
技术摘要:
本申请公开了一种汇流条热压一体机,包括供应绝缘膜的绝缘膜上料装置、供应汇流条的汇流条上料装置、接料装置及热压装置;接料装置能够移动至绝缘膜上料装置处接收绝缘膜,再移动至汇流条上料装置处接收汇流条;随后,热压装置能够靠近接料装置进行热压,使得汇流条和 全部
背景技术:
一种光伏电池,参照图1及图2,由若干电池串10排版而成。电池串10由多个电池片 11组合而成,多个电池片11由焊带12实现连接;在电池串10两端,焊带12突出;通过第一种 汇流条2a连接多组电池串10之间的焊带12,实现汇流;同一第一种汇流条2a连接的多组电 池串10中,相邻两组电池串10之间还具有第二种汇流条2b;第二种汇流条2b的一端连接电 池串10一端的第一种汇流条2a,而另一端连接接线盒,实现电流流通。 可知,第二种汇流条2b会与电池片11接触,进而影响电路的稳定性;为此,需要通 过绝缘膜1隔开电池片11和第二种汇流条2b,避免二者直接接触。 传统设备中,第二种汇流条2b和绝缘膜1是分别上料的,即,先在电池片11之间铺 设绝缘膜1,再于绝缘膜1上铺设第二种汇流条2b,工作效率低。
技术实现要素:
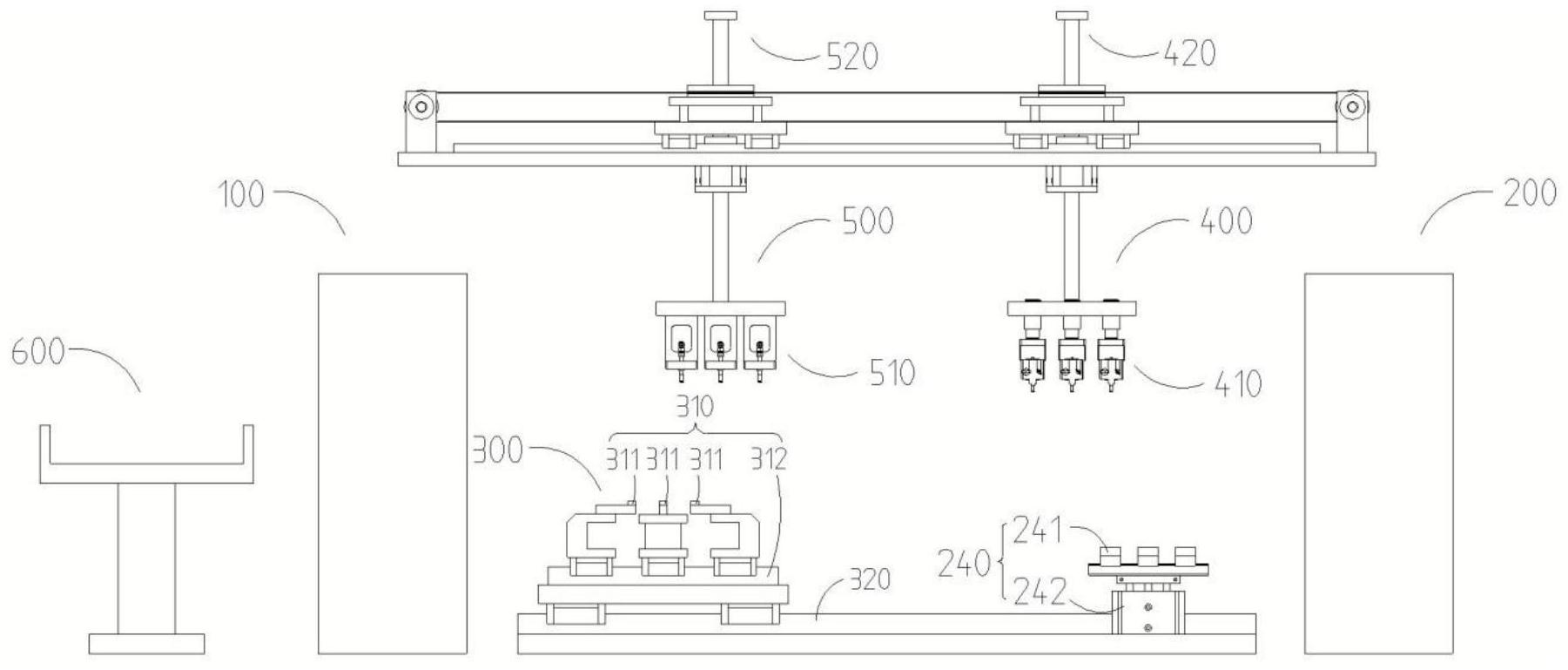
本申请提供了一种汇流条热压一体机及汇流条热压方法,以解决现有技术中工作 效率低的技术缺陷。 为解决上述技术问题,本申请采用的一个技术方案是:提供一种汇流条热压一体 机,包括:绝缘膜上料装置,用于供应绝缘膜;汇流条上料装置,用于供应汇流条;接料装置, 接料装置包括接料平台和接料驱动组件;接料驱动组件连接接料平台、并能够驱动接料平 台(310)在绝缘膜上料装置和汇流条上料装置之间移动;热压装置,热压装置包括加热机构 和热压驱动组件;热压驱动组件连接加热机构、并能够驱动加热机构朝向接料平台运动。 进一步地,绝缘膜上料装置包括:绝缘膜放卷机构,用于释放绝缘膜料带;绝缘膜 分切机构,设于绝缘膜放卷机构下游,能够将绝缘膜料带分切为多根绝缘膜;绝缘膜裁断机 构,设于绝缘膜分切机构下游,能够裁断绝缘膜;绝缘膜牵引机构,能够提取绝缘膜、并牵引 绝缘膜沿第一方向、向下游运动。 进一步地,汇流条上料装置包括多组汇流条制备装置,任一汇流条制备装置包括: 汇流条放卷机构,用于释放汇流条;汇流条裁断机构,设于汇流条放卷机构下游,能够裁断 汇流条;汇流条牵引机构,能够提取汇流条、并牵引汇流条沿第一方向、向下游运动。 进一步地,汇流条制备装置还包括汇流条折弯机构;接料平台接收到汇流条后,汇 流条的端部突出于接料平台;汇流条折弯机构设于接料平台一侧,正对汇流条突出的端部; 汇流条折弯机构包括折弯件和折弯驱动件;折弯驱动件连接折弯件、并能够驱动折弯件朝 向汇流条突出的端部运动、进而翻折汇流条。 进一步地,接料平台包括:多个接料台,任一接料台沿第一方向延伸;变距驱动组 件,能够驱动多个接料台相对运动,以调整相邻两个接料台的间距;接料平台在接料驱动组 5 CN 111613684 A 说 明 书 2/16 页 件的驱动下,移动至绝缘膜上料装置处接收绝缘膜时,相邻两个接料台之间间隔第一距离; 接料平台移动至汇流条上料装置处接收汇流条时,相邻两个接料台之间间隔第二距离;第 二距离大于第一距离。 进一步地,加热机构包括:加热块,沿第一方向延伸设置;多个压针,沿第一方向间 隔布置在加热块上;各压针贯穿加热块,并能在加热块中活动;压针贯穿加热块顶面的一端 具有挡块,能够防止压针脱离加热块;压针贯穿加热块底面的一端具有压头,用于抵靠物 料;压针上套有弹性件;弹性件一端抵靠加热块底面,另一端抵靠压头。 进一步地,热压装置包括多组加热机构,多组加热机构沿第二方向间隔设置。 进一步地,汇流条热压一体机还包括搬运装置,用于转移热压好的汇流条和绝缘 膜;搬运装置包括:搬运提取件和搬运驱动机构,搬运驱动机构连接搬运提取件、能够驱动 搬运提取件自接料平台提取热压好的汇流条和绝缘膜、并转移热压好的汇流条和绝缘膜。 进一步地,汇流条热压一体机还包括缓存架,用于接收搬运装置搬运而来的、热压 好的汇流条和绝缘膜。 一种汇流条热压方法,其包括以下步骤:接料装置移动至绝缘膜上料装置处接收 绝缘膜;接料装置再移动至汇流条上料装置处接收汇流条;汇流条置于绝缘膜上;接料装置 再移动至热压装置处,由热压装置热压汇流条和绝缘膜,使得汇流条和绝缘膜粘结在一起; 汇流条的端部突出于接料平台,由汇流条折弯机构翻折汇流条,使得汇流条突出的端部向 上翘起;接料装置再移动至搬运装置处,由搬运装置取走热压好的汇流条和绝缘膜。 本申请提供了一种汇流条热压一体机,包括供应绝缘膜的绝缘膜上料装置、供应 汇流条的汇流条上料装置、接料装置及热压装置;接料装置能够移动至绝缘膜上料装置处 接收绝缘膜,再移动至汇流条上料装置处接收汇流条;随后,热压装置能够靠近接料装置进 行热压,使得汇流条和绝缘膜粘结在一起;通过直接制备粘合的汇流条和绝缘膜,能够加快 光伏电池的组装、提高工作效率。 本申请还提供了一种汇流条热压方法,包括以下步骤:接料装置移动至绝缘膜上 料装置处接收绝缘膜;接料装置再移动至汇流条上料装置处接收汇流条;此时,接料装置 上,汇流条置于绝缘膜上;接料装置再移动至热压装置处,由热压装置热压汇流条和绝缘 膜,使得汇流条和绝缘膜粘结在一起;另外,汇流条的端部突出于所述接料平台,由汇流条 折弯机构翻折汇流条,使得汇流条突出的端部向上翘起;接料装置再移动至搬运装置处,由 所述搬运装置取走热压好的汇流条和绝缘膜。通过接料装置的多位置移动,逐步实现汇流 条与绝缘膜的组装及处理,以快速制备所需汇流条。 附图说明 为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使 用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于 本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它 的附图,其中: 图1是一种光伏电池的结构示意图; 图2是图1中一组电池串的机构示意图; 图3本申请提供的汇流条热压一体机的结构布局示意图; 6 CN 111613684 A 说 明 书 3/16 页 图4是汇流条热压一体机绝缘膜上料装置一实施例的主视结构示意图; 图5是绝缘膜放卷机构和绝缘膜分切机构又一实施例的结构示意图; 图6是图4或图5中分切组件的侧视结构示意图; 图7是图4中绝缘膜裁断机构的结构示意图; 图8是图7中绝缘膜裁断机构的侧视结构示意图; 图9是图4中绝缘膜牵引机构的俯视结构示意图; 图10是图4中导向机构的俯视结构示意图; 图11汇流条热压一体机汇流条上料装置一实施例的主视结构示意图; 图12是图11中汇流条裁断机构的侧视结构示意图; 图13是接料平台310一实施例的俯视结构示意图; 图14是接料平台310另一实施例的俯视结构示意图; 图15是接料平台310又一实施例的俯视结构示意图; 图16是图1中热压装置一实施例的侧视结构示意图; 图17是图16中圈内结构的放大示意图。











