
技术摘要:
本发明提供可以通过光压印以良好的精度将紫外线固化性组合物成型的模具的制造方法。本发明的模具的制造方法是用于紫外线固化性组合物的成型的、由弹性体制成的模具的制造方法,该方法包括:通过考虑了紫外线固化性组合物的固化收缩[1]和伴随着该固化收缩的模具的变形[2 全部
背景技术:
压印(imprint)是能够利用非常简单的工艺将纳米尺寸的图案进行转印的微细加 工技术。由于利用压印时能够以低成本实现量产,因此,已在半导体设备、光学构件等多方 面被付诸实用。 例如,微镜阵列是由多个边长为100~1000μm的四棱柱、四棱锥的立体形状排列成 格子状而成的光学构件,由于是将上述立体形状的四个侧面中的相邻两个侧面用作正交 镜,因此要求准确的角度和高的平面性(即高的面精度)。 压印包括转印至热塑性组合物的热压印、和转印至紫外线固化性组合物的光压 印。特别是在微镜阵列这样的要求转印精度的领域,要求凝固或者固化时的形状变化(膨胀 或收缩)小。 热塑性组合物的形状变化非常小,因此,使用热塑性组合物的热压印虽在转印性 的方面优异,但存在凝固需要长时间、作业效率差、由于要利用金属制的模具因而成本高的 问题。 另一方面,紫外线固化性组合物由于可以利用塑模等树脂制模具,因此是经济的。 另外,由于具有快速固化性,因此作业效率也良好。然而,其固化收缩率大,在期望高精度的 三维转印形状的情况下存在问题。另外,为了抑制紫外线固化性组合物的固化收缩率,已针 对组成进行了各种研究,但其仍存在限度。 专利文献1中,关于用于通过压印法将树脂成型而形成布线图案的模具,记载了可 以通过特定的函数来补正由树脂的收缩引起的线宽的减少。 现有技术文献 专利文献 专利文献1:日本特开2012-183692号公报
技术实现要素:
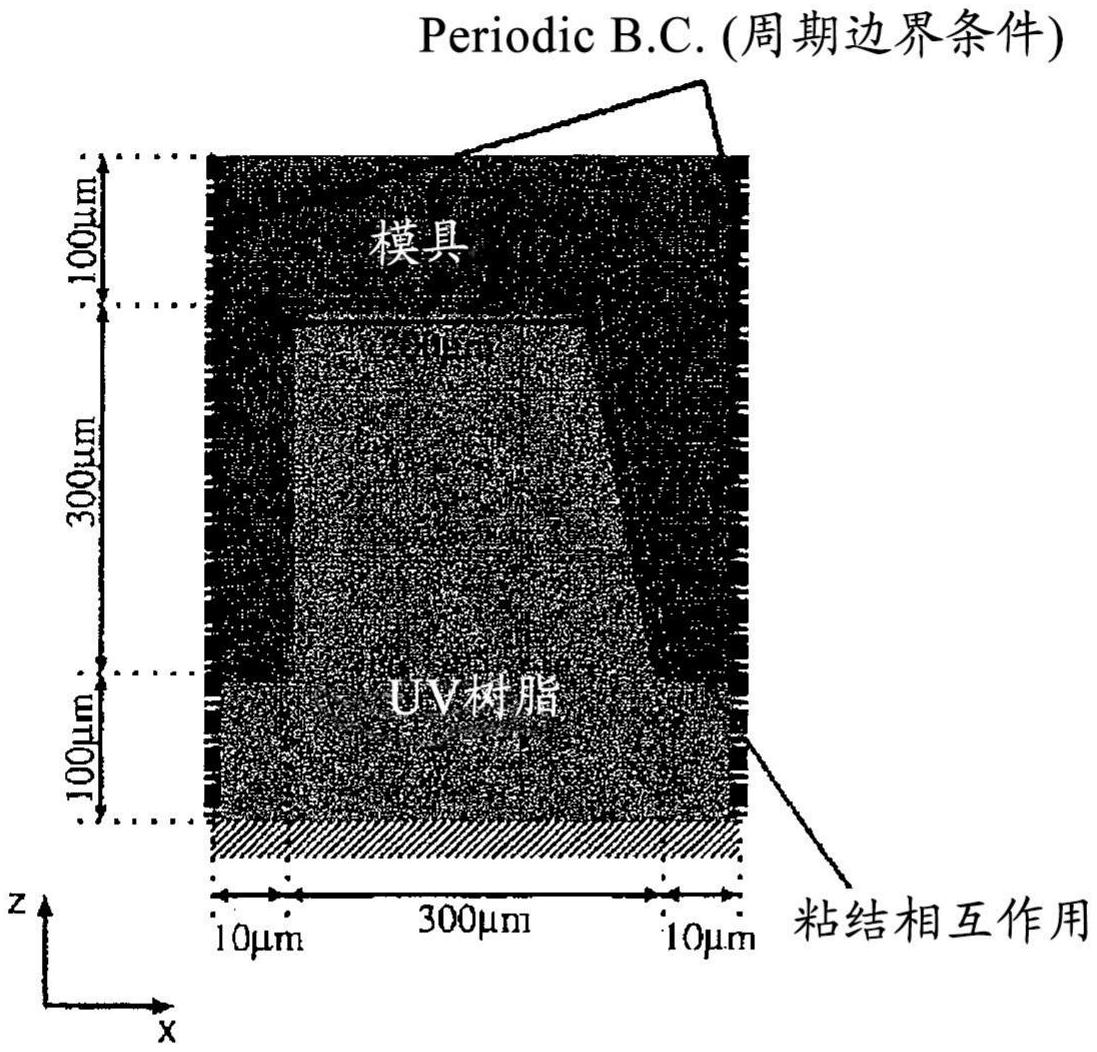
发明所要解决的问题 然而,已知在专利文献1中,未对布线的侧面的弯曲进行研究,即使使用利用上述 函数进行了补正的模具,也会在得到的布线图案的侧面发生弯曲,面精度低。 因此,本发明的目的在于提供能够通过光压印而以良好的精度将紫外线固化性组 合物成型的模具(mold)的制造方法。 3 CN 111741840 A 说 明 书 2/13 页 本发明的其它目的在于提供能够切实地制造形状精度优异(特别是面精度优异) 的成型体的模具。 本发明的其它目的在于提供使用上述模具制造由紫外线固化性组合物的固化物 制成的高精度(特别是面精度优异)的成型体的方法。 本发明的其它目的在于提供由紫外线固化性组合物的固化物制成的高精度(特别 是面精度优异)的成型体。 本发明的其它目的在于提供可以准确地预测紫外线固化性组合物的固化收缩、和 伴随着该固化收缩的模具的变形的模拟装置。 本发明的其它目的在于提供用于切实地制造形状精度优异(特别是面精度优异) 的成型体的模具的制造装置。 本发明的其它目的在于提供可以制造由紫外线固化性组合物的固化物形成的高 精度(特别是面精度优异)的成型体的成型体的制造装置。 解决问题的方法 本发明人们为了解决上述问题而进行了深入研究,结果发现,在使用模具进行光 压印成型的情况下,固化时模具与紫外线固化性组合物会发生密合。并且发现,随着固化反 应的进行,填充于模具的紫外线固化性组合物的硬度会逐渐增加,最终变得比模具更硬,因 而,具有弹性的模具追随着密合于模具壁面的固化物的变形而变形,进而,模具的变形转印 至固化物,由此导致所得成型体的侧面发生弯曲、面精度变低。 进而发现,在为了提高成型体的面精度,预先考虑紫外线固化性组合物的固化收 缩和伴随着该固化收缩的模具的变形而以补偿上述变形的方式来设计模具,并使用按照该 设计制造的模具、通过压印法将紫外线固化性组合物成型时,可以以高精度、良好的效率、 并廉价地制造面精度优异、且具有期望的形状的成型体。本发明是基于这些见解而完成的。 即,本发明提供一种模具的制造方法,其是用于紫外线固化性组合物的成型的、由 弹性体制成的模具的制造方法,该方法包括:通过考虑了紫外线固化性组合物的固化收缩 [1]和伴随着该固化收缩的模具的变形[2]的有限元分析法,对伴随着紫外线固化性组合物 的固化的变形进行模拟,并基于此对模具进行设计。 另外,本发明提供上述的模具的制造方法,其中,将紫外线固化性组合物的固化收 缩[1]替换成伴随着热粘弹性体的冷却的收缩,并根据热粘弹性体的热膨胀系数、和伴随着 冷却的粘性缓和时间的增加进行模型化。 另外,本发明提供上述的模具的制造方法,其中,基于超弹性体对模具的变形[2] 进行模型化。 另外,本发明提供一种模具,其是通过上述的模具的制造方法而得到的。 另外,本发明提供一种成型体的制造方法,该方法包括:经由通过上述的模具的制 造方法制造模具,并利用得到的模具将紫外线固化性组合物成型的工序,得到由上述紫外 线固化性组合物的固化物形成的成型体。 另外,本发明提供上述的成型体的制造方法,其中,成型体为微镜阵列。 另外,本发明提供一种成型体,其是通过上述的成型体的制造方法而得到的。 另外,本发明提供一种模拟装置,其通过考虑了紫外线固化性组合物的固化收缩 [1]和伴随着该固化收缩的模具的变形[2]的有限元分析法,对伴随着紫外线固化性组合物 4 CN 111741840 A 说 明 书 3/13 页 的固化的变形进行模拟。 另外,本发明提供一种模具的制造装置,其是用于紫外线固化性组合物的成型的 模具的制造装置,该装置通过考虑了紫外线固化性组合物的固化收缩[1]和伴随着该固化 收缩的模具的变形[2]的有限元分析法,对伴随着紫外线固化性组合物的固化的变形进行 模拟,并基于此对模具进行设计、制造。 另外,本发明提供一种成型体的制造装置,其是使用模具将紫外线固化性组合物 成型的装置,所述模具是通过考虑了所述紫外线固化性组合物的固化收缩[1]和伴随着该 固化收缩的模具的变形[2]的有限元分析法,对伴随着紫外线固化性组合物的固化的变形 进行模拟,并基于此而设计、制造的模具。 发明的效果 根据本发明的模具的制造方法,对于以往需要重复进行试验而耗费巨大的时间、 成本来进行的模具的设计,通过利用模拟来预测变形、并在设计中反映出必要的补正,可实 现更加迅速、切实地进行。详细而言,通过将紫外线固化性组合物视为热粘弹性体进行分 析,并将紫外线固化性组合物的固化和收缩(以下有时称为“固化行为”)分别替换为热粘弹 性体的由冷却引起的收缩和凝固(以下有时称为“凝固行为”)而进行模型化,由此可以定量 地再现伴随着紫外线固化性组合物的固化行为而发生的模具的变形、例如侧面的弯曲,从 而能够预先考虑弯曲而将模具形状最优化。 另外,通过本发明的模具的制造方法而得到的模具,具有被补正为能够抵消所预 测的变形的形状,因此,使用该模具时,能够效率良好且廉价地获得形状精度优异、特别是 面精度优异的成型体。 因此,通过本发明的模具的制造方法得到的模具可以适宜用于通过光压印制造微 镜阵列等光学构件、半导体的平版印刷、聚合物MEMS、平板筛、全息图、波导、精密机械部件 等要求高面精度的微细结构物的用途。 附图说明 图1是示出利用一般化Maxwell模型的剪切方向的粘弹性的示意图。 图2是分析区域网格划分图(总节点数:12434、总单元数:7574),(2-a)是紫外线固 化性组合物部分,(2-b)是紫外线固化性组合物部分和模具部分。 图3是用与y轴垂直的平面切断三维有限元分析模型而成的二维剖面图。 图4是示出模具形状的最优化中的形状变更的方法的图。 图5是微镜阵列的剖面示意图。 图6是实验例1中得到的成型体的侧面的利用扫描型白光干涉显微镜观察到的3D 图。可知侧面发生了弯曲位移。 图7是示出通过有限元分析得到的脱模后的微镜侧面的弯曲位移的图。 图8是示出实施例1中得到的成型体在Step2的时刻t=50s时、在与y轴垂直的切断 面上的x方向位移的图。 图9是示出实施例1中得到的成型体在Step2的时刻t=100s时、在与y轴垂直的切 断面上的x方向位移的图。 图10是示出实施例2中得到的成型体在Step2的时刻t=100s时、在与y轴垂直的切 5 CN 111741840 A 说 明 书 4/13 页 断面上的x方向位移的图。 图11是示出实施例3中得到的成型体在Step2的时刻t=100s时、在与y轴垂直的截 面上的z轴方向位移的图(a)、示出与y轴垂直的截面上的y轴方向位移的图(b)、示出侧面的 y轴方向位移的图(c)。 图12是示出实施例4中得到的成型体在Step2的时刻t=100s时、在与y轴垂直的截 面上的z轴方向位移的图(a)、示出与y轴垂直的截面上的y轴方向位移的图(b)、示出侧面的 y轴方向位移的图(c)。 图13是示出实施例5中得到的成型体在Step2的时刻t=100s时、在与y轴垂直的截 面上的z轴方向位移的图(a)、示出与y轴垂直的截面上的y轴方向位移的图(b)、示出侧面的 y轴方向位移的图(c)。 图14是示出实施例6中的紫外线固化性组合物的紫外线照射后的时间与空隙变化 率的关系的图。 图15是示出实施例6中的紫外线固化性组合物的紫外线照射后的时间与剪切储能 模量的关系的图。 图16是示出实施例6中的紫外线固化性组合物的紫外线照射后的时间与剪切损耗 模量的关系的图。 图17是示出实施例6中的紫外线固化性组合物的温度与线性膨胀系数的关系的 图。 图18是示出实施例6中的紫外线固化性组合物在基准温度下的剪切储能模量主曲 线的图。 图19是示出实施例6中的紫外线固化性组合物在基准温度下的剪切损耗模量主曲 线的图。 图20是示出实施例6中的紫外线固化性组合物的平移因子与温度的关系的图。 图21是示出实施例6中的紫外线固化性组合物的以在基准温度下确定的Prony级 数表示的剪切储能模量主曲线的图。 图22是示出实施例6中的紫外线固化性组合物的以在基准温度下确定的Prony级 数表示的剪切损耗模量主曲线的图。 图23是示出实施例6中的紫外线固化性组合物在模具形状最优化前的分析结果中 的镜面的弯曲位移分布的图。 图24是示出利用旋转振动式流变仪的紫外线固化性组合物的物性测定实验的概 要的图。 符号说明 1 微镜阵列 2 立体图案 3 残膜层











