
技术摘要:
本发明公开了一种整体叶盘铣削温度预测方法、装置、设备及存储介质,属于机械加工温度测量技术领域。本发明通过获取整体叶盘的当前切削速度和当前单齿切削厚度,将所述当前切削速度和所述当前单齿切削厚度输入至预先构建的铣削温度模型,并获取所述铣削温度模型输出的 全部
背景技术:
切削加工温度影响刀具磨损及刀具寿命,而且对加工后工件表面质量和加工精度 具有重要影响,因此准确测量切削温度对于表征切削加工工艺优劣具有重要意义。由于整 体叶盘盘铣刀具因转动对铣削点位置遮挡以及刀具的磨损、微崩刃和破损等原因,利用常 用的铣削温度测量方法,每调整一次加工参数就要进行一次实际温度测量,操作较为复杂, 目前的常用方法无法根据加工参数对整体叶盘盘铣时的铣削温度进行预测。 上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技 术。
技术实现要素:
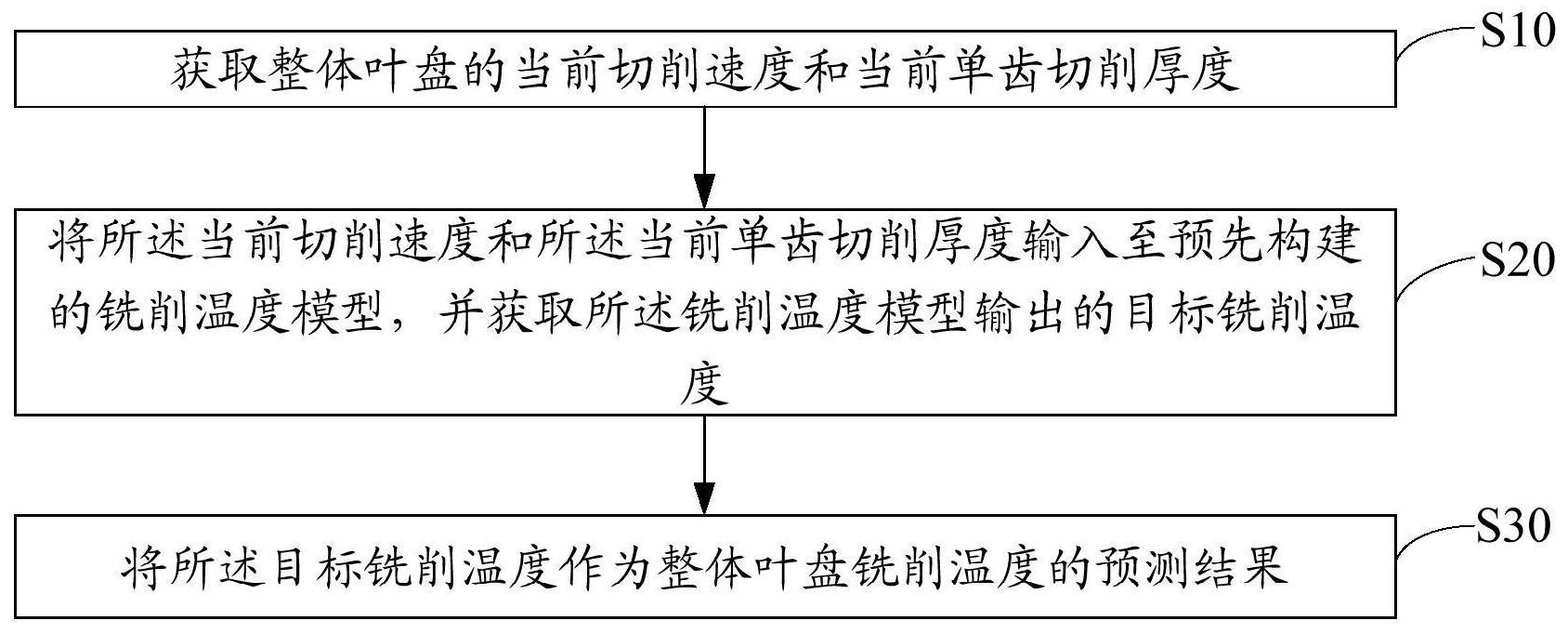
本发明的主要目的在于提供一种整体叶盘铣削温度预测方法、装置、设备及存储 介质,旨在解决现有技术无法预测整体叶盘铣削温度的技术问题。 为实现上述目的,本发明提供了一种整体叶盘铣削温度预测方法,所述方法包括 以下步骤: 获取整体叶盘的当前切削速度和当前单齿切削厚度; 将所述当前切削速度和所述当前单齿切削厚度输入至预先构建的铣削温度模型, 并获取所述铣削温度模型输出的目标铣削温度; 将所述目标铣削温度作为整体叶盘铣削温度的预测结果。 优选地,所述获取整体叶盘的当前切削速度和当前单齿切削厚度的步骤之前,所 述方法还包括: 获取整体叶盘的刀具参数和工件材料的属性参数; 基于所述刀具参数和所述属性参数建立铣削温度、工件初始温度、切削速度、单齿 切削厚度以及导热系数之间的第一对应关系; 从所述属性参数中提取导热系数,获取所述铣削温度和所述导热系数之间的第二 对应关系; 根据所述第一对应关系和所述第二对应关系构建铣削温度模型。 优选地,所述基于所述刀具参数和所述属性参数建立铣削温度、工件初始温度、切 削速度、单齿切削厚度以及导热系数之间的第一对应关系的步骤包括: 基于所述刀具参数和所述属性参数建立铣削温度、工件初始温度、切削速度、单齿 切削厚度以及导热系数之间的关系式; 根据所述关系式确定对应的目标系数; 根据所述关系式和所述目标系数确定所述铣削温度、所述工件初始温度、所述切 4 CN 111553032 A 说 明 书 2/14 页 削速度、所述单齿切削厚度以及所述导热系数之间的第一对应关系。 优选地,所述从所述属性参数中提取导热系数,获取所述铣削温度和所述导热系 数之间的第二对应关系的步骤包括: 从所述属性参数中提取导热系数,并在映射关系表中查找与所述导热系数对应的 铣削温度; 对所述导热系数和所述铣削温度进行线性拟合,得到目标曲线; 将所述目标曲线对应的关系式作为所述铣削温度与所述导热系数之间的第二对 应关系。 优选地,所述根据所述第一对应关系和所述第二对应关系构建铣削温度模型的步 骤包括: 根据所述第一对应关系和所述第二对应关系确定所述铣削温度、所述工件初始温 度、所述切削速度以及所述单齿切削厚度之间的目标对应关系; 获取标定参数,并根据所述标定参数对所述目标对应关系进行标定,得到所述铣 削温度、所述切削速度以及所述单齿切削厚度对应的目标方程式; 将所述目标方程式作为铣削温度模型。 优选地,所述将所述当前切削速度和所述当前单齿切削厚度输入至预先构建的铣 削温度模型,并获取所述铣削温度模型输出的目标铣削温度的步骤包括: 通过所述目标方程式计算所述当前切削速度和所述当前单齿切削厚度对应的目 标铣削温度。 优选地,所述将所述目标铣削温度作为整体叶盘铣削温度的预测结果的步骤之 后,还包括: 采用半人工热电偶法对所述整体叶盘在盘铣开槽时的实际铣削温度进行测量,得 到测量结果; 根据所述测量结果和所述预测结果计算预测误差; 若所述预测误差未处于预设误差阈值范围,则重新构建所述铣削温度模型。 此外,为实现上述目的,本发明还提出一种整体叶盘铣削温度预测装置,所述装置 包括: 获取模块,用于获取整体叶盘的当前切削速度和当前单齿切削厚度; 计算模块,用于将所述当前切削速度和所述当前单齿切削厚度输入至预先构建的 铣削温度模型,并获取所述铣削温度模型输出的目标铣削温度; 确定模块,用于将所述目标铣削温度作为整体叶盘铣削温度的预测结果。 此外,为实现上述目的,本发明还提出一种整体叶盘铣削温度预测设备,所述整体 叶盘铣削温度预测设备包括:存储器、处理器及存储在所述存储器上并在所述处理器上运 行的整体叶盘铣削温度预测程序,所述整体叶盘铣削温度预测程序配置为实现如上文所述 的整体叶盘铣削温度预测方法的步骤。 此外,为实现上述目的,本发明还提出一种存储介质,所述存储介质上存储有整体 叶盘铣削温度预测程序,所述整体叶盘铣削温度预测程序被处理器执行时实现如上文所述 的整体叶盘铣削温度预测方法的步骤。 本发明通过获取整体叶盘的当前切削速度和当前单齿切削厚度,将所述当前切削 5 CN 111553032 A 说 明 书 3/14 页 速度和所述当前单齿切削厚度输入至预先构建的铣削温度模型,并获取所述铣削温度模型 输出的目标铣削温度,将所述目标铣削温度作为整体叶盘铣削温度的预测结果,通过预先 构建的铣削温度模型根据当前切削速度和当前单齿切削厚度计算目标铣削温度,实现了整 体叶盘铣削温度的预测。 附图说明 图1是本发明实施例方案涉及的硬件运行环境的整体叶盘铣削温度预测设备的结 构示意图; 图2为本发明整体叶盘铣削温度预测方法第一实施例的流程示意图; 图3为本发明整体叶盘铣削温度预测方法第一实施例中TC17导热系数拟合曲线示 意图; 图4为本发明整体叶盘铣削温度预测方法第二实施例的流程示意图; 图5为本发明整体叶盘铣削温度预测装置第一实施例的结构框图。 本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











