
技术摘要:
本发明公开了一种管线钢双向摩擦焊接设备,包括:安装底座;中间摩擦台,其滑动装配在安装底座上;往复驱动机构,其连接在中间摩擦台与安装底座之间,用于驱动中间摩擦台在安装底座上往复滑动;左支撑台和右支撑台,左支撑台和右支撑台分别位于中间摩擦台的两侧,且均 全部
背景技术:
管线钢是微合金钢中最典型的钢种,具体指用于输送石油、天然气等管道所用的 一类具有特殊要求的钢种,根据厚度和后续形成等方面的不同,可由热连轧机组、炉卷轧机 或中厚板轧机生产,经螺旋焊接或UOE直缝焊接形成大口径钢管。 在管线钢的成型工艺中,无论是轧制前还是轧制后,通常都会涉及到对母材、粗胚 等进行焊接,而目前的焊接方式存在较多缺陷,会对管线钢后续的生产工序产生不利的影 响;有人采用金相、扫描电镜断口等对焊接接头各个区域的组织和性能进行分析,发现内外 焊缝区组织均为针状铁素体,热影响区粗晶区晶粒粗化严重,主要组织为粒状贝氏体和贝 氏体铁素体,在原奥氏体晶界和贝氏体板条内部存在块状或条状的马氏体-奥氏体组元;热 影响区冲击功离散性较大,扫描电镜断口分析呈现典型的解理断裂特征;焊接接头抗拉强 度805-815MPa,断裂位置均在热影响区;焊接接头反弯试样易在热影响区出现裂纹和脆断 现象;热影响区硬度在220-250HV之间,较母材下降30HV左右。可以看出:热影响区是管线钢 焊接接头的薄弱环节,因此,提高管线钢的焊接稳定性成为当前研究的重点,有助于为后续 的工序打下良好的基础。
技术实现要素:
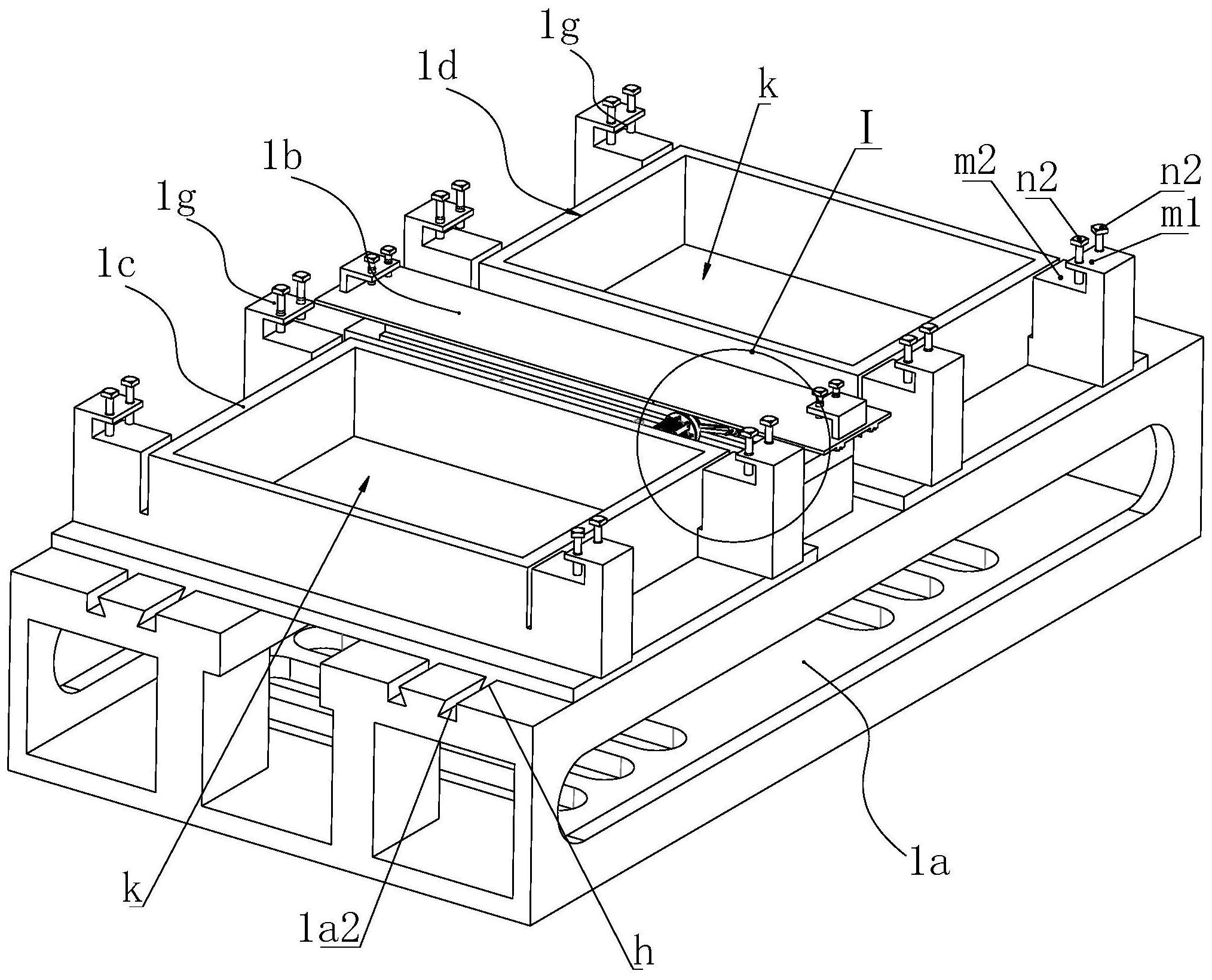
有鉴于此,本发明提供一种管线钢双向摩擦焊接设备,以解决现有技术中管线钢 焊接后缺陷较多,焊接稳定性差,易对后续工序产生不利影响等技术问题。 为实现上述目的,本发明技术方案如下: 一种管线钢双向摩擦焊接设备,其要点在于,包括: 安装底座; 中间摩擦台,其滑动装配在所述安装底座上; 往复驱动机构,其连接在中间摩擦台与安装底座之间,用于驱动中间摩擦台在安 装底座上往复滑动; 左支撑台和右支撑台,所述左支撑台和右支撑台分别位于中间摩擦台的两侧,且 均与所述安装底座滑动连接,左支撑台和右支撑台的滑动方向与中间摩擦台的滑动方向垂 直; 压力驱动机构,其设置在安装底座内部,用于迫使左支撑台和右支撑台朝中间摩 擦台紧靠; 所述中间摩擦台、左支撑台和右支撑台上均分布有用于固定钢段的固定结构。 采用上述结构,待焊接的两块钢段母材分别固定在左支撑台和右支撑台上,并在 中间摩擦台上固定放置一块衔接段,然后往复驱动机构驱动中间摩擦台并带动衔接段高频 率往复运动时,然后压力驱动机构工作,迫使左支撑台和右支撑台上的钢段母材与衔接段 3 CN 111570995 A 说 明 书 2/4 页 的两侧紧贴,从而形成摩擦焊接,使两块钢段母材连接为一体。采用双向摩擦焊接方式对母 材进行连接,最大的优势是保持了焊接接头与钢段母材材料成分的一致性,从而保持管线 钢在使用过程中性能的一致性。同时双向摩擦焊也克服了质量较重的钢材不便于摩擦焊接 的技术问题,具有技术手段新颖、工艺方法巧妙的技术优势,市场应用前景广阔。 作为优选:所述往复驱动机构包括第一电机、连接在第一电机输出轴上的驱动盘、 以及偏心转动连接在驱动盘上的联动杆,其中联动杆远离驱动盘的一端转动连接在中间摩 擦台上。采用上述结构,第一电机工作即可驱动中间摩擦台在安装底座的宽度方向上往复 运动。 作为优选:所述安装底座的中部对称设有两组沿其宽度方向延伸的导向柱,所述 中间摩擦台的下侧设有与导向柱相匹配并滑动连接的导向槽,所述导向柱截面的上部分为 弧形。 所述导向柱的外表面和导向槽的内槽槽壁的粗糙度不超过Ra3.2。采用上述结构, 中间摩擦台滑动的流畅性好,可确保中间摩擦台高频率往复运动时,机构运动的可靠性,有 利于提升焊接质量。 作为优选:所述压力驱动机构包括固设在左支撑台下侧的第一齿条、固设在右支 撑台下侧的第二齿条、以及固设在安装底座内部的第二电机,其中第二电机的输出轴上连 接有齿盘,该齿盘啮合在第一齿条与第二齿条之间。采用上述结构,第二电机驱动齿盘转 动,齿盘与两侧的齿条啮合,这样便可驱动左支撑台和右支撑台朝靠近中间摩擦台的方向 运动,即提供摩擦焊接所需的侧向压力。 作为优选:所述安装底座上分布有沿其长度方向延伸的滑槽,左支撑台和右支撑 台的下侧均设有与滑槽相匹配并滑动连接的滑块。采用上述结构,便于实现滑动装配。 作为优选:所述安装底座长度方向的中间位置设有安装槽,第一齿条和第二齿条 相互远离的一侧滑动抵接在安装槽两侧侧壁上。采用上述结构,不仅有利于装配齿轮齿条, 而且齿条的背侧滑动接触在安装槽的侧壁上,还能够保证齿条运动的平稳性。 作为优选:所述左支撑台和右支撑台的中部均设有避让孔。采用上述结构,能够减 小钢段母材与左支撑台和右支撑台上表面之间的接触面积,使钢段母材的固定更为可靠, 也有利于保证焊接质量。 作为优选:所述固定结构包括水平设置在对应的中间摩擦台、左支撑台和右支撑 台上方的定位板,每块定位板上配置有至少两组向下延伸的锁紧螺栓。采用上述结构,拧动 锁紧螺栓即可将母材紧固在中间摩擦台、左支撑台和右支撑台上。 作为优选:所述左支撑台和右支撑台在各定位板的对应位置均设有支撑座,支撑 座的上表面均与对应的左支撑台和右支撑台的上表面齐平。采用上述结构,能够保证母材 在左支撑台和右支撑台上固定强度。 与现有技术相比,本发明的有益效果是: 1、母材通过摩擦焊的方式连接,焊后的熔合区、热影响区与母材组织结构的一致 性更好,管线钢在后续轧制成型后各区域的晶粒尺寸趋于一致,焊缝位置不会出现起泡、缩 松、裂痕等制造缺陷,可显著地提升管线钢成型质量。 2、在两段母材之间增设衔接段并使用双向摩擦焊接手段,在摩擦焊接时,仅需要 让衔接段高频率的往复运动即可使两段母材与衔接段连接为一体,克服了质量较重的钢质 4 CN 111570995 A 说 明 书 3/4 页 母材不便于摩擦焊接的技术问题,具有技术手段新颖、工艺方法巧妙的技术优势,市场应用 前景广阔。 附图说明 图1为双向摩擦焊接设备的结构示意图; 图2为图1中Ⅰ处的局部放大图; 图3为双向摩擦焊接设备的主视图; 图4为焊接设备隐藏左支撑台和右支撑台后的另一结构示意图; 图5为本发明的使用状态参考图。











