
技术摘要:
本发明涉及驱动器丝杠生产自动化组装系统和组装方法,其包括用于在预装有组装丝母件(2)和/或齿轮件(4)的丝杠件(1)上组装螺钉件(3)和/或滑块件(5);其包括机架总成。本发明设计合理、结构紧凑且使用方便。
背景技术:
驱动器丝杠现有组装基本采用纯人工完成,驱动器丝杠是驱动器关键零部件,纯 人工组装人为干涉因素过多,难以保证丝杠组件质量的稳定性及驱动器整体性能。丝杠组 装包含:齿轮、嵌件、轴承及滑块的预组装;螺钉或者螺母的点螺纹胶(人工点胶难以控制螺 纹胶的使用量及均匀度);螺钉或者螺母紧固(现有方式采用手持式电批紧固,难以控制旋 转速度及紧固扭矩);齿轮涂润滑脂(现在多采用毛刷涂油,难以确保涂润滑脂效果);丝杠 涂润滑脂(现在多为点胶阀柱形涂油,润滑脂无法完全到达丝杠槽内,降低润滑效果,造成 部分润滑脂浪费);滑块旋入(现多采用手持丝杠,辅助电机旋入滑块,此方式有一定安全隐 患且难以控制滑块统一高度)。
技术实现要素:
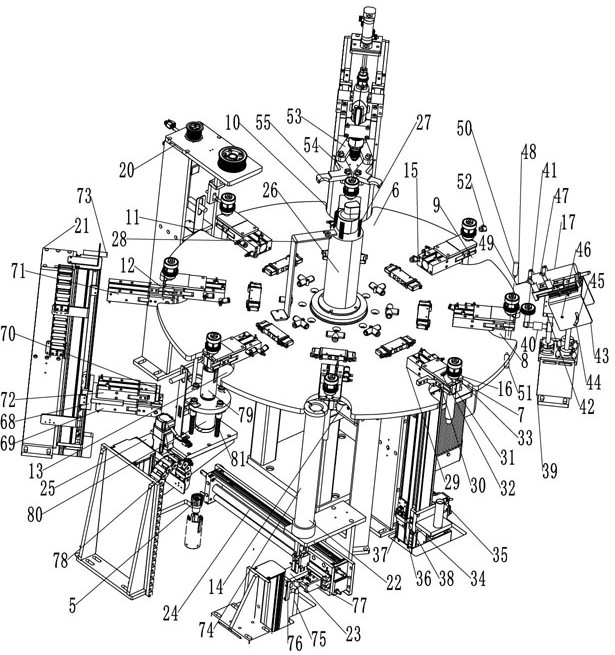
针对上述问题,本发明拟本发明一种驱动器丝杠生产自动化组装系统,包括螺钉 或者螺母的点螺纹胶、螺钉或者螺母紧固、齿轮涂润滑脂、丝杠涂润滑脂、滑块旋入等的多 功能自动化组装系统。为解决上述问题,本发明所采取的技术方案是:一种驱动器丝杠生产 自动化组装系统 ,用于在预装有组装丝母件和/或齿轮件的丝杠件上组装螺钉件和/或滑 块件;其包括机架总成。作为上述技术方案的进一步改进: 在机架总成上设置有: 旋转工 位盘,在机架总成上设置并通过电机驱动旋转;在旋转工位盘分布有用于承接竖直送入丝 杠件并保证不同长度的丝杠件上部高度限定在设定范围内的输入定高工位、用于在丝杠件 的丝母件内螺纹部涂抹螺纹胶的点螺纹胶工位、带有用于检测丝杠件上部高度或点胶质量 的检查摄像头的检测工位、用于将螺钉件组装到丝母件上的紧固工位、用于在齿轮件啮合 齿部涂抹润滑脂的齿轮涂脂工位、用于在丝杠外螺纹部涂抹润滑脂的丝杠涂脂工位,用于 在丝杠件外螺纹装入滑块件的滑块旋入工位和/或用于等待外置机械手将组装后丝杠件取 出并将待组装丝杠件送入的输出工位。 本发明采用转盘式结构配合气动夹爪机构完成丝杠组件物料的输送,丝杠预装后放置 后到位,针对不同长度丝杠组件,有专用的定高结构保证丝杠组件夹持后同一高度,实现其 它工序。螺母(也叫丝母)的点螺纹胶结构介绍:丝杠预装组件通过转盘机构输送到位后,气 动机构辅助流量点胶阀,完成点螺纹胶,并保证螺纹胶使用量。根据不同螺钉及螺母,调用 程序完成相关的点胶要求。作为等同,可以是丝杠上是螺钉外螺纹,而将螺母(丝母)进行上 料安装是等同。辅助夹持机构将丝杠组件夹持后,紧固机构根据产品下移到位,并完成丝杠 螺钉或者螺母紧固。紧固机构可以保证稳定紧固扭矩且是否紧固到位提醒。涂润滑脂结构 前端采用仿形管刷配合伺服旋转,将润滑脂刷入齿轮轮齿内,保证润滑脂达到最优润滑效 果。丝杠涂润滑脂结构前端采用仿形机构,上下运动将润滑脂刮入丝杠槽内,保证润滑脂达 到最优润滑效果。滑块上料结构暂存部分滑块物料,错料结构将滑块物料进行单个错料,通 8 CN 111590287 A 说 明 书 2/7 页 过输送机构将滑块放置到旋入机构套筒内,根据不同尺寸丝杠旋入机构完成滑块旋入,达 到统一高度。 本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约 资金、结构紧凑且使用方便。 附图说明 图1是本发明的使用结构示意图。图2是本发明螺纹紧固机构的结构示意图。图3是 本发明丝杠件的结构示意图。图4是本发明齿轮涂脂工位的结构示意图。图5是本发明丝杠 涂润滑脂装置的使用结构示意图。图6是本发明旋转中心轴的结构示意图。图7是本发明点 螺纹上顶尖的结构示意图。图8是本发明滑块旋入机构的结构示意图。 图9是本发明输入定 高工位的使用结构示意图。图10是本发明螺纹紧固夹持机构的结构示意图。图11是本发明 齿轮后V型嘴侧的结构示意图。图12是本发明丝母件的结构示意图。 其中:1、丝杠件;2、丝母件;3、螺钉件;4、齿轮件;5、滑块件;6、旋转工位盘;7、输入定高 工位;8、点螺纹胶工位;9、检测工位;10、紧固工位;11、齿轮涂脂工位;12、丝杠涂脂工位; 13、滑块旋入工位;14、输出工位;15、气动夹爪胎具;16、定高装置;17、点螺纹胶装置;18、螺 纹紧固机构;19、螺纹紧固夹持机构;20、齿轮涂润滑脂装置;21、丝杠涂润滑脂装置;22、滑 块上料结构;23、滑块错料结构;24、滑块输送机构;25、滑块旋入机构;26、旋转中心轴;27、 旋转霍尔传感器;28、旋转L型角度定位杆;29、胎具夹持气缸;30、胎具导向块;31、胎具扶正 对合手指;32、胎具复位弹簧;33、胎具下托插板;34、定高升降下托板;35、定高下内锥套; 36、定高测量块;37、定高光栅条;38、定高电磁铁;39、点螺纹底座;40、点螺纹伸缩杆;41、点 螺纹旋转齿轮;42、点螺纹升降座;43、点螺纹摆动座;44、点螺纹弧槽;45、点螺纹导向杆; 46、点螺纹铰接轴;47、点螺纹胶流量阀;48、点螺纹旋转针头;49、点螺纹针夹持手;50、点螺 纹上顶尖;51、点螺纹下顶尖;52、检查摄像头;53、紧固后摆动臂;54、紧固前L动臂;55、紧固 半弧;56、紧固半槽;57、紧固间隔垫;58、紧固传感器;59、紧固升降头;60、紧固旋拧头;61、 紧固上料机械手;62、齿轮旋转驱动头;63、齿轮送脂胶管;64、齿轮V型脂嘴;65、齿轮前V型 嘴侧;66、齿轮后V型嘴侧;67、抹胶面;68、丝杠升降座;69、丝杠下旋转托盘;70、丝杠辅助对 轮;71、丝杠上夹持手;72、丝杠下夹持手;73、丝杠涂脂嘴;74、滑块下落通道;75、滑块底部 托盘;76、滑块错位推手;77、滑块平送托手;78、滑块组装底托;79、滑块组装旋转套筒;80、 滑块旋转头;81、滑块组装过载弹簧。











