正的程度,进而在进行封尾操作时,封尾处折叠后也能够 保证处于完全方正的状态,避免出现歪斜或褶皱等状态,提升产品质量;且整个加工在一个 传送线上实现,也就是说加工工位在传送线上进行位置移动的过程中即可完成对纸盒的各 项包装加工工作,相较于传统的多个设备独立工序加工的情况而言,加工效率得到明显提 升,且设备投入成本也得到极大程度的减小。 所述张紧定位装置包括张紧底板、可翻动的连接于张紧底板一侧上的第一张紧侧 板、可翻动的连接于张紧底板另一侧上的第二张紧侧板、设于张紧底板上对第一张紧侧板、 进行位置锁定的第一锁定部件和对第二张紧侧板、进行位置锁定的第二锁定部件及用于驱 动该张紧底板前后动作的液压杆;保证张紧状态的稳定性,避免出现位置移动或偏移的情 况。 所述第一锁定部件包括设于所述第一张紧侧板上的开口、设于该开口内的弹片、 4 CN 111591520 A 说 明 书 2/4 页 设于弹片端部的弯钩、设于张紧底板上的开口槽、设于该开口槽内的挡沿、可相对该开口槽 往复动作的活动杆及与该活动杆相连的弹簧,该活动杆外端伸出至所述张紧底板侧壁外; 该种结构下,当底板伸入至加工工位内时,活动杆将与侧板相抵触,在侧板的作用下被向内 挤压,解除弯钩与挡沿之间的钩连,进而张紧侧板再相对底板翻起,避免了底板以侧板已经 翻起的状态插入至加工工位内,使得插入更为顺畅,不会出现将盒子端部挤压变形的情况, 保证产品的质量。 所述传送线包括左右对称设置的两个输送带,所述加工支架为传送带,该传送带 的滚轮与输送带的滚轮为同轴设置,所述液压杆固设于该传动带上;所述定位支架包括的 分别对应该传动带的头部和尾部位置设置的前撑架和后撑架,所述抵触部件包括设于前撑 架上的抵触板、设于后撑架侧壁上的U型抵板;同轴设置保证了加工工位的移动速度与张紧 定位装置的移动速度保持一致,降低设备的故障率;其次,上述结构下,当张紧定位装置运 动至U型抵板所在位置时,第一张紧侧板将受到抵触和挤压,进而张紧定位装置在跟随传送 带继续移动的过程中,第一张紧侧板将自动翻动至盖回底板的位置上,张紧定位装置在跟 随传送带继续移动至抵触板所在位置后,第二张紧侧板将在抵触板的抵触下自动翻动至盖 回底板的位置,从而侧板的张开和收叠均无需设置动力源,保证设备的结构简单,能耗较 低;且由于未设置电气元件,进而也不会出现电气元件损坏使得张紧定位装置故障的情况, 延长设备的使用寿命。 所述弯折驱动部件包括固设于所述后撑架上部的承托架、设于承托架上的两抵触 杆及作用于该承托架上的加强件,该承托架为倒L型结构设置,所述抵触杆与该承托架端部 位置相连,抵触杆至少部分位于承托架的横板上部;所述加强件的一端与该承托架的竖板 相连,一端与所述后撑架固连,加强件与竖板之间为三角结构;所述抵触杆为由下至上倾斜 设置同时由内向外倾斜设置;上述结构下,由于抵触杆并未整根固定在承托架上,从而抵触 杆能够在对于弯折杆配合时具备一定的形变能力,避免出现特殊情况时抵触杆被折断;承 托架为L型结构设置,同样具有一定的形变能力,进一步降低抵触杆出现损坏的可能;其 次,,由于抵触杆还有部分是位于承托架上部的,进而当抵触杆出现过度形变时,其将会抵 触至承托架上,保证抵触杆出现的形变不会造成抵触杆无法驱动弯折杆弯折的状态,降低 设备的故障率。 所述弯折解除部件包括对应设于所述传送线尾部位置的两解锁杆和用于对两解 锁件进行制成的连接架,该解锁杆的尾部与该连接架相连;所述解锁杆为由上至下倾斜设 置同时由外向内倾斜设置;提高解锁杆的形变工件,降低抵触杆折断的可能。 所述后撑架上还设有灌装装置,该灌装装置包括存料箱、与该存料箱相连的导料 管、设于导料管上端注料头及设于导料管上的抽料泵,所述注料头的位置对应于所述加工 工位所在的位置设置;灌装与纸盒成型同步进行,加工效率高。 所述封尾部件包括可往复动作的热封夹臂、可前后动作的推板、可转动的设于推 板上的上拨件及用于驱动拨件转动的马达,所述拨件为L型结构设置;将热封和折叠操作同 步进行,结构简单,便于实现,加工效率高。 所述盖板两侧上分别设有定位钩件,所述两侧板上分别设有与定位钩件相配合的 插口,且该定位钩件和插口的横截面均为梯形结构设置;保证盖板与侧板之间在盖合时具 有位置定位,降低盖板偏移的可能,提升盒子的加工质量。 5 CN 111591520 A 说 明 书 3/4 页 本发明可通过张紧定位装置伸入至其内对其进行定位张紧,避免产品出现歪斜或 褶皱等状态,提升产品质量;且整个加工在一个传送线上实现加工效率得到明显提升,且设 备投入成本也得到极大程度的减小。 附图说明 图1为本发明的结构示意图。 图2为本发明的仰视图。 图3为本发明的侧视图。 图4为本发明的张紧定位装置的结构示意图。 图5为图4中A处的放大图。 图6为图4中B处的放大图。 图7为图1中A处的放大图。 图8为图1中B处的放大图。 图9为本发明中弯折驱动部件的结构示意图。











