
技术摘要:
本发明公开了一种自动化口罩机,涉及口罩机设备技术领域,解决了常见由于不同的工序需要使用到不同的设备,因此会导致口罩生产出现成本高、以及生产效率低等的不良情况的问题,其技术方案要点是,包括依次设置的上料机构、成型机构、焊接整形机构、接驳输送线、耳带焊 全部
背景技术:
随着空气质量的越来越差,呼吸系统疾病也越来越多,因为空气中的病菌、粉尘、 废气等可通过呼吸进入人体,对身体造成严重损害,佩戴口罩可以起到一定的过滤作用。 折叠口罩是一种用于保护呼吸系统的卫生用品,使人体免受空气中的病菌、粉尘、 废气等侵害。折叠口罩主要由无纺布、鼻线和耳带构成,具有手感柔软丰满,高效过滤,防低 毒,除异味,透气舒适,卫生方便,安全美观的特点。 而折叠口罩在生产时,需要经过上鼻梁线、上耳带、对折、成型熔接和成品切断等 多道工序。由于不同的工序需要使用到不同的设备,而这些设备的操作还需要多个工人,因 此会导致口罩生产出现成本高、以及生产效率低等的不良情况,而且使用简单的直线型流 水线布局方式会占用较大的空间。
技术实现要素:
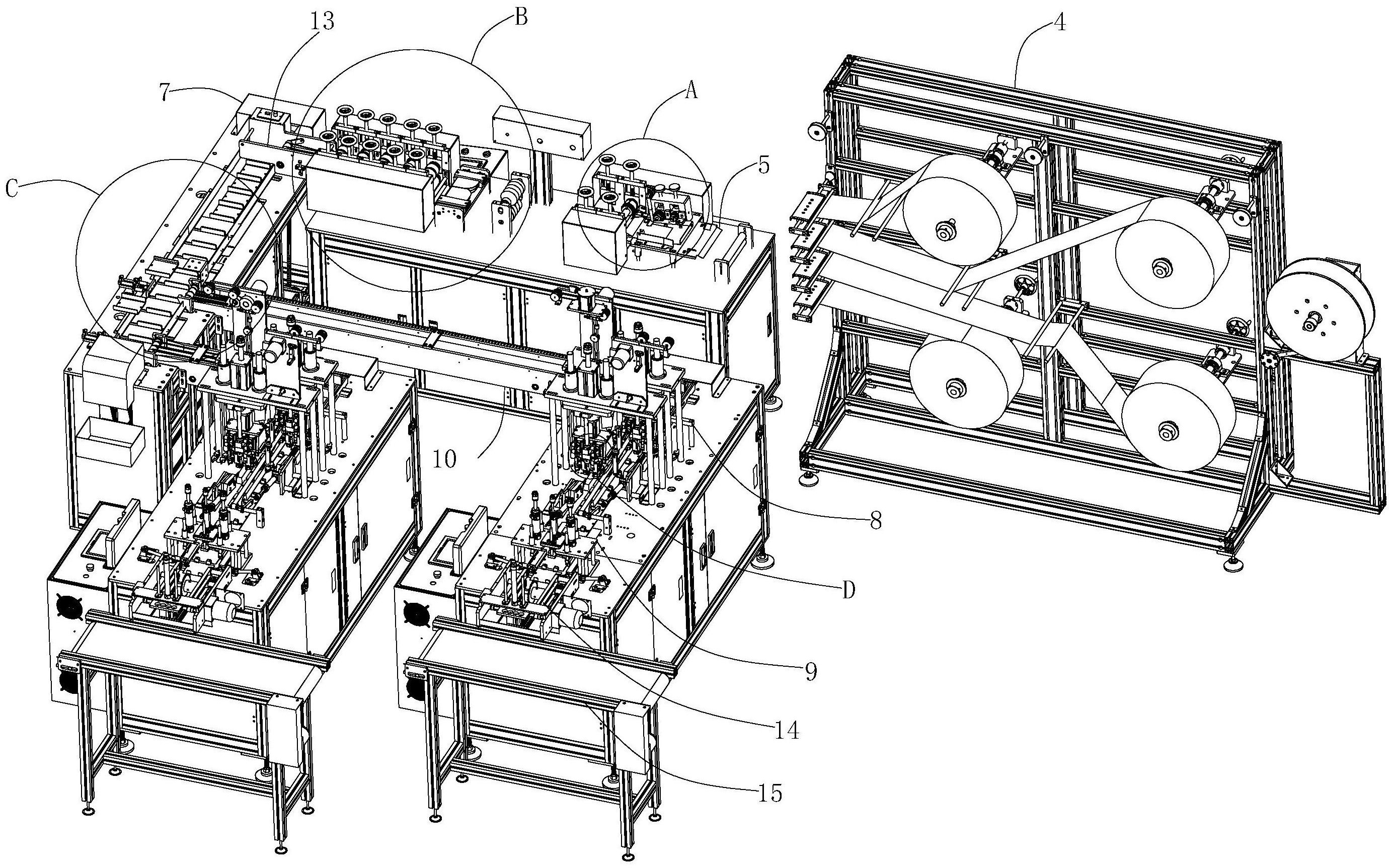
本发明的目的是提供一种自动化口罩机,具有采用全自动化的加工方式,既可有 效地降低因人员接触到口罩所造成不必要的污染,还可便于提高口罩加工的效率,便于提 高口罩机的加工效率和降低设备所需的占地的优点。 本发明的上述技术目的是通过以下技术方案得以实现的:一种自动化口罩机,包 括依次设置的上料机构、成型机构、焊接整形机构、用于输送口罩本体的接驳输送线、用于 焊接口罩耳带的耳带焊接机构、用于折叠口罩耳带的极耳折叠机构;所述耳带焊接机构的 数量为若干个且设置在所述接驳输送线的旁侧,所述耳带焊接机构与接驳输送线通过第一 输送线连接,所述接驳输送线的旁侧设有用于驱动口罩本体滑入第一输送线的推口罩直线 驱动装置,所述第一输送线的数量与所述耳带焊接机构的数量相匹配;所述耳带焊接机构 与极耳折叠机构之间通过第二输送线连接。 通过采用上述技术方案,上料机构包括若干卷防护面材;而在本方案中,根据口罩 生产的步骤整体分为两个部分的流水线,上料机构、成型机构、焊接整形机形成第一流水 线,而耳带焊接机构和极耳折叠机构则形成第二流水线,并且该第二流水线沿着接驳输送 线的轴向均布,第一流水线和第二流水线两者的送料方向均与接驳输送线的送料方向相垂 直,因此第二流水线的数量可为若干个且沿着接驳输送线的送料方向布置,进而便于提高 口罩机的加工效率和降低设备所需的占地,以便于有效地缓解传统口罩生产流水线的生产 不便;其次本方案采用全自动化的加工方式,既可有效地降低因人员接触到口罩所造成不 必要的污染,还可便于提高口罩加工的效率。 本发明的进一步设置,所述焊接整形机构与接驳输送线之间通过第三输送线连 接,所述第三输送线上转动连接有弹出转轴,所述弹出转轴上设有的用于将口罩本体弹出 的弹出摆臂,所述弹出摆臂位于第三输送线内,所述弹出摆臂通过弹出动力装置驱动其自 4 CN 111602913 A 说 明 书 2/8 页 转并使得口罩本体翻转后进入接驳输送线内。 通过采用上述技术方案,当口罩本体顺着第三输送线移动至弹出摆臂所处位置 时,弹出动力装置驱动弹出摆臂转动,进而将口罩本体翻面后送入接驳输送线内,以便于后 续口罩本体与耳带的焊合工序。 本发明的进一步设置,所述第一输送线包括两个转动方向与进料方向相同的转动 轮,其中一个所述转动轮的周向侧壁上套设有同轴绕设于另一个转动轮上的线型输送圈; 线型输送圈的数量至少为两个且沿着转动轮的轴向均布。 通过采用上述技术方案,推口罩直线驱动装置将接驳输送线上的口罩本体推动至 线型输送圈上,然后采用线型布线方式的线型输送圈可使得口罩本体更加流畅地传输至耳 带焊接机构上。 本发明的进一步设置,所述成型机构包括用于放置鼻线的进料输送机构、以及第 一鼻线切割装置,所述进料输送机构靠近第一鼻线切割装置的侧面上设有可供鼻线穿过的 第一导向通道,所述第一鼻线切割装置包括布置于第一导向通道开口上的第一切割刃,所 述第一切割刃的切割方向布置于第一导向通道的轴向上。 本发明的进一步设置,所述进料输送机构上设有用于压合鼻线的鼻线送料轮,所 述鼻线送料轮设置于第一导向通道上,所述鼻线送料轮压合鼻线于第一导向通道内移动。 本发明的进一步设置,所述第一导向通道包括用于鼻线进料的第一鼻线导向通 道、和用于鼻线出料的第二鼻线导向通道,所述第一鼻线导向通道和第二鼻线导向通道分 别布置于第一鼻线切割装置沿着送料方向的两侧。 通过采用上述技术方案,当鼻线沿着第一导向通道移动的同时,口罩本体亦沿着 口罩导向部移动;鼻线首先穿过第一鼻线导向通道,然后第一切割刃转动直至切断鼻线,切 断后的鼻线于进料面上持续移动直至穿过第二鼻线导向通道;与此同时,口罩本体穿过口 罩导向部并经过第一收窄通道后完成收窄;由于口罩本体由多层防护材料制成,鼻线焊合 于多层防护材料之间,当鼻线和口罩本体同时进入第一齿模组与鼻线焊合装置之间完成鼻 线和口罩本体的焊合工序。通过第一导向通道的设置可使得鼻线的进料更为流畅,而且焊 合前的定位更为准确,进而便于提高口罩成品的加工质量。 本发明的进一步设置,所述焊接整形机构包括沿着进料方向依次设置的口罩折叠 组件、第一压送轮组、第二齿模组、第二压送轮组、第一切刀轮组、以及第三压送轮组;所述 第二齿模组的下方设有位于进料输送机构另一侧的口罩焊合装置;所述口罩折叠组件包括 沿着送料方向依次设置的折辊和折叠板组,所述折辊设置于第一鼻线切割装置沿着送料方 向的旁侧。 通过采用上述技术方案,口罩本体经过口罩折叠组件表面部分位置折叠成若干条 折痕,然后在第一压送轮组的挤压下持续进料并完成第二齿模组压合前的预固定,紧接着 经过第二齿模组完成口罩本体的压合成型、以及口罩焊合装置的焊合定型,然后经过第二 压送轮组后被第一切刀轮组切切断成单个的口罩本体。折辊为两组对向设置的压合辊,两 组压合辊的朝向相反且呈相互抵触,折叠板组为两组对向且交错设置的折叠架,折叠架为 由若干块呈阶梯式布置的折叠板组成,口罩本体依次经过折辊和折叠板组件后完成口罩本 体的折叠工序。 本发明的进一步设置,所述耳带焊接机构包括耳带焊接架、固设于耳带焊接架上 5 CN 111602913 A 说 明 书 3/8 页 的第一直线移动机构,与第一直线移动机构驱动连接的两个连接部以及分别设于连接部末 端的第一焊接头;连接部上还设有与其滑动连接的焊接安装架,焊接安装架上设有第二推 口罩直线驱动装置、第三推口罩直线驱动装置以及第二电机。 本发明的进一步设置,所述焊接安装架上设有与第二电机驱动连接的旋转柱体, 所述旋转柱体穿过焊接安装架且其末端设有旋转板,所述旋转板的两端分别设有耳带支撑 架,旋转板的两侧均设有与其转动连接的两个相对应的弹性勾。 通过采用上述技术方案,第二推口罩直线驱动装置上设有与其驱动连接的两个挡 块,两个挡块向下运动时驱动弹性勾紧贴在旋转板的侧面上;第三推口罩直线驱动装置上 设有与其驱动连接的压线弯板。安装腔室的顶面上设有第一超声波换能器,第一超声波换 能器设于第一焊接头的下方;耳带剪断机构包括剪刀驱动装置以及设于剪刀驱动装置的活 塞杆上的气动剪刀,剪刀驱动装置驱动气动剪刀伸入/退出两个相对应的弹性勾中间。 工作过程:首先,耳带料通过耳带进料机构输出至旋转板。耳带料环绕在旋转板和 耳带支撑架上,弹性勾将耳带料钩住。第二推口罩直线驱动装置驱动两个挡块向下运动,两 个挡块向下运动时驱动两个弹性勾紧贴在旋转板的侧面上,并将耳带料压紧在旋转板的表 面上,同时,剪刀驱动装置驱动气动剪刀伸入两个相对应的弹性勾中间,气动剪刀将耳带料 剪断,剪断后耳带具有两个线头。然后第三推口罩直线驱动装置驱动压线弯板向下运动将 耳线压住,同时,第一直线驱动装置分别同时驱动两个第一焊接头向下运动,第一焊接头将 耳带的两个线头焊接在布料的一边。焊接完成后,第三推口罩直线驱动装置驱动压线弯板 向上运动,同时,两个第一直线驱动装置分别同时驱动两个第一焊接头向上运动,焊接完成 后,耳带料的线头勾在弹性勾上,旋转板旋转一周并通过弹性勾扯动耳带料,继续下一个循 环。 本发明的进一步设置所述极耳折叠机构包括耳带折叠底座,所述耳带折叠底座上 设有用于放置耳带的第一安装位,所述耳带折叠底座的侧面转动连接有压耳带摆臂,其特 征在于,所述压耳带摆臂靠近第一安装位的侧面设有用于驱动耳带翻转的翻转杆,所述压 耳带摆臂上转动连接有可驱使其自转的耳带动力装置。 通过采用上述技术方案,当口罩主体在耳带焊接机构上完成耳带的焊接后,耳带 为展开平铺于口罩主体的两侧,由于此时翻转杆位于第一凹槽内,因此耳带盖合于翻转杆 上;当口罩本体移动至第二安装位时,耳带亦同时移动至第一安装位并盖合于翻转杆上,此 时耳带动力装置通过压耳带摆臂以驱动翻转杆转动,翻转杆往靠近口罩本体的方向转动, 进而带动耳带往口罩本体的方向翻转并完成折叠;紧接着,耳带动力装置驱动压耳带部往 耳带靠近,并将耳带压合于口罩本体上。通过自动化的加工方式将耳带翻转折叠于口罩本 体内,以避免人工操作对口罩本体造成不必要的污染,并且当耳带完成折叠后可减少耳带 外露于口罩本体外的面积,进而便于口罩的储存摆放。 综上所述,本发明具有以下有益效果: 1、采用全自动化的加工方式,既可有效地降低因人员接触到口罩所造成不必要的 污染,还可便于提高口罩加工的效率; 2、便于提高口罩机的加工效率和降低设备所需的占地,以便于有效地缓解传统口 罩生产流水线的生产不便; 3、可使得鼻线的进料更为流畅,而且焊合前的定位更为准确,进而便于提高口罩 6 CN 111602913 A 说 明 书 4/8 页 成品的加工质量; 4、通过自动化的加工方式将耳带翻转折叠于口罩本体内。 总的来说本发明,采用全自动化的加工方式,既可有效地降低因人员接触到口罩 所造成不必要的污染,还可便于提高口罩加工的效率,便于提高口罩机的加工效率和降低 设备所需的占地,以便于有效地缓解传统口罩生产流水线的生产不便。 附图说明 图1是本实施例的结构示意图; 图2是图1中A处的放大图; 图3是图1中B处的放大图; 图4是图1中C处的放大图; 图5是图1中D处的放大图; 图6是本实施例中第三输送线的结构示意图; 图7是本实施例中耳带焊接机构、极耳折叠机构与第二输送线的连接关系示意图; 图8是图7中D处的放大图; 图9是图7中E处的放大图; 图10是本实施例中接驳输送线的结构示意图。 附图标记:4、上料机构;5、成型机构;51、进料面;52、第一鼻线切割装置;521、第一 切割刃;522、鼻线切刀轮;53、第一导向通道;531、第一鼻线导向通道;532、第二鼻线导向通 道;54、鼻线送料轮;55、第一切刀槽;56、口罩导向部;561、第一收窄通道;5611、第一下压 部;57、第一齿模组;58、鼻线焊合装置;6、焊接整形机构;61、口罩折叠组件;611、折辊;612、 折叠板组;62、第一压送轮组;63、第二齿模组;64、第二压送轮组;65、第一切刀轮组;66、第 三压送轮组;67、口罩焊合装置;7、接驳输送线;8、耳带焊接机构;81、耳带焊接架;811、第二 直线驱动装置;812、第三直线驱动装置;813、第二电机;815、旋转板;816、耳带支撑架;817、 弹性勾;818、挡块;819、压线弯板;82、第一直线驱动装置;83、连接部;84、第一焊接头;85、 耳带剪断机构;86、焊接安装架;852、剪刀驱动装置;853、气动剪刀;9、极耳折叠机构;90、压 耳带部;91、耳带折叠底座;911、第一安装位;912、第二安装位;92、压耳带摆臂;93、翻转杆; 94、耳带动力装置;941、摆臂直线驱动机构;95、第一凹槽;96、承接座;98、压口罩动力装置; 99、口罩压板;10、第一输送线;101、转动轮;102、线型输送圈;11、第二输送线;13、第三输送 线;131、弹出转轴;132、弹出摆臂;133、弹出动力装置;14、第四输送线;15、第五输送线;16、 推口罩直线驱动装置;17、成品压合驱动装置;18、成品压合部。











