
技术摘要:
本发明公开了一种卷材尾部标记及头部识别方法。本发明采用序列码形式喷涂在前道工序卷材的尾部,通过序列码和计米器轮得到尾部的绝对距离,在进入后道工序时,可方便识别所述序列码,从而解析出当前绝对位置,进而得到当前卷材的头部信息。本发明提高了后道工序卷材头 全部
背景技术:
软包装过程中有五大主要工序,按顺序分为:制膜、印刷、复合、分切/检品/复卷、 制袋;每道工序的被处理的载体都是成卷的卷材(塑料薄膜、纸张或纸张塑料复合材料),两 道工序之间(紧挨着的两道工序或任意的两道工序)都需要识别卷材的头部和尾部,前道工 序的尾部即是后道工序的头部。 由于生产工艺或卷材转运等原因,经常导致前道工序生产完成的卷材的最尾部的 那一部分往往都是不合格品,在进入后道工序时尾部的这部分(后道工序变为头部了)会被 丢弃一部分,也就是说前道工序的尾部和后道工序的头部从绝对位置来说“零点”是不完全 重合的。 为了正确识别后道工序的头部,需要对前道工序的尾部进行绝对位置的标记,现 有技术所采取的方案为:当前工序达到一卷的设定规格(直径或米数)时,机台会给出切/换 卷裁刀信号;工人根据该指示信号,在机台的某个部位(一般来说是靠近机台的收卷部位) 等候接头位置快要通过之前,手工贴上一条或一块胶带或其他类似的记号以完成尾部的标 记。但这样的尾部标记存在以下缺点:1、需要人工操作;2、尾部记号的位置只是在一个尾部 范围内,不能实现绝对位置的标记。 在获得上述人工标记的尾部后,识别后道工序的头部过程为:用光电识别或其他 类似的办法检测并识别前道工序所标记的卷材尾部的记号,进而识别出卷材的头部。由此 也会产生以下不足:1、头部位置不绝对;2、由于头部的一部分可能是不合格品会被丢弃,就 有可能造成前道工序所标记的记号会丢失,从而导致头部无法识别。
技术实现要素:
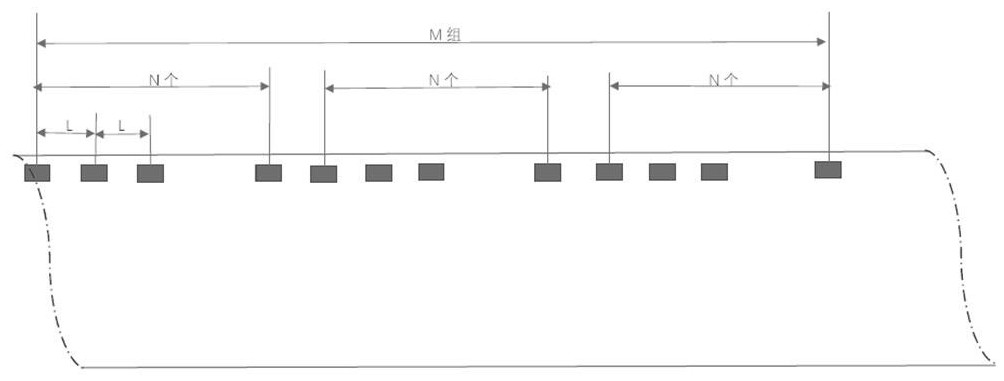
本发明针对现有技术的不足,提供了一种卷材尾部标记及头部识别方法。 为解决上述技术问题,本发明采用的技术方案: 在卷材的前道工序中设置喷码器,所述喷码器设置在第一计米器轮和第一收卷机构之 间。 在卷材的后道工序中设置读码器,所述读码器设置在第二计米器轮和第二收卷机 构之间。 其中卷材尾部标记发生在前道工序中,具体是: 当接收到切/换卷裁刀信号时,喷码器开始喷码;当接头检测器检测到接头时停止喷 码;由此形成的码段用于标记绝对位置,所述的码段为可识别可分类的序列码。 其中卷材头部识别发生在后道工序中,具体是: 接收前道工序所形成的码段,当前道工序中的卷材尾部码段进入读码器范围时,读码 3 CN 111572214 A 说 明 书 2/3 页 器开始读码,根据所读取的序列码计算出绝对位置,从而完成当前工序中的卷材头部识别。 进一步说,所述的可识别可分类的序列码包括以阿拉伯数字为元素的序列码、以 大写字母为元素的序列码和/或以小写字母为元素的序列码。 进一步说,所形成的序列码位于卷材工艺边的附近。 进一步说,喷码器的喷码方式为:对序列码中的同一元素重复等距离喷N个,由此 形成一个组,从而序列码中的M个元素可形成M个组。 进一步说,当读码器读取的序列码内容发生变化时,根据变化后的元素内容,确定 其为序列M个组中的某一组,从而得到当前卷材的绝对位置。 本发明采用序列码形式喷涂在前道工序卷材的尾部,通过序列码和计米器轮得到 尾部的绝对距离,在进入后道工序时,可方便识别所述序列码,从而解析出当前绝对位置, 进而得到当前卷材的头部信息。本发明提高了后道工序卷材头部的识别效率,且识别精度 通过序列码得以保证,节省了大量人力成本,且易于产业化。 附图说明 图1为本发明前道工序示意图; 图2为本发明后道工序示意图; 图3为本发明喷码位置示意图; 图4为本发明喷码方式示意图。











