
技术摘要:
本发明涉及一种成型模具组件、负压成型装置以及负压成型方法。该成型模具组件包括第一模具和第二模具,第一模具包括第一成型件、第一支撑件以及第一密封件;第二模具包括第二成型件、第二支撑件以及第二密封件。第一支撑件围绕第一成型件的外缘设置,第一密封件围绕第 全部
背景技术:
曲面产品由于具有出色的外观性能而受到了研究者和消费者的广泛关注。随着制 造技术的不断发展,曲面产品的性能得到了进一步的提高。曲面产品的发展将电子设备的 外观等性能提升到了一个新的高度。现在,越来越多电子设备厂家在产品设计中更加倾向 于使用曲面产品来作为其产品的保护盖板。 尽管曲面产品在使用过程中表现为很优异的性能,但是,由于曲面产品具有特殊 的结构特点,传统的成型方法和成型设备得到的曲面产品存在较多的问题。比如,在成型之 后,曲面产品的曲面处会存在较多的杂质。这些杂质的存在会直接影响曲面产品的品质,导 致曲面产品的生产良率下降。
技术实现要素:
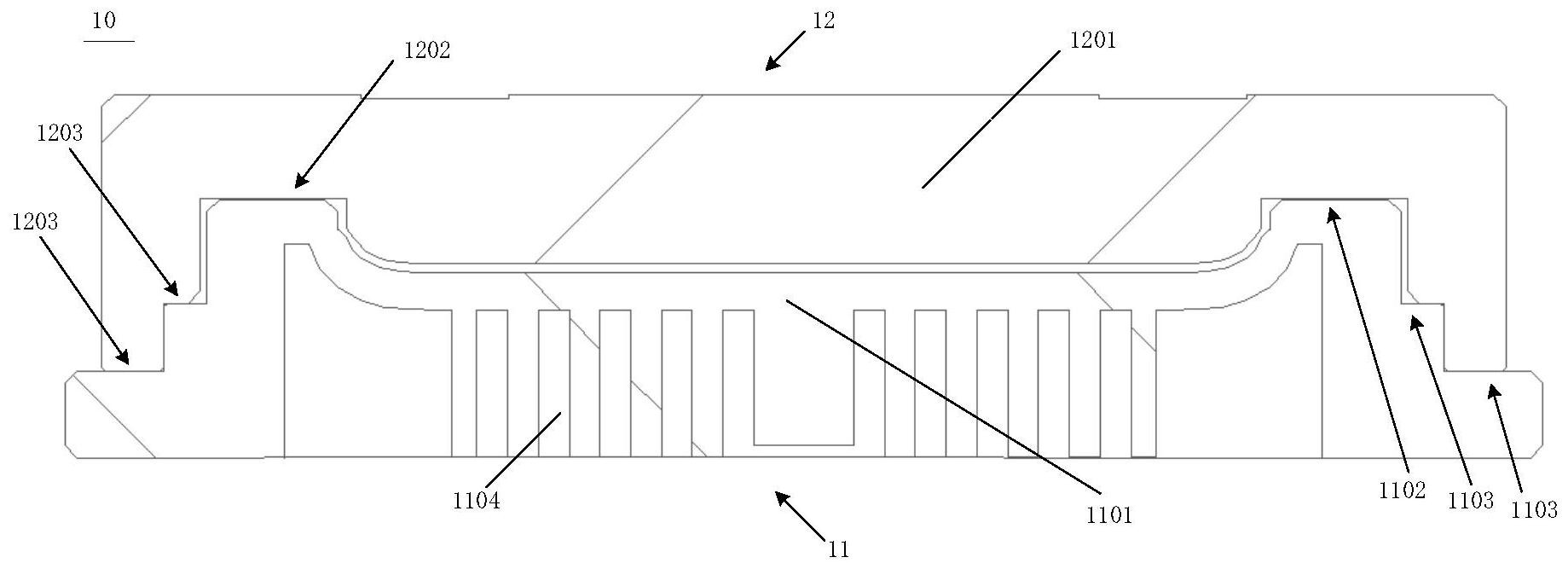
基于此,有必要提供一种成型模具组件。通过所述成型模具组件能够有效减少产 品成型过程中进入成型装置内部的杂质。当加工曲面产品时,所述成型模具组件能够有效 减少成型后曲面产品的曲面处的杂质。通过所述成型模具组件有利于提高产品的品质和生 产良率。 另外,还有必要提供一种负压成型装置。所述负压成型装置包括所述成型模具组 件以及抽气机构。通过所述负压成型装置对产品进行负压成型,能够有效防止杂质进入成 型装置内部。当加工曲面产品时,所述负压成型装置能够有效防止杂质对曲面产品的质量 造成不利影响。 除此之外,还有必要提供一种负压成型方法,所述负压成型方法采用所述负压成 型装置。通过所述负压成型方法能够减少产品中的杂质,提高产品的品质。当加工曲面产品 时,所述负压成型方法能够有效提高曲面产品的良率。 为了解决上述技术问题,本发明的具体方案如下: 本发明的一个目的在于提供一种成型模具组件。所述成型模具组件包括第一模具 和第二模具; 所述第一模具包括第一成型件、第一支撑件以及第一密封件,所述第一支撑件围 绕所述第一成型件的外缘设置,所述第一密封件围绕所述第一支撑件的外缘设置,所述第 一支撑件用于与所述第二模具配合的表面形成第一支撑面,所述第一密封件用于与所述第 二模具配合的表面形成多个第一密封面; 所述第二模具包括第二成型件、第二支撑件以及第二密封件,所述第二支撑件围 绕所述第二成型件的外缘设置,所述第二密封件围绕所述第二支撑件的外缘设置,所述第 二支撑件用于与所述第一模具配合的表面形成第二支撑面,所述第二密封件用于与所述第 3 CN 111590952 A 说 明 书 2/6 页 一模具配合的表面形成多个第二密封面; 所述第一密封件与所述第二密封件能够配合形成密封腔,所述第一成型件与所述 第二成型件能够配合形成成型腔。 在其中一个实施例中,多个所述第一密封面平行设置,多个所述第二密封面平行 设置。 在其中一个实施例中,所述第一成型件凸出于所述第一密封面。 在其中一个实施例中,所述第一支撑面凸出于所述第一成型件。 在其中一个实施例中,所述第二密封面凸出于所述第二成型件。 在其中一个实施例中,所述第二成型件凸出于所述第二支撑面。 在其中一个实施例中,所述第一成型件、所述第一支撑件以及所述第一密封件为 一体成型的结构;和/或, 所述第二成型件、所述第二支撑件以及所述第二密封件为一体成型的结构。 本发明还有一个目的在于提供一种负压成型装置。所述负压成型装置包括上述任 一实施例中所述的成型模具组件以及抽气机构; 所述第一成型件和/或所述第二成型件具有多孔结构,所述抽气机构用于对所述 成型腔进行抽气以使所述成型腔中形成负压。 在其中一个实施例中,所述第一成型件上设有第一盲孔,所述第一盲孔的开口远 离所述第一支撑面;和/或, 所述第二成型件上设有第二盲孔,所述第二盲孔的开口远离所述第二支撑面。 除了上述两个目的,本发明还有一个目的在于提供一种负压成型方法。所述负压 成型方法采用上述任一实施例中所述的负压成型装置,所述负压成型方法包括如下步骤: 调整所述第一模具与所述第二模具的相对位置,使所述第一密封件与所述第二密 封件配合形成密封腔,待成型产品位于所述第一成型件与所述第二成型件配合形成的成型 腔中,通过所述抽气机构对所述成型腔进行抽气以使所述成型腔中形成负压。 上述成型模具组件包括第一模具和第二模具。第一模具包括第一成型件、第一支 撑件以及第一密封件;第二模具包括第二成型件、第二支撑件以及第二密封件。第一支撑件 围绕第一成型件的外缘设置,第一密封件围绕第一支撑件的外缘设置,第一支撑件用于与 第二模具配合的表面形成第一支撑面,第一密封件用于与第二模具配合的表面形成多个第 一密封面。第二支撑件围绕第二成型件的外缘设置,第二密封件围绕第二支撑件的外缘设 置,第二支撑件用于与第一模具配合的表面形成第二支撑面,第二密封件用于与第一模具 配合的表面形成多个第二密封面。第一密封件与第二密封件能够配合形成密封腔,第一成 型件与第二成型件能够配合形成成型腔。上述成型模具组件,在第一模具和第二模具合模 的过程中,第一密封件和第二密封件能够配合形成密封腔,防止外界灰尘、粉尘等杂质进入 成型腔中。一旦有杂质进入成型腔中,在产品成型的过程中,杂质会附着在产品上,导致在 成型后的产品中出现杂质,直接影响产品的品质、降低产品的良率。尤其在在曲面产品成型 时,进入成型腔中的杂质会主要附着在曲面产品的曲面处,而后续对曲面产品的曲面处的 抛光难度很大,难以将曲面处的杂质除去,严重情况下会直接导致曲面产品报废。通过上述 成型模具组件能够有效减少产品成型过程中进入成型装置内部的杂质,提高产品的品质和 生产良率。 4 CN 111590952 A 说 明 书 3/6 页 上述负压成型装置包括上述成型模具组件以及抽气装置,通过上述负压成型装置 对产品进行负压成型,能够有效防止杂质进入成型装置内部。当加工曲面产品时,上述负压 成型装置能够有效防止杂质对曲面产品的质量造成不利影响。 上述负压成型方法采用上述负压成型装置,通过上述负压成型方法能够减少产品 中的杂质,提高产品的品质。当加工曲面产品时,上述负压成型方法能够有效提高曲面产品 的良率。 附图说明 图1为本发明一实施例中负压成型装置的结构示意图。 图2为图1中A-A处的剖视图。 图3为图1中B-B处的剖视图。 图中标记说明: 10、负压成型装置;11、第一模具;1101、第一成型件;1102、第一支撑面;1103、第一 密封面;1104、第一盲孔;12、第二模具;1201、第二成型件;1202、第二支撑面;1203、第二密 封面。











