
技术摘要:
本发明涉及钢材加工技术领域,具体涉及一种三面贴合自走式H型钢焊道抹平修复装置的工作方法,包括底座和滑动机构,滑动机构包括支撑板、滑板、横向滑动组件和纵向滑动组件,还包括摄像头、控制器、打磨机构、填充机构和固定机构,打磨机构包括第一支撑架和打磨组件,填 全部
背景技术:
在厚板焊接中,焊缝质量难以保证,其中因素很多,包括焊道中存在的铁锈氧化 层。平时组对H型钢时,往往使用单个砂轮对焊道进行打磨,其中存在的问题是打磨不够均 匀,焊接完成后,焊道往往存在不平整现象,同时焊道表面的凹槽得不到完善的修复,从而 降低了产品的性能和使用寿命。 我国专利申请号:CN201610257258.9;公开日:2016.08.24公开了一种焊道打磨 机,包括支架、驱动装置、传动装置、砂轮和电源装置,驱动装置和电源装置均安设于支架上 部,驱动装置与电源装置通过线缆相连,砂轮固定于支架下部,并通过传动装置与驱动装置 相连。本发明结构简单,操作便捷,提高了焊道的打磨效率及质量。 我国专利申请号:CN201620098393.9;公开日:2016.06.29公开了一种不锈钢管焊 道整平装置,包括底座、滑板、横向移动气缸、下整平模具、下连接板、上整平模具、上连接 板、连接杆、升降气缸,其特征在于:所述底座上设置有滑轨,滑轨上设置有滑板,滑板与横 向移动气缸连接,滑板上设置有下整平模具,下整平模具上方设置有上整平模具,上整平模 具设置在下连接板上,下连接板上方设置有上连接板,滑板、下连接板、上连接板通过连接 杆连接,上连接板上端设置有升降气缸,本实用新型结构简单、设计合理、操作简单,通过横 向移动气缸驱动滑板移动,从而实现对不锈钢管焊道的打磨整平,并且通过升降气缸调节 上整平模具和下整平模具的相对位置,以适应不同大小的钢管,进一步提高了焊道的整平 效果,提高了生产效率。 以上两个发明的结构存在以下不足: 1.在对H型钢的焊道进行打磨时,由于使用单个砂轮,加之H型钢的结构因素,需要对H 型钢的多个面一一进行打磨,耗费时间长,速度慢,打磨的效率很低,同时工人的劳动量较 大,也不利于节约成本。 2.在对H型钢的焊道进行修复时,通常会遇到其表面存在凹槽,而利用抛光或打磨 进行凹槽修复的话,不仅所需时间长,同时焊道表面的凹槽得不到完善的修复,因而修复后 的产品质量有待提升,降低了产品的性能和使用寿命。 根据现有技术的不足,因而有必要设计一种速度快,耗时短,利于提高加工效率, 同时能完善修复焊道表面凹槽,保证产品质量、提升产品性能和使用寿命的三面贴合自走 式H型钢焊道抹平修复装置及工作方法。
技术实现要素:
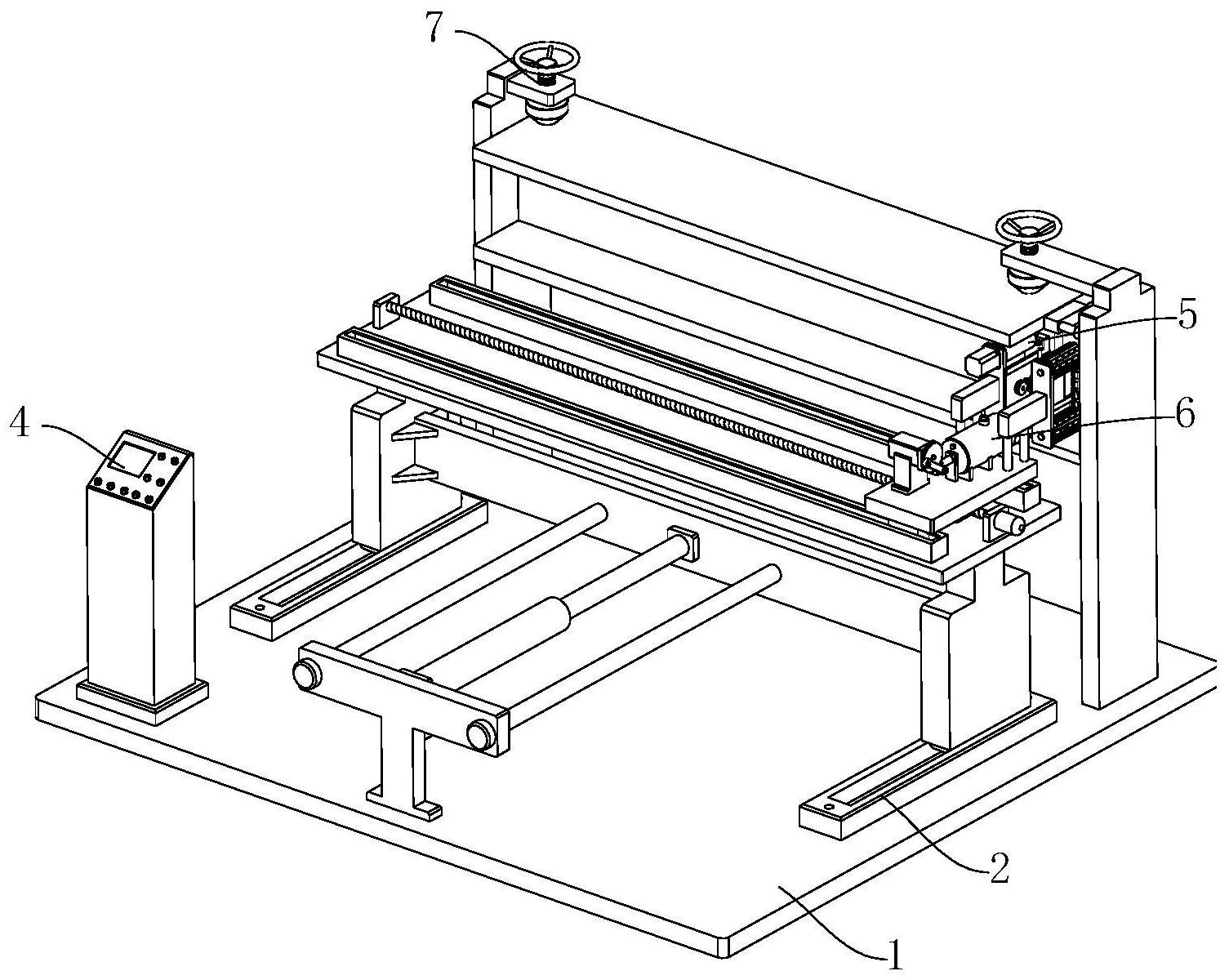
。 本发明的目的在于提供一种三面贴合自走式H型钢焊道抹平修复装置及工作方 法。 4 CN 111604754 A 说 明 书 2/9 页 为达此目的,本发明采用以下技术方案: 提供一种三面贴合自走式H型钢焊道抹平修复装置,包括底座和滑动机构,所述滑动机 构设在底座的顶部,滑动机构包括支撑板、滑板、横向滑动组件和纵向滑动组件,所述纵向 滑动组件设在底座的顶部,所述支撑板固定设在纵向滑动组件的顶部,所述横向滑动组件 设在支撑板的顶部,所述滑板滑动设在横向滑动组件上,还包括摄像头、控制器、打磨机构、 填充机构和固定机构,所述控制器设在底座的顶部,所述打磨机构设在滑板的顶部以用来 打磨焊道,打磨机构包括第一支撑架和打磨组件,所述第一支撑架固定设在滑板的顶部,所 述打磨组件设在第一支撑架的一端,所述填充机构设在打磨机构的旁侧以用来修复H型钢 三面焊道的表面的凹槽,填充机构包括喷枪、加热罐和挤压组件,所述喷枪可转动的设置在 第一支撑架的另一端,所述加热罐和挤压组件均设在滑板的顶部,并且加热罐和挤压组件 插接,所述固定机构设在底座的顶部以用来夹持H型钢,固定机构包括两个立板和两个压紧 组件,两个立板呈对称设置在底座的顶部,每个压紧组件均设在一个立板的顶部,所述摄像 头安装在第一支撑架远离喷枪的一端,并且摄像头的旁侧呈对称设置有四个LED灯,所述摄 像头、加热罐、横向滑动组件、纵向滑动组件、打磨组件、挤压组件和四个LED灯与控制器均 为电性连接。 进一步的,所述打磨组件包括驱动电机、第一打磨轮、第二打磨轮和第三打磨轮, 所述驱动电机固定设在第一支撑架的外壁上,驱动电机的输出端穿过第一支撑架,所述第 一打磨轮套设在其输出端上,所述第二打磨轮和第三打磨轮均可转动的设置在第一支撑架 上,并且第一打磨轮和第三打磨轮对称,第一打磨轮上套设有第一锥齿轮,第二打磨轮的两 端呈对称套设有两个第二锥齿轮,第三打磨轮上套设有第三锥齿轮,第一锥齿轮和第三锥 齿轮分别与两个第二锥齿轮啮合连接,所述驱动电机与控制器电连接。 进一步的,所述挤压组件包括伺服电机、圆盘、连杆和挤压杆,所述伺服电机固定 设在滑板的顶部,所述圆盘套设在伺服电机的输出端上,所述连杆铰接设置在圆盘的外壁 上,滑板的顶部固定设有限位块,所述挤压杆插设在限位块的顶部,并且挤压杆远离加热罐 的一端固定设有连接块,所述连接块与连杆远离伺服电机的一端铰接,挤压杆远离连接块 的一端与加热罐插设连接,所述伺服电机与控制器电连接。 进一步的,所述加热罐与滑板的顶部通过若干个加强筋固定连接,加热罐的内壁 上等间距插设有若干个电加热管,加热罐的顶部设有投料口,所述投料口上插设有密封塞, 并且加热罐的内壁上插设有温度传感器,加热罐的外壁上设有玻璃观察窗,加热罐和喷枪 之间固定设有连通软管,加热罐和连通软管均由耐高温材质制成,所述温度传感器和若干 个电加热管均与控制器电连接。 进一步的,所述第一支撑架的外壁上固定设有防护面板,所述防护面板靠近摄像 头的一侧外壁上固定设有步进电机,所述步进电机的输出端穿过防护面板,步进电机的输 出端上套设有主动齿轮,防护面板靠近喷枪的一侧外壁上铰接设置有旋转轴,所述旋转轴 上套设有缺齿齿轮,所述缺齿齿轮与主动齿轮啮合连接,旋转轴远离防护面板的一端固定 设有安装套,所述喷枪与安装套插接,并且喷枪远离连通软管的一端设有加长喷管,滑板的 顶部固定设有第二支撑架,所述第二支撑架上可转动的设置有三个海绵滚刷,第一打磨轮、 第二打磨轮和第三打磨轮分别与三个海绵滚刷一一对称,所述步进电机与控制器电连接。 进一步的,每个压紧组件均包括压紧锥、螺纹杆和调节把手,每个所述立板的顶部 5 CN 111604754 A 说 明 书 3/9 页 均固定设有横板,所述螺纹杆螺纹连接在横板远离立板的一端,所述调节把手固定设在螺 纹杆的顶部,所述压紧锥固定设在螺纹杆的底部。 进一步的,每个立板的上半部外壁上均固定设有搭接板,每个搭接板的顶部均呈 对称设置有两个防滑垫,所述防滑垫由橡胶材质制成,其中一个立板的顶部外壁上呈对称 设置有两个弹性杆,两个弹性杆远离立板的一端之间固定连接有抵紧块。 进一步的,所述纵向滑动组件包括电动推杆和滑动架,所述底座的顶部固定设有 支撑杆,所述电动推杆固定设在支撑杆的顶部,电动推杆的输出端与滑动架固定连接,并且 底座的顶部呈对称设置有两个滑道,所述滑动架滑动设置在两个滑道的顶部,滑动架的底 部呈对称设置有四个滑轮,每个两个滑轮均与一个滑道滑动连接,滑动架的顶部与支撑板 的底部固定连接,支撑杆的顶部两端呈对称插设两个导向杆,每个导向杆远离支撑杆的一 端均与滑动架固定连接,所述电动推杆与控制器电连接。 进一步的,所述横向滑动组件包括丝杆、微电机和两个导轨,所述支撑板的顶部呈 对称设置有两个立块,所述丝杆可转动的设置在两个立块之间,所述微电机固定设在丝杆 的一端,两个导轨呈对称设置在支撑板的顶部,滑板的底部呈对称设置有两个滑块,每个滑 块均与一个导轨滑动连接,并且滑板的底部固定连接有螺纹套,所述螺纹套与丝杆螺纹连 接,所述微电机与控制器电连接。 一种三面贴合自走式H型钢焊道抹平修复装置及工作方法,包括以下步骤: S1:H型钢的固定: 将钢材水平放置于两个搭接板的顶部,防滑垫起到防滑作用,有助于提升固定效果,然 后两个弹性杆自动适配H型钢的长度并对其侧部进行初步夹紧,接着通过人工旋转调节把 手,由于螺纹杆与横板螺纹连接,又因为调节把手和压紧锥分别与螺纹杆的两端固定连接, 因而带动压紧锥下移,进而对H型钢的顶部进行压紧,将其彻底固定住。 S2:H型钢三面焊道的表面打磨: 通过控制器启动纵向滑动组件,因而通过支撑板带动第一打磨轮、第二打磨轮和第三 打磨轮滑动,直至第一打磨轮、第二打磨轮和第三打磨轮均与H型钢的焊道接触,通过控制 器启动摄像头和四个LED灯,摄像头实时提供工作视野,四个LED灯对H型钢的内壁进行照 明,防止光线昏暗,影响修复工作,然后通过控制器启动驱动电机,从而带动第一打磨轮和 第一锥齿轮旋转,由于第二打磨轮和第三打磨轮均与第一支撑架均转动连接,第三锥齿轮 与第三打磨轮套接,又因为第一锥齿轮和第三锥齿轮分别与两个第二锥齿轮啮合连接,进 而带动第二打磨轮和第三打磨轮,配合第一打磨轮对H型钢的三面焊道进行打磨。 S3:H型钢的三面焊道的表面凹槽的修复: 在进行填充工作前先通过控制器启动四个电加热管,从而对加热罐内部的金属粉末进 行加热,直至将其加热至熔化状态,然后通过控制器启动伺服电机,从而带动圆盘旋转,由 于圆盘和挤压杆分别与连杆的两端铰接,挤压杆又与加热罐插接,加之限位块的限位作用, 进而将熔化后的金属粉末由加热罐经连通软管挤压至喷枪内部,温度传感器实时检测加热 罐的内部温度,在金属粉末凝固时自动对其进行加热,以保证填充工作的顺利进行。 加热罐内部熔化的金属粉末输送至喷枪的内部后,由喷枪端部的加长喷管喷至H 型钢焊道表面的凹槽内,达到修复效果,加长喷管缩短了喷枪与H型钢内壁的间距,避免填 充材料因喷枪与H型钢焊道表面间距太长而造成填充位置不精确和材料浪费,在三面焊道 6 CN 111604754 A 说 明 书 4/9 页 表面的所有凹槽均被填充后,三个转动设计的海绵滚刷在跟随滑板水平滑动时,自动对所 有填充处进行抹平,不仅提升了H型钢的加工质量,同时保证了成品的美观程度,由于H型钢 的三面焊道均需要进行填充修复,因而通过控制器启动步进电机,从而带动主动齿轮旋转, 由于旋转轴与第一支撑架转动连接,主动齿轮与缺齿齿轮啮合连接,又因为缺齿齿轮与旋 转轴套接,喷枪与旋转轴通过安装套固定连接,因而带动喷枪旋转,方便对H型钢的三面焊 道表明的凹槽进行填充修复。 H型钢的一侧三面焊道修复完毕,松开两个压紧锥,将H型钢另一侧掉转过来并固 定后,再对其另一侧进行修复,进而完成H型钢两侧的三面焊道的抹平修复工作。 S4:H型钢的自走式修复的实现: 对H型钢的三面焊道进行修复时,通过控制器启动微电机,由于丝杆与两个立块转动连 接,微电机与丝杆的一端固定连接,滑板通过螺纹套与丝杆螺纹连接,因而带动滑板水平滑 动,两个滑块与两个导轨配合,保证滑板的平稳滑动,进而通过滑板带动打磨机构和填充机 构水平滑动,对H型钢的三面焊道进行自动修复。 本发明的有益效果: 1.本发明通过设计驱动电机、第一打磨轮、第二打磨轮和第三打磨轮,能同时对H型钢 侧部的三面焊道进行打磨,相较于现有技术中单个砂轮的逐一打磨方式,使得打磨更加均 匀,同时有效提升了打磨的速度,提升了铁锈的去除效率,进而提高了H型钢的修复效率,并 且减小了工人的劳动强度,节约了人力成本。 2.本发明通过设计喷枪、加热罐和挤压组件,能及时H型钢表面的凹槽进行填充修 复,同时利用三个海绵滚刷自动对所有填充处进行抹平,相比现有技术中利用抛光修复凹 槽的方式,耗时更短,不仅提升了修复效率,还提升了H型钢的加工质量,保证了成品的美观 程度,且有利于提升产品性能和使用寿命。 3.本发明通过设计步进电机,主动齿轮和缺齿齿轮,能根据凹槽所在的平面,及时 精确调节喷枪的旋转角度,并对H型钢多个面上的凹槽及时进行修复,同时利用伺服电机作 为挤压组件的驱动源,能根据凹槽的大小,喷出不同量的材料对凹槽进行填充,不仅保证了 焊道的修复效果,同时避免了填充材料的浪费,二者结合,提升该了装置的整体灵活性和实 用性。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面对本发明实施例中的附图作简 单地介绍。 图1为本发明的立体结构示意图一; 图2为本发明的立体结构示意图二; 图3为图2中的A处放大图; 图4为本发明滑板、打磨机构和填充机构的立体结构示意图一; 图5为本发明滑板、打磨机构和填充机构的立体结构示意图二; 图6为图5中的B处放大图; 图7为本发明打磨机构和填充机构的立体结构示意图; 7 CN 111604754 A 说 明 书 5/9 页 图8为图7中的C处放大图; 图9为本发明弹性杆的平面剖视图 图中:底座1,滑动机构2,支撑板20,滑板21,海绵滚刷210,横向滑动组件22,丝杆220, 微电机221,导轨222,纵向滑动组件23,电动推杆230,滑动架231,滑道232,摄像头3,LED灯 30,控制器4,打磨机构5,第一支撑架50,步进电机500,主动齿轮501,缺齿齿轮502,打磨组 件51,驱动电机510,第一打磨轮511,第二打磨轮512,第三打磨轮513,第一锥齿轮514,第二 锥齿轮515,第三锥齿轮516,填充机构6,喷枪60,加长喷管600,加热罐61,温度传感器610, 连通软管611,挤压组件62,伺服电机620,圆盘621,连杆622,挤压杆623,固定机构7,立板 70,搭接板700,防滑垫701,弹性杆702,抵紧块703,压紧组件71,压紧锥710,螺纹杆711,调 节把手712。











