
技术摘要:
本发明提供了一种转向助力泵自动线轴承外卡压装工装,包括横置机构、推送机构、压装机构,推送机构用于将小卡簧推送至横置机构上,推送机构上通过推板安装块安装有轴卡推板,横置机构与轴卡料仓活动连接,横置机构左右两侧插入到轴卡料仓左右两侧槽中,压装机构通过安 全部
背景技术:
传统手工装压轴承外卡簧费时费力效率低,人工成本的不断提高,为配合自动线 提升自动化率,将轴承外卡工序更改为自动压装,并解决自动压装过程中小卡簧频繁卡滞 问题。
技术实现要素:
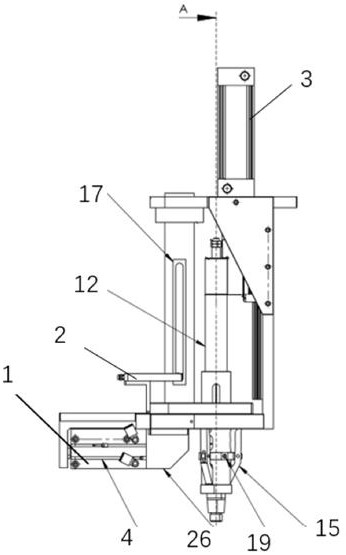
本发明提供了一种转向助力泵自动线轴承外卡压装工装,解决了现有技术中的上 述技术问题,具体技术方案如下:转向助力泵自动线轴承外卡压装工装,包括横置机构、推 送机构、压装机构,推送机构用于将小卡簧推送至横置机构上,推送机构上通过推板安装块 安装有轴卡推板,轴卡推板的头部为月牙凹形状,尾部通过两个螺钉孔可调节地固定在推 送机构上,以调整推送的长度,轴卡推板用于在推送机构的驱动下水平方向推送小卡簧,横 置机构与轴卡料仓活动连接,横置机构左右两侧插入到轴卡料仓左右两侧槽中,轴卡料仓 用于盛装小卡簧,横置机构垂直于轴卡料仓;压装机构通过安装立板在垂直方向进行上下 运动,压装机构与压杆通过固定装置和浮动接头固定连接,压杆在压装机构的驱动下进行 小卡簧的下压动作,轴卡冲套垂直穿过安装板,轴卡冲套内具有供压杆上下移动的腔体,轴 卡冲套下方连接有轴卡导套和导向套,轴卡导套和导向套用于轴承压装时小卡簧的导向进 入,轴卡冲套头部为分体式设计,通过连接螺母调整轴卡冲套的长度;轴卡导套的外围通过 卡爪安装套设置有卡爪,卡爪用于轴承与小卡簧压装时,定位轴卡导套; 横置机构下方安装有U型传感器安装架,用于感测轴卡推板的动作次数,推送机构的下 方安装有气缸驱动装置和气缸安装架,气缸驱动装置用以驱动推送机构的推动运动,气缸 被气缸固定板固定在压装机构的后面。 进一步地,腔体的顶部与压杆接触地设置有超高分子量聚乙烯滑块垫块。 进一步地,轴卡推板的头部为月牙凹形状,,轴卡推板全长为150mm,尾部通过两个 螺钉孔可调节地固定在推送机构上,以调整推送机构的长度。 进一步地,轴卡导套具有子弹头式仿形外体,头部直径为10mm,尾部外径为17mm, 尾部内径为13mm,中间过度段的截面为梯形结构。 进一步地,轴卡冲套头部为分体式设计,通过连接螺母调整轴卡冲套的长度。 附图说明 图1:转向助力泵自动线轴承外卡压装工装的侧视图; 图2:沿图1中的虚线A的剖视图; 图3:转向助力泵自动线轴承外卡压装工装的主视图; 3 CN 111546037 A 说 明 书 2/3 页 图4:转向助力泵自动线轴承外卡压装工装的俯视图; 图5:轴卡推板的示意图; 图6:轴卡冲套的示意图。











