
技术摘要:
本发明涉及一种墩封机,包括运送待加工工件的输送料带、由输送料带依次连通的墩封装置、青稞纸贴合装置,墩封装置包括与输送料带接通的墩封夹具、位于墩封夹具上方的墩封压块、驱使墩封压块上下移动的墩封气缸,青稞纸贴合装置包括与输送料带接通的转盘、位于转盘上方 全部
背景技术:
圆柱形电池在完成封口和清洗工序后,需要进行墩封作业,即对电池高度进行整 形,以保证电池成品具有统一的高度,提高产品品质,确保最终产品外形具有高度一致性。 因此如何提高墩封的效果和效率,成为各厂家面临的重要技术难题。同时,考虑到墩封完毕 的电池,正极凸起于壳体,暴露在空气中,电池容易因为缺乏绝缘封闭而遭受额外损耗,亟 待改善。
技术实现要素:
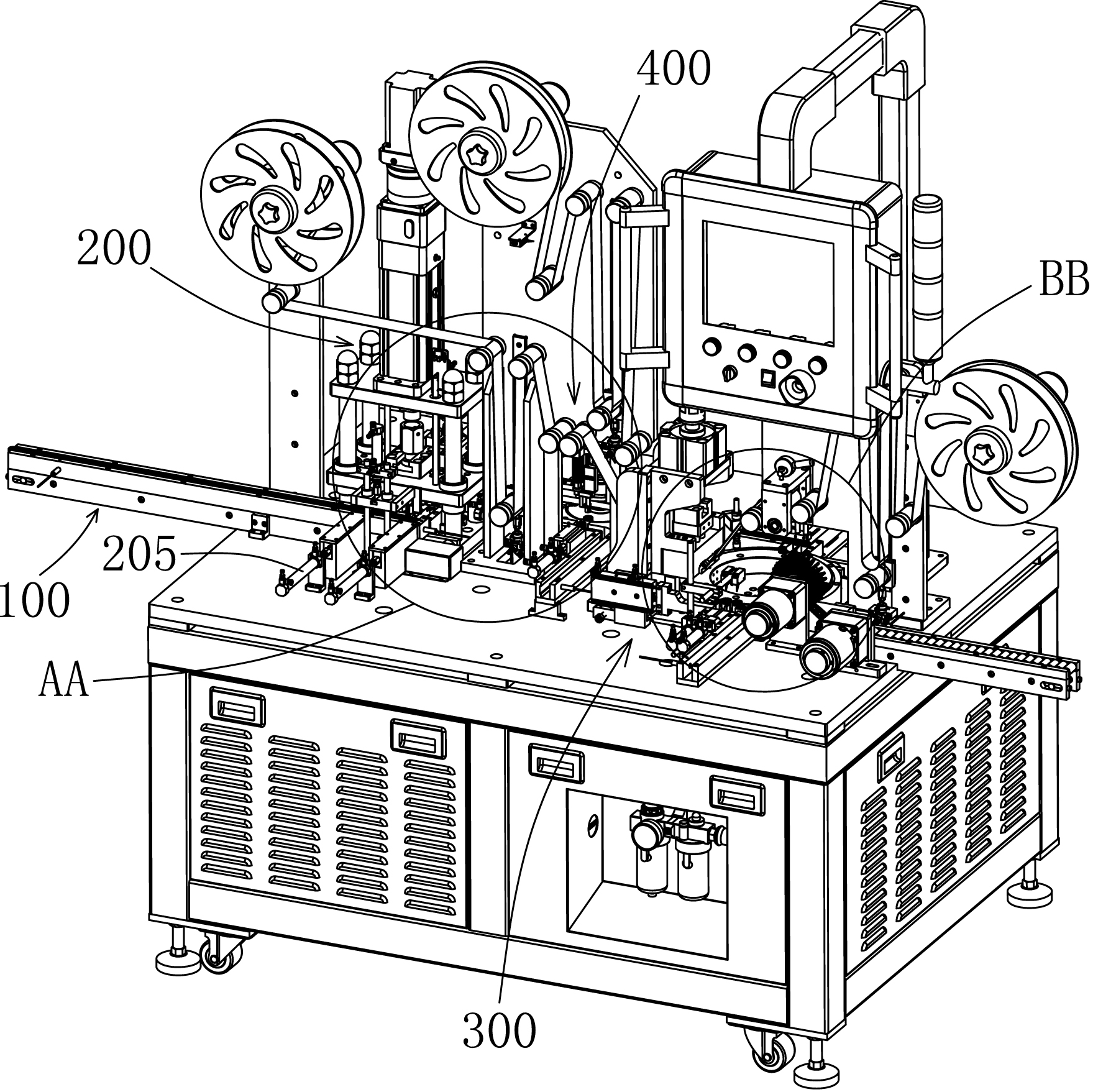
有鉴于此,本发明提供一种墩封机,能够有效提高圆柱形电池顶盖墩封效率,显著 提高生产效率,同时在墩封完毕的圆柱形电池的正极贴上青稞纸以绝缘并保护电池。 本发明的目的通过以下技术方案实现: 一种墩封机,包括运送待加工工件的输送料带、由输送料带依次连通的墩封装置、青稞 纸贴合装置,墩封装置包括与输送料带接通的墩封夹具、位于墩封夹具上方的墩封压块、驱 使墩封压块上下移动的墩封气缸,青稞纸贴合装置包括与输送料带接通的转盘、位于转盘 上方的冲孔贴合机、为冲孔贴合机提供青稞纸原料的放卷辊和为冲孔贴合机收集青稞纸废 料的收卷辊。 优选的,墩封夹具与输送料带间设置有入料道、驱使待加工工件从输送料带经由 入料道到达墩封夹具的入料气缸、出料道、以及驱使待加工工件从墩封夹具经由出料道到 达输送料带的出料气缸。 优选的,墩封夹具由左夹块和右夹块、以及推动右夹块移动的夹具气缸,左夹块具 有朝向右夹块的半圆形左侧槽,右夹块具有朝向左夹块的半圆形右侧槽,左夹块上设置有 缓坡。 优选的,还包括墩封检测装置,墩封检测装置位于墩封装置和青稞纸贴合装置之 间的输送料带上,墩封检测装置包括与输送料带接通的圆柱形腔体、位于圆柱形腔体内的 圆形卡盘、驱使圆形卡盘转动的电机、以及位于圆形卡盘旁的传感器,圆形卡盘上设置有用 于与圆柱形腔体侧壁配合以卡紧待加工工件的半圆形凹槽。 优选的,墩封检测装置旁设置有不良品通道,不良品通道上设置有不良品抓取气 缸。 优选的,还包括空位检测器、贴合检测装置、清扫轮,空位检测器、贴合检测装置、 清扫轮亦设置在转盘上方,转盘上待加工工件依次经过空位检测器、青稞纸贴合装置、贴合 检测装置、清扫轮。 优选的,输送料带包括立式料带和横式料带,转盘一处与立式料带连通、另一处通 过翻转通道与横式料带连通,翻转通道挖设有螺旋状凹槽。 3 CN 111573349 A 说 明 书 2/4 页 本发明相较于现有技术的有益效果是: 本发明实现了电池顶盖墩封和贴青稞纸的全自动化生产作业,代替了人工作业,大大 提高了生产效率。同时,可以可对完成墩封和贴青稞纸的电池进行检测,提高了生产的良 率,将墩封和贴青稞纸不良的电池进行回收,大大降低了企业的生产成本。 附图说明 图1为本发明一实施例中墩封机的结构图。 图2为图1中AA区域的放大图。 图3为图2中CC区域的放大图。 图4为图1中BB区域的放大图。 图5为本发明一实施例中墩封机的结构图。 图6为图5中DD区域的放大图。 图7为图5中EE区域的放大图。 图8为本发明一实施例中墩封机的结构图。 图9为图8中FF区域的放大图。 图10为本发明一实施例中墩封机的结构图。 图11为图10中区域的放大图。 图12为本发明一实施例中转盘、冲孔贴合机的结构图。 图13为本发明一实施例中墩封检测装置的局部结构图。 图中,输送料带(100)、墩封装置(200)、青稞纸贴合装置(300)、墩封夹具(201)、墩 封压块(202)、墩封气缸(203)、入料道(204)、入料气缸(205)、出料道(206)、出料气缸 (207)、左夹块(208)、右夹块(209)、夹具气缸(210)、半圆形左侧槽(211)、半圆形右侧槽 (212)、缓坡(213)、转盘(301)、冲孔贴合机(302)、放卷辊(303)、收卷辊(304)、墩封检测装 置(400)、圆柱形腔体(401)、圆形卡盘(402)、电机(403)、传感器(404)、半圆形凹槽(405)、 不良品通道(406)、不良品抓取气缸(407)、空位检测器(500)、贴合检测装置(600)、清扫轮 (700)、翻转通道(800)、螺旋状凹槽(801)。











