
技术摘要:
本申请公开了一种大型飞机翼盒总装型架转站结构,包含钢地轨、轮组结构、X方向轮组、Y方向轮组、型架定位结构和牵引车;轮组结构安装在翼盒总装型架底盘两侧,每个轮组结构包含独立的X方向轮组和Y方向轮组,用于翼盒总装型架在X方向和Y方向地轨上移动,Y方向轮组带有升 全部
背景技术:
近年来,随着国产大型军民用运输机研制工作快速推进,国产多型大型运输机研 制主要矛盾已渐渐由“研”的问题转向“制”的问题,如何快速增产,实现生产量的突破成为 飞机制造企业需要重点攻关的难点。 飞机翼盒产品零件数量多,装配协调难度大,制孔铆接数量大,翼盒装配一直是制 约全机生产周期的瓶颈问题。目前,国内大型运输机翼盒总装型架均为固定式结构,所有工 序需要在同一站位完成工作,无法实现脉动生产,不能满足产量提升需求。 以长度大于25米级翼盒总装型架为研究对象,型架总重量超过60吨,分析现有型 架移动结构和技术均无法满足脉动生产线规划需求,例如:一、型架采用普通轮组,用大型 牵引车拖动的方案,型架转弯半径大,普通轮组摩擦力大,所需要的大型牵引车尺寸大,不 满足生产线要求;二、AGV车移动,需要具备举升和移动功能,超重型、窄宽度的型架特点导 致AGV成本费用大,并且存在安全隐患;三、型架自带移动系统,所增加的结构尺寸大,为保 证移动稳定,超出型架框架部分无法满足生产线制孔等站位空间尺寸要求。 研究满足大型飞机翼盒总装型架脉动生产线转站需求的结构和转站方法,需要针 对现有技术存在的缺陷,解决超重量型架轻巧移动问题,解决超大型型架小空间转向问题, 解决超长、超高,小宽度型架移动安全性问题。
技术实现要素:
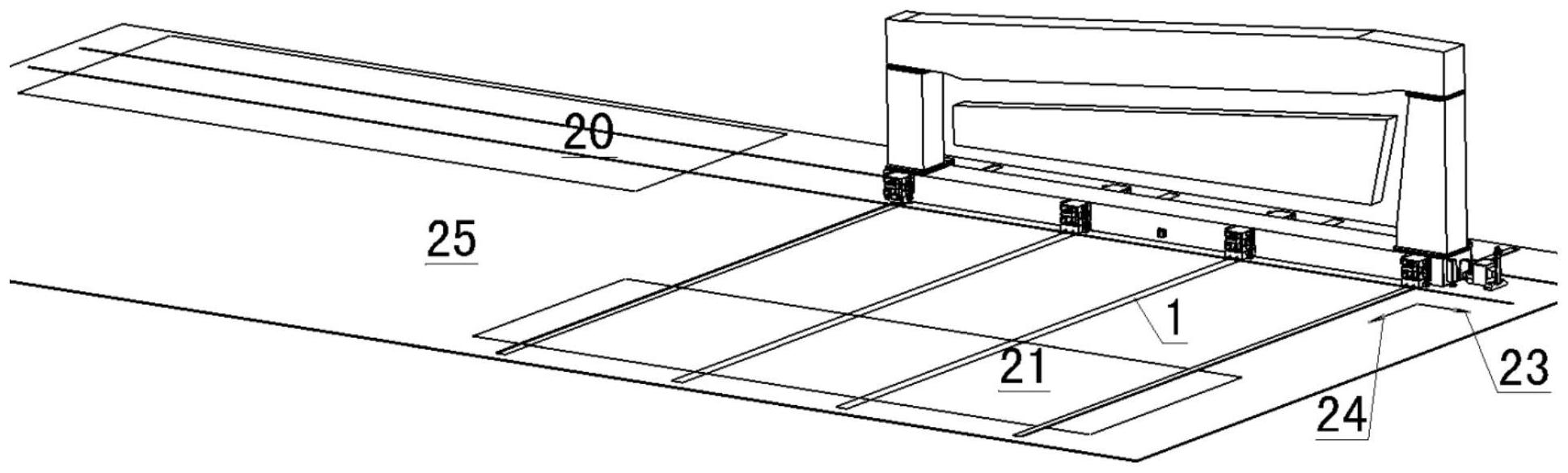
为了解决上述问题,本发明提供了一种大型飞机翼盒总装型架转站结构和转站方 法,设计垂直交叉的X方向地轨和Y方向地轨连接站位一和站位二,集成设计的轮组结构包 含X方向轮组和Y方向轮组,分别用于型架在X方向和Y方向移动,设计Y方向轮组升降结构, 实现两个方向轮组切换,通过轮组切换实现型架转向功能,此外还设有型架定位结构,确保 轮组切换安全性。 一种大型飞机翼盒总装型架转站结构,包括钢地轨、轮组结构、X方向轮组、Y方向 轮组、型架定位结构、牵引车;钢地轨由X方向地轨和Y方向地轨组成,X方向地轨和Y方向地 轨安装在厂房地面上,X方向地轨由两根平行轨道组成,轨道间距与翼盒总装型架宽度一 致;Y方向地轨与X方向地轨搭接,并且相互垂直,Y方向地轨由四根平行轨道组成,其中外侧 两根为导向地轨,轨道间距与翼盒总装型架长度一致,内侧两根为承载地轨;轮组结构分为 四组,共八个,沿翼盒总装型架底盘均匀布置,轮组结构间距与Y方向地轨间距一致,每个轮 组结构由X方向轮组、Y方向轮组、固定框架、浮动框架、滑轨和弹簧组成,固定框架焊接在翼 盒总装型架底盘上,浮动框架通过滑轨和弹簧安装在固定框架上,X方向轮组和Y方向轮组 安装在浮动框架上,X方向轮组和Y方向轮组可分别沿X方向地轨和Y方向地轨移动;型架定 3 CN 111591461 A 说 明 书 2/4 页 位结构由球头结构、球窝结构和升降结构组成,球头结构和升降结构安装在翼盒总装型架 底盘一端头,球窝结构安装在X方向地轨和Y方向地轨的搭接位置地面上,翼盒总装型架完 成X方向移动后,通过型架定位结构定位,完成型架从X方向到Y方向的转向;牵引车可以与 翼盒总装型架底盘端头和中间连接,牵引移动翼盒总装型架分别沿X方向地轨和Y方向地轨 移动。 Y方向轮组由Y方向升降轮、伺服电机、锁紧结构和滑槽组成,Y方向升降轮通过滑 槽安装在浮动框架上,伺服电机和锁紧结构一端安装在浮动框架上,另一端与Y方向升降轮 连接,伺服电机驱动Y方向升降轮沿滑槽移动,移动到位置后,由锁紧结构锁紧固定。 浮动框架为C型结构,两根平行滑轨的滑块安装在浮动框架上,滑轨的轨道安装在 固定框架上,弹簧分为两组,共四根,两组弹簧的一端都连接在固定框架上,其中一组弹簧 的另一端连接在浮动框架C型上部,一组弹簧的另一端连接在浮动框架C型下部,弹簧用于 将翼盒总装型架的重量传递到浮动框架和X方向轮组、Y方向轮组上,滑轨用于浮动框架沿 导向微调,以实现四组轮组结构紧密接触钢地轨,并且平均承载重量。 一种大型飞机翼盒总装型架转站方法包括如下步骤: 第一步:将X方向地轨一端设置为站位一,Y方向地轨一端设置为站位二,翼盒总装 型架起始放置于站位一,Y方向轮组置于抬起状态,X方向轮组与X方向地轨接触; 第二步:牵引车连接翼盒总装型架端头,牵引翼盒总装型架在X方向沿地轨移动; 第三步:翼盒总装型架移动到X方向地轨和Y方向地轨搭接处,操作型架定位结构, 升降结构推动球头结构进入球窝结构中,球头结构在升降结构推动力的作用下与球窝结构 紧密配合找正,固定翼盒总装型架位置,降下Y方向轮组,使Y方向轮组与Y方向地轨接触,并 持续抬高翼盒总装型架,直至X方向轮组与X方向地轨分离; 第四步:牵引车连接翼盒总装型架中间,牵引翼盒总装型架在Y方向沿地轨移动到 站位二,转站操作完成。 有益效果:本发明提出的大型翼盒总装型架脉动生产线转站结构,采用高强度钢 轮和埋地铺设的浅V形槽高强度钢制地轨接触,在润滑条件下具有极小的最大静摩擦系数, 解决了橡胶脚轮与地面摩擦系数大的问题;高度集成设计的轮组结构同时具备X方向和Y方 向移动功能,通过轮组切换实现型架垂直转向,无需转弯半径,避免钢制轮组转向对地面的 损伤,避免转向安全隐患;同时,还设有型架定位结构,保证了轮组切换的可靠性。本发明的 转站结构有效的降低了大型翼盒型架转站难度和风险,能够采用厂房常规配备的牵引力20 吨级手扶牵引车移动,其结构紧凑,转站结构超出型架尺寸仅约0.6m,对大型制孔设备,大 型移动平台等脉动生产线其它装备影响较小,满足生产线整体集成需求。 附图说明 图1翼盒总装型架转站总体示意图 图2翼盒总装型架示意图 图3轮组结构局部示意图 图4 X方向轮组和Y方向轮组示意图 图中编号说明:1、钢地轨;2、轮组结构;3、X方向轮组;4、Y方向轮组;5、型架定位结 构;6、牵引车;7、X方向地轨;8、Y方向地轨;9、固定框架;10、浮动框架;11、滑轨;12、弹簧、 4 CN 111591461 A 说 明 书 3/4 页 13、球头结构;14、球窝结构;15、升降结构;16、Y方向升降轮;17、伺服电机;18、锁紧结构; 19、滑槽;20、站位一;21、站位二;22、翼盒总装型架底盘;23、X方向;24、Y方向;25、厂房地 面。











