
技术摘要:
本发明涉及一种五轴水切割的C轴偏差测量方法,本发明充分考虑了刀轴偏差和刀缝的因素,而设计出来的回字型加工路径;并使用加工测量法,经过简单的回字型工件加工测量其尺寸,就可以精确换算出水刀的X方向和Y方向的偏差,测量简单而高效,不需要借助复杂的测量仪器设备 全部
背景技术:
水切割又称水刀,是通过高压发生器把水压加压到300MPa以上,然后通过专用切 割喷头喷出,利用高压高速的水流对材料进行切割加工;由于能量梯度的作用,水流切割的 切面越深时,切割能力越弱,所以形成的切割面不垂直与工件表面,此被称为切割斜度,如 图1所示。为了解决切割斜度问题,在三轴平台的基础上增加2个旋转轴,通过旋转轴控制刀 轴的方向,使得切割工件到达无斜度状态,此结构称为五轴水刀。常用的旋转轴结构在设计 上C轴轴心和水刀轴心线是重合的,但是由于加工误差和装配误差,引起C轴轴心和水刀轴 心线是不能严格重合,如图2所示。因此需要把C轴轴心和水刀轴心线之间的偏差值测量出 来,再输入控制系统中对其进行补偿。当前对于这个偏差值的测量一般通过直接测量方法 获得。
技术实现要素:
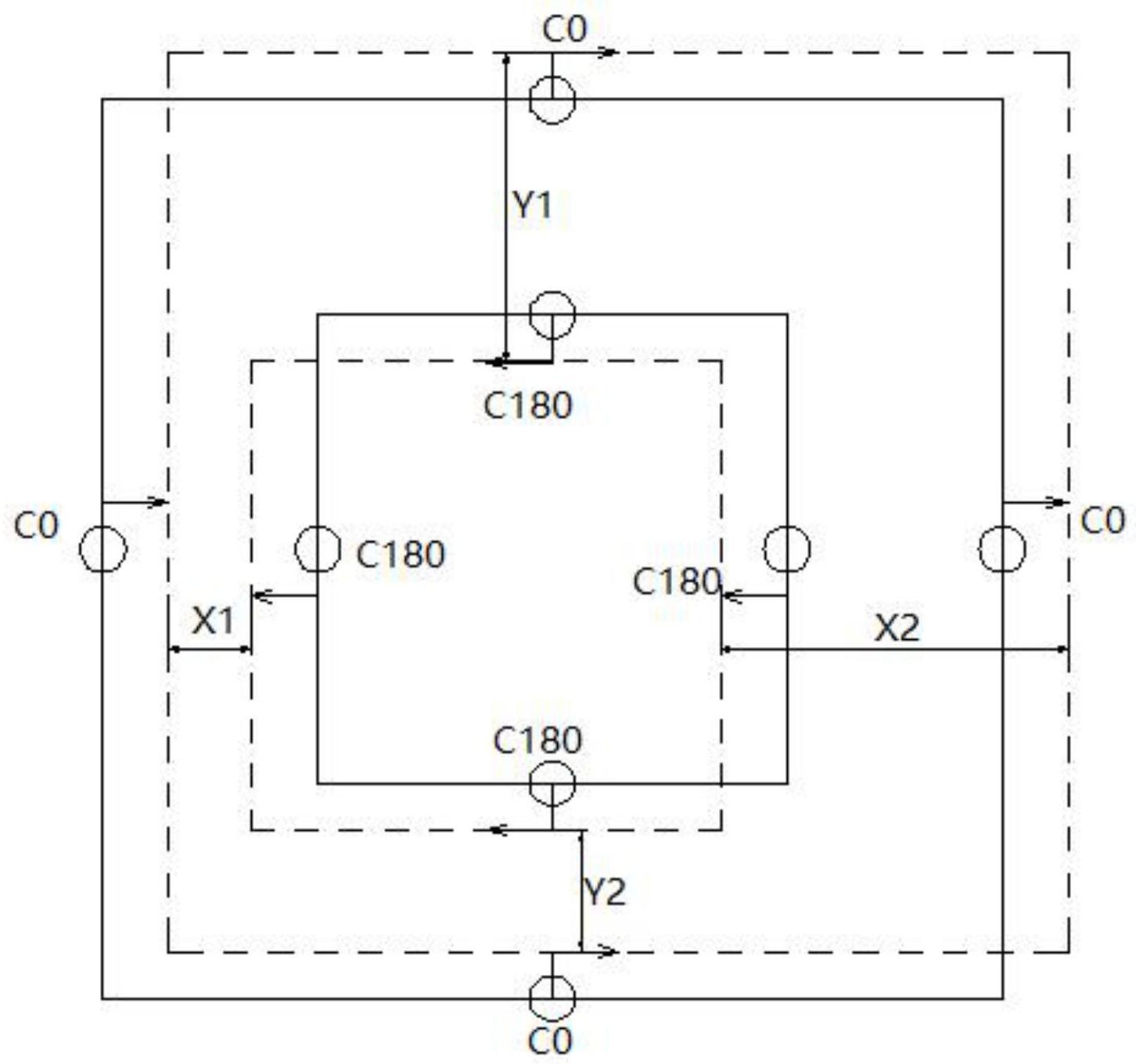
本发明的目的在于提供一种五轴水切割的C轴偏差测量方法,以解决上述背景技 术中提出的问题。 为实现上述目的,本发明提供如下技术方案:一种五轴水切割的C轴偏差测量方 法,所述方法包括如下步骤: 步骤1:C轴旋转为180度,A轴保持为0度,加工回字型的内边; 步骤2:C轴旋转为0度,A轴保持为0度,加工回字型的外边; 步骤3:如图3所示加工的等边宽回字型图形,其中实线边为理论路径,虚线边为实 际加工路径,实线边和虚线边不重合正是因为C轴轴心和水刀轴心线之间存在X方向和Y方 向的偏差; 步骤4:取出加工得到的回字型工件,测量对应的4条边的实际宽度X1、X2、Y1、Y2; 通过测量值计算X方向偏差Xoffset=(X2-X1)/4,Y方向偏差Yoffset=(Y1-Y2)/4。 与现有技术相比,本发明的有益效果是: 本发明充分考虑了刀轴偏差和刀缝的因素,而设计出来的回字型加工路径;并使 用加工测量法,经过简单的回字型工件加工测量其尺寸,就可以精确换算出水刀的X方向和 Y方向的偏差,测量简单而高效,不需要借助复杂的测量仪器设备,即可精确测算出C轴的偏 差值。 附图说明 图1为水刀切割中形成的切割斜度图形; 图2为C轴轴心和水刀轴心线之间的偏差图形; 3 CN 111571723 A 说 明 书 2/2 页 图3为本发明加工的等边宽回字型图形。











