
技术摘要:
本发明涉及汽车发动机缸盖加工领域,具体涉及一种汽车发动机缸盖加工用孔位校准装置及工作方法,包括推紧机构、横向旋转机构、转台、纵向旋转机构、安装架、升降机构、发动机缸盖、感应控制机构、定位台板和三个检测台板,三个检测台板上分别设置有检测头,该汽车发动 全部
背景技术:
缸盖安装在缸体的上面,从上部密封气缸并构成燃烧室。它经常与高温高压燃气 相接触,因此承受很大的热负荷和机械负荷。而发动机缸盖孔位的准确,对发动机组装时起 到了至关重要的作用,若孔位出现偏差,则需要将发动机缸盖取下进行重新加工,因此发动 机缸盖在加工完成后,往往需要对缸盖进行检测,而对发动缸盖进行检测,往往需要工人将 缸盖放置到相应的夹具上,再通过工人使用检测笔进行检测,或者放置在三坐标测量仪进 行检测,而通过该两种检测方法过程过于复杂,浪费了工人大量的工作时间。 我国专利申请号:CN201810330074.X;公开了一种汽车缸盖测量检具,包括盲孔与 通孔的检测,相对于传统的单面检测,提高了检测的效率,且扩大了孔的检测范围,提到了 检具的适用范围。 我国专利申请号:CN201721358321.4;公开了汽缸盖的孔位置度检具,本实用新型 通过设计制造出与汽缸盖的孔位置相对应的模板,同时将模板开设与汽缸盖轮廓相适配的 凹槽,当用模板进行检测时将模板盖放在汽缸盖上,正好汽缸盖顶部插入凹槽内,能够避免 在测量的过程中,模板的位置发生偏移而造成测量的准确度;并且能够简单快速的进行汽 缸盖孔位置的检测,避免了多次测量,能够提高检测效率。 该两个方案具有以下缺点: 1、第一个方案虽然能够对缸盖进行全自动检测,但未对缸盖进行夹紧,使得缸盖在进 行检测的过程中容易发生位移,进而影响检测效果,且需要对设备进行复杂的编程,增加了 设备的制造成本。 2、第二个方案瘦肉能够对缸盖进行检测,但由于需要工人将缸盖进行翻转,才能 够对缸盖的所有侧面进行检测,浪费了工人的大量工作时间。
技术实现要素:
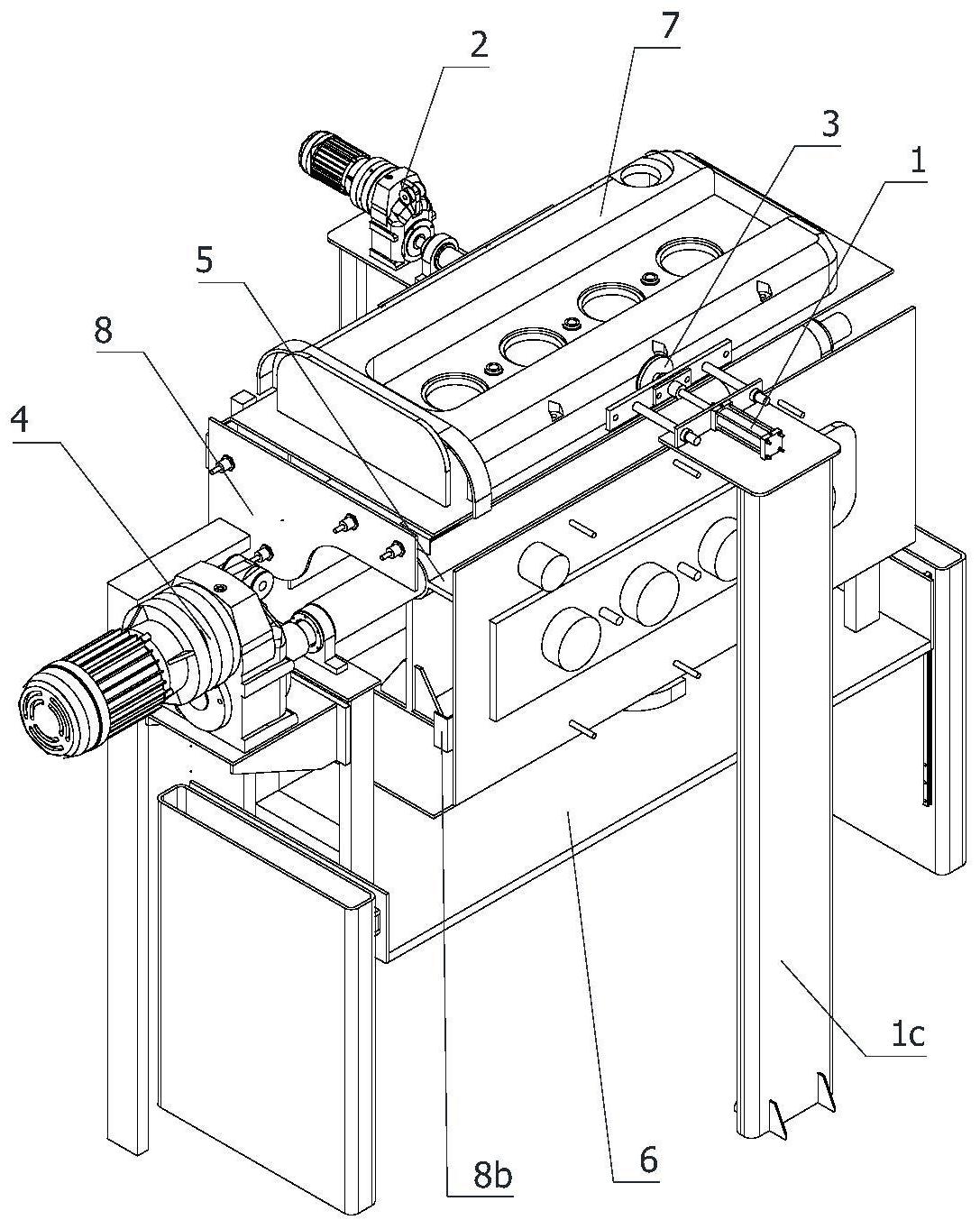
本发明的目的在于提供一种汽车发动机缸盖加工用孔位校准装置及工作方法。 为达此目的,本发明采用以下技术方案: 提供一种汽车发动机缸盖加工用孔位校准装置,包括推紧机构、横向旋转机构、转台、 纵向旋转机构、安装架、升降机构、发动机缸盖、感应控制机构、定位台板和三个检测台板, 升降机构固定安装在地面上,纵向旋转机构固定安装在升降机构的顶部,且安装架固定安 装在纵向旋转机构上,三个检测台板和定位台板固定安装在纵向旋转机构的四侧,三个检 测台板上分别设置有用于检测发动机缸盖三侧孔位的检测头,且定位台板位于纵向旋转机 5 CN 111571198 A 说 明 书 2/9 页 构的顶部,发动机缸盖放置在定位台板上,推紧机构和横向旋转机构位于发动机缸盖相互 对称的两侧,且推紧机构和横向旋转机构均固定安装在地面上,转台固定安装在推紧机构 上,用于感应定位台板和检测台板位置的感应控制机构位于转台的旁侧,且感应控制机构 固定安装在地面上。 进一步的,推紧机构包括推紧气缸、支撑板、第一支撑架、安装板、浮动接头、两个 导柱和直线轴承,第一支撑架呈竖直固定安装在地面上,且支撑板固定安装在第一支撑架 的顶部,推紧气缸固定安装在支撑板上,且推紧气缸的轴线方向垂直于发动机缸盖的长度 方向,两个直线轴承固定安装在支撑板上,且两个导柱滑动安装在两个直线轴承上,两个导 柱的一端与安装板固定连接,安装板位于推紧气缸靠近发动机缸盖的一侧,浮动接头固定 安装在安装板上,且浮动接头与推紧气缸的输出端固定连接,转台固定安装在安装板远离 推紧气缸的一侧。 进一步的,转台包括第一防滑橡胶垫、圆板、圆形抵板、延伸柱、圆锥滚子轴承和抵 触座,抵触座固定安装在安装板上,圆锥滚子轴承位于抵触座内,且圆形抵板位于抵触座 内,圆锥滚子轴承的一侧与安装板抵触,圆锥滚子轴承的另一侧与圆形抵板抵触,抵触座上 固定设置有与圆形抵板抵触挡环,延伸柱固定安装在圆形抵板上,且圆板固定安装在延伸 柱上,第一防滑橡胶垫固定安装在圆板上,且第一防滑橡胶垫、圆板、延伸柱、圆形抵板和圆 锥滚子轴承共轴线设置。 进一步的,横向旋转机构包括第一步进电机、第一减数机、第一转轴、条形转板、第 二防滑橡胶垫、第一轴座第二支撑架、第一滚珠轴承、第一轴盖和第一轴座第二支撑架,第 一轴座第二支撑架呈竖直固定安装在地面上,且第一减数机固定安装在第一轴座第二支撑 架的顶部,第一步进电机固定安装在第一减数机上,第一减数机的输出端通过联轴器与第 一转轴的一端固定连接,第一转轴的另一端与条形转板的一侧固定连接,第二防滑橡胶垫 固定安装在条形转板的另一侧上,第一转轴与延伸柱共轴线,第一滚珠轴承套设在第一转 轴的外缘上,第一滚珠轴承安装在第一轴座第二支撑架上,第一轴座第二支撑架固定安装 在第一轴座第二支撑架的顶部,第一轴盖固定安装在第一轴座第二支撑架远离条形转板的 一侧,第一转轴上设置有挡环,挡环的一侧与第一滚珠轴承抵触。 进一步的,定位台板包括顶板、第一导板和第二导板,顶板固定安装在安装架的一 侧上,且第一导板和第二导板均固定安装在顶板的顶部,第一导板和第二导板的长度方向 平行于第一转轴的轴线,且第一导板和第二导板的内侧与发动机缸盖长度方向的两侧贴 合。 进一步的,纵向旋转机构包括第二步进电机、第二减数机、两个第三支撑架、第二 转轴、第二轴座、第二滚珠轴承和第二轴盖,两个第三支撑架位于发动机缸盖长度方向的两 侧,且两个第三支撑架呈相互对称设置,两个第二轴座分别固定安装两个第三支撑架的顶 部,且两个第二轴座呈相互对称设置,两个第二滚珠轴承分别安装两个第二轴座上,第二转 轴的两端穿过两个第二滚珠轴承,且第二转轴上设置有台阶,台阶两侧分别与两个第二滚 珠轴承的内侧抵触,两个第二轴盖位于两个第二轴座的外侧,且两个第二轴盖分别固定安 装在两个第二轴座上,安装架固定安装在第二转轴的台阶上,第二减数机通过电机架固定 安装在一个第三支撑架上,且第二步进电机固定安装在第二减数机的输入端上,且第二减 数机的输出端通过联轴器与第二转轴的一端固定连接。 6 CN 111571198 A 说 明 书 3/9 页 进一步的,安装架包括圆管、四个连接板和转板,四个连接板固定安装在圆管的外 缘上,且四个连接板沿着圆管的圆周方向均匀分布,且相邻两个连接板之间形成九十度,四 个转板固定安装在四个连接板上,且相邻两个转板之间形成九十度,定位台板和三个检测 台板分别固定安装在四个连接板上,每个连接板和转板之间固定设置有若干个加强筋。 进一步的,升降机构包括滚珠丝杆滑台、升降板、驱动板、两个侧板、支撑管、四个 滑轨和滑座,两个第三支撑架固定安装在升降板的顶部,两个滑座固定安装在升降板的两 侧,两个支撑管位于两个侧板的外侧,且每两个滑轨分别固定安装在一个支撑管上,每两个 滑座固定安装在一个侧板上,四个滑座分别与四个滑轨滑动连接,驱动板固定安装在升降 板的底部,滚珠丝杆滑台固定安装在第一轴座第二支撑架上,且滚珠丝杆滑台上的丝杆螺 母与驱动板固定连接。 进一步的,感应控制机构包括安装板、第四支撑架、四个接近开关和感应板,四个 感应板分别固定安装在定位台板和三个检测台板上,用于感应四个感应板的四个接近开关 固定安装在安装板上,且四个接近开关的中心纵截面不重合,安装板固定安装在第四支撑 架上,且第四支撑架固定安装在地面上。 一种汽车发动机缸盖加工用孔位校准装置的工作方法,其特征在于, S1:发动机缸盖的定位与夹紧; 当需要对发动机缸盖上的孔位进行校准时,首先通过工人将发动机缸盖放置在顶板 上,并使得第一导板和第二导板的内侧与发动机缸盖的两侧贴合,再通过工人使用控制器 启动设备,进而使得控制器控制推紧气缸进行工作,进而使得推紧气缸推动安装板和浮动 接头,进而使得安装板带动转台进行运动,进而使得转台推动发动机缸盖,进而使得发动机 缸盖夹在转台和横向旋转机构之间,进而完成发动机缸盖的定位与夹紧; S2:发动机缸盖底部的校准,发动机缸盖不需要旋转; 首先对发动机缸盖的底部进行检测,再通过控制器控制滚珠丝杆滑台带动升降板向下 进行运动,进而使得定位台板向下进行运动,由于先对发动发动机缸盖校准,发动机缸盖不 需要进行旋转工作; S3:发动机缸盖底部的校准,安装架进行旋转; 通过控制器控制第二步进电机进行工作,进而使得第二步进电机带动第二减数机进行 运动,进而使得第二减数机带动第二转轴进行转动,进而使得第二转轴带动安装架进行旋 转九十度,进而使得第一个检测台板旋转到安装架的顶部; S4:发动机缸盖底部的校准,第一个检测台班开设检测; 通过控制器控制滚珠丝杆滑台带动升降板向上运动,进而使得第一个检测台板对发动 机缸盖的底部进行检测,当第一个检测台板运动到事先设定的位置时,相应的接近开关将 感应到检测台板上的感应板,进而使得接近开关将信号传送给控制器,控制器控制升降机 构停止运动,进而完成对发动机缸盖的底部进行校准; S5:发动机缸盖侧面的校准,发动机缸盖需要旋转; 当需要对发动机缸盖的侧面进行检测时,通过控制器控制滚珠丝杆滑台带动升降板向 下进行运动,进而使得第一个检测台板向下进行运动,通过控制器控制第一步进电机进行 工作,进而使得第一步进电机带动第一减数机进行工作,进而使得第一减数机带动第一转 轴进行旋转,进而使得第一转轴带动条形转板和第二防滑橡胶垫进行旋转,进而使得第二 7 CN 111571198 A 说 明 书 4/9 页 防滑橡胶垫带动发动机缸盖进行旋转九十度,带动发动机缸盖进行旋转的过程中,发动机 缸盖将带动第一防滑橡胶垫和圆板进行旋转,进而减少发动机缸盖与推紧机构旋转时的摩 擦力; S6:发动机缸盖侧面的校准,安装架进行旋转; 当旋转九十度后,控制器控制纵向旋转机构进行工作,进而使得纵向旋转机构带动安 装架进行工作,进而使得安装架带动第二个检测台板旋转到安装架的顶部; S7:发动机缸盖侧面的校准,第二个检测台班开设检测; 通过控制器控制滚珠丝杆滑台带动升降板向上运动,进而使得第二个检测台板对发动 机缸盖的侧面进行检测,当第二个检测台板运动到事先设定的位置时,相应的另一个接近 开关将感应到第二个检测台板上的感应板,进而使得接近开关将信号传送给控制器,控制 器控制滚珠丝杆滑台停止运动,进而完成对发动机缸盖的侧面进行校准。 本发明的有益效果:该汽车发动机缸盖加工用孔位校准装置,通过推紧机构对发 动机缸盖进行推紧,避免了缸盖在检测的过程中发生位移,进而避免了影响检测效果,且通 过横向旋转机构和转台带动缸盖进行翻转,通过纵向旋转机构带动定位台板和检测台板进 行翻转切换,再通过升降机构进行升降,检测过程简单,不需要进行复杂的编程,减少了设 备的制造成本,且避免了人工进行翻转缸盖,节约了工人的大量工作时间。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使 用的附图作简单地介绍。 图1为本发明的立体结构示意图一; 图2为本发明的立体结构示意图二; 图3为推紧机构的立体结构示意图; 图4为转台的立体结构分解示意图; 图5为横向旋转机构的立体结构示意图; 图6为横向旋转机构的局部立体结构分解示意图; 图7为定位台板的立体结构示意图; 图8为本发明的局部立体结构示意图; 图9为纵向旋转机构的局部立体结构分解示意图; 图10为安装架的立体结构示意图; 图11为升降机构的立体结构示意图; 图12为感应控制机构的立体结构示意图; 图中: 1、推紧机构;1a、推紧气缸;1b、支撑板;1c、第一支撑架;1d、导柱;1e、直线轴承;1f、安 装板;1h、浮动接头; 2、横向旋转机构;2a、第一步进电机;2b、第一减数机;2c、第一转轴;2d、条形转板;2e、 第二防滑橡胶垫;2h、第一轴座;2f、第一滚珠轴承;2i、第一轴盖;2h、第二支撑架; 3、转台;3a、第一防滑橡胶垫;3b、圆板;3c、圆形抵板;3d、延伸柱;3e、圆锥滚子轴承; 8 CN 111571198 A 说 明 书 5/9 页 3f、抵触座; 4、纵向旋转机构;4a、第二步进电机;4b、第二减数机;4c、第三支撑架;4d、第二转轴; 4e、第二轴座;4f、第二滚珠轴承;4h、第二轴盖; 5、安装架;5a、圆管;5b、连接板;5c、转板; 6、升降机构;6a、滚珠丝杆滑台;6b、升降板;6c、侧板;6d、支撑管;6e、滑座;6f、滑轨; 6h、驱动板; 7、发动机缸盖; 8、感应控制机构;8a、接近开关;8b、感应板;8c、安装板;8d、第四支撑架; 9、定位台板;9a、顶板;9b、第一导板;9c、第二导板; 10、检测台板。











