
技术摘要:
本发明公开了一种超声波流量计管段及制造方法,首先对超声波流量计管段部件的结构、形状、位置及连接关系设计,然后通过激光切割、激光焊接等进行管段部件加工,最后将加工好的部件组装成管段整体。超声波流量计的管段包括管段、插杆管、插杆管盖、插杆套、法兰、圆孔 全部
背景技术:
我国现有的大口径超声波流量计管段的表体是采用铸造工艺生产的,该工艺生产 时间周期已经无法满足客户的交货需求,而且铸造工艺工艺复杂、工人劳动强度大、能源消 耗高、空气污染严重等问题,超声波流量计管段表体的制造工艺成为制约表体生产效率与 节能减排的瓶颈。
技术实现要素:
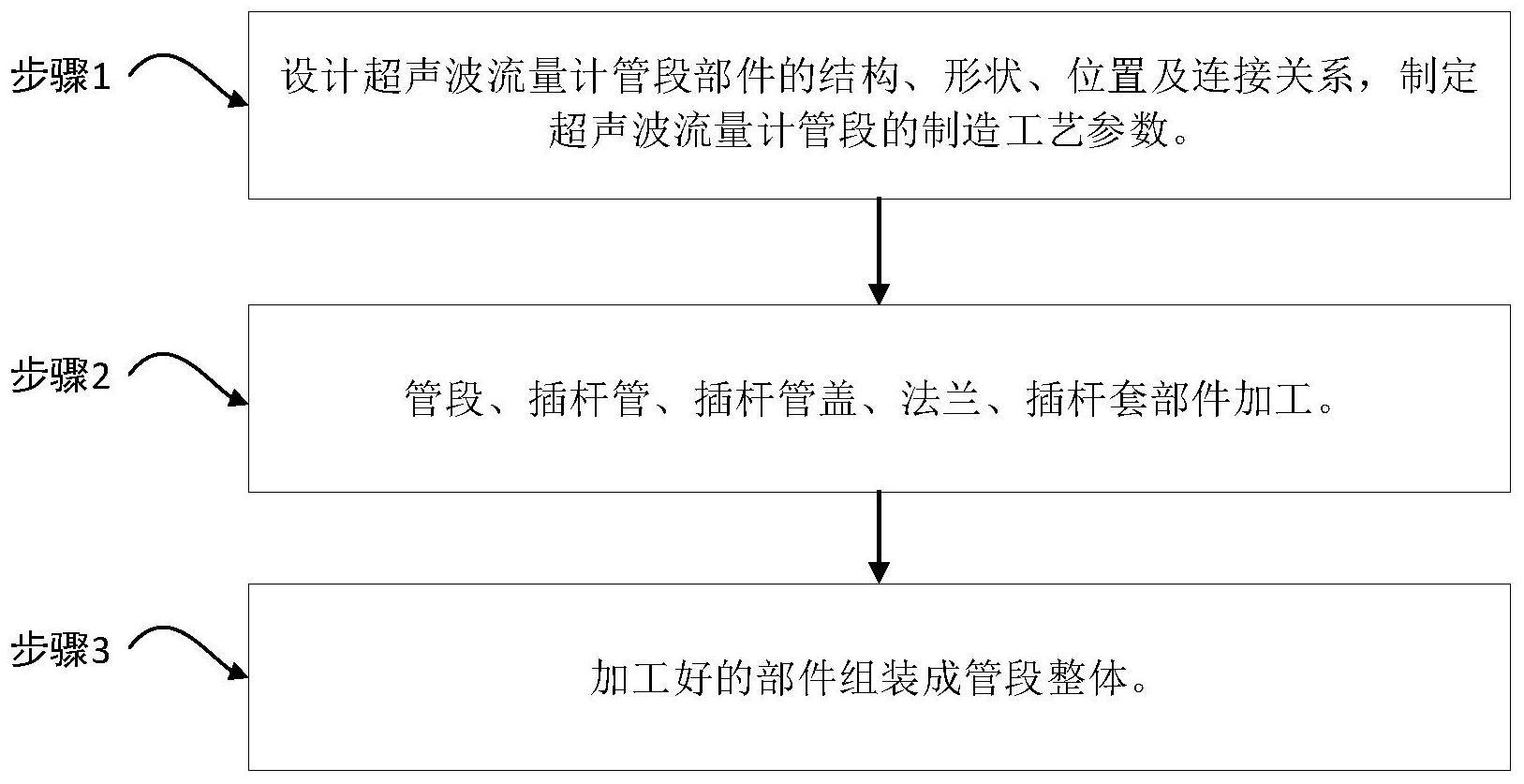
为了解决现有超声波流量计管段表体铸造工艺的问题,本发明设计一种超声波流 量计管段及制造方法,本发明可以快速生产表体,且节能环保。 本发明的技术方案,如下: 一种超声波流量计管段的制造方法,包括如下步骤: 步骤1:超声波流量计管段部件的结构、形状、位置及连接关系设计,制定超声波流 量计管段的制造工艺参数; 步骤2:管段部件加工,部件包括管段、插杆管、插杆管盖、法兰、插杆套,每个部件 的加工如下: 管段加工:将不锈钢圆管的标准管材通过激光切割成圆管管段,形成管段的两个 端面,在管段上通过激光切割出成对弧形槽,弧形槽分别设置在管段的两侧; 插杆管加工:将不锈钢插杆管的标准管材通过激光切割成插杆管,插杆管有两个 端面,在插杆管管体上通过激光切割出一个弧形槽,插杆管的弧形槽与管段弧形槽吻合安 装,插杆管的数量与管段弧形槽的数量一致; 插杆管盖加工:将不锈钢板通过激光切割出与插杆管配合的插杆管盖; 插杆套加工:车床加工出插杆套,插杆套可焊接到插杆管内; 法兰加工:将不锈钢板通过车床加工出法兰,该法兰可焊接在管段两侧; 步骤3:将步骤1中加工好的部件组装成管段整体,包括如下操作: 在管段上焊接插杆管,插杆管的弧形槽要与圆管的弧形槽保持同心,焊接后插杆 管的端面应保证在同一个平面; 在插杆管上焊接插杆套; 在管段两侧焊接法兰,应保证两个法兰面互相平行。 进一步的,所述步骤2的管段部件还包括圆孔、测压柱、测温柱,其加工方法为: 圆孔加工:还用激光切割出两个圆孔,圆孔的轴线与管段成对弧形槽中心的连接 线垂直; 测压柱、测温柱加工:车床加工出与管段圆孔相配套的测压柱和测温柱,测压柱和 测温柱可插入圆孔中。 4 CN 111579010 A 说 明 书 2/3 页 所述步骤3的组装方法,将加工好的测压柱和测温柱焊接到圆孔中。 本发明所使用的管材都是市场上的现有管材,对管材使用激光切割、车床加工,能 快速生产出管段部件,快速焊接组装,大大降低了生产时间。且不存在加工造成的污染问 题。 本发明还提供了一种超声波流量计管段,由超声波流量计管段的制造方法加工成 的管段部件及组装成整体,包括管段、插杆管、插杆管盖、插杆套、法兰,所述管段有成对的 弧形槽,弧形槽分别设置在管段的两侧;所述插杆管有一个弧形槽,插杆管的弧形槽与管段 的弧形槽数量一致且能吻合焊接;插杆套焊接到插杆管中,插杆管盖焊接到插杆管底端;法 兰平行焊接在管段两侧。 超声波流量计在使用时,为了监测流体稳定性,在管段上还有两个圆孔,圆孔的轴 线与管段成对弧形槽中心的连接线垂直,所述超声波流量计管段还包括测温柱与测压柱, 测温柱与测压柱分别焊接到圆孔上。 管段加工的弧形槽数目可以为成对的2,4,6,8等偶数。在实际使用的过程中,多使 用4个弧形槽,放置4个换能器或8个换能器,一方面可以提高流量计测试精确度,另一方面 不会增加流量计管段的体积。 所述测压柱上有安装孔用于放置压力传感器、有螺钉孔用于固定配件。 所述测温柱上有安装孔用于放置温度传感器。 本发明的有益效果:本发明设计的超声波流量计管段,以卫生级标准无缝不锈钢 管,以激光切割、激光焊接,配合自动工装,将表体生产效率提高1倍以上,更节能环保。 附图说明 图1为本发明一种超声波流量计管段制造方法流程图。 图2为本发明一种超声波流量计管段整体结构示意图。 图3为本发明一种超声波流量计管段分解结构示意图。 图4为本发明一种超声波流量计管段测温柱和测压柱放大图。











