
技术摘要:
本发明公开了一种超高强钛合金热轧棒材的制备方法,该方法包括以下步骤:一、将超高强钛合金棒材加热至β相变点温度以下15℃~20℃后进行保温;二、将经保温处理后的超高强钛合金棒材加热至β相变点温度以上10℃后进行多道次轧制,得到超高强钛合金热轧棒材。本发明通 全部
背景技术:
近年来,随着航空航天器的发展,钛和钛合金的研究和应用不断拓展。超高强度钛 合金(σb≥1250MPa)作为结构件应用于航空、航天等需要高强度高韧性的部位,特别是在航 空航天领域,进一步提高钛合金的比强度和比刚度,以实现更大的减重效果。 作为紧固件用的超高强钛合金棒材一般采用在β相变点温度之下进行变形制备。 超高强钛合金棒材变形抗力大,加工难度大,同时在轧制变形过程中容易温升导致产生过 热组织,形成粗大的β晶粒从而降低了超高强钛合金的力学性能(强度、塑形等)。并且这种 过热组织很难通过热处理调整获得优异的综合性能,大大影响了超高强钛合金材料的应 用,有些时候不得不降材使用,如何通过工艺优化使超高强钛合金获得具有优异综合性能 的等轴组织,是目前本领域技术人员需要解决的问题。
技术实现要素:
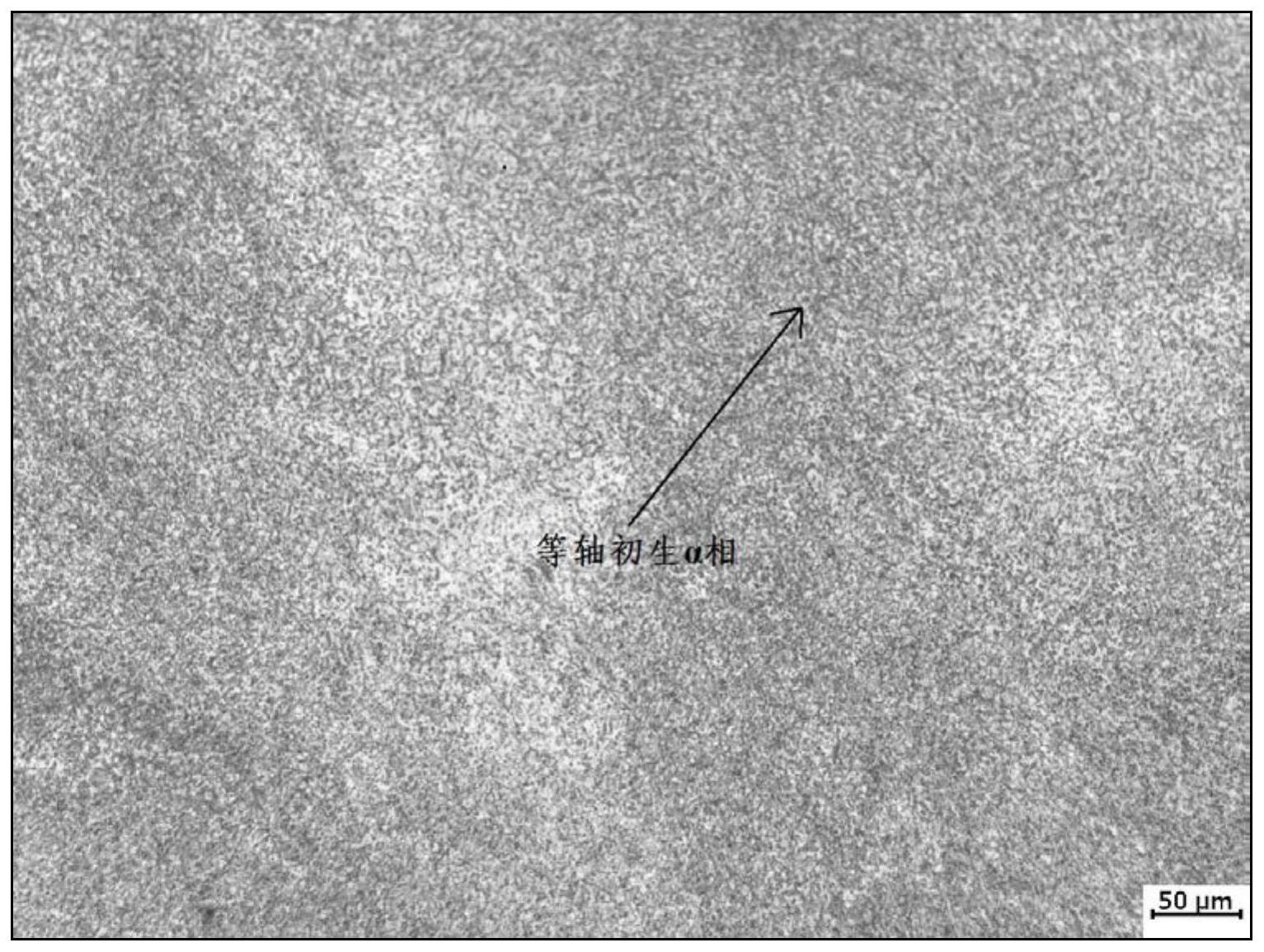
本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种超高强钛合 金热轧棒材的制备方法。本发明通过两步加热使超高强钛合金棒材的表层下获得β晶粒组 织,降低了生产设备的磨损,通过多道次轧制使超高强钛合金棒材中的β晶粒组织得到了充 分破碎,获得了所需的等轴组织,在降低了轧制变形抗力的基础上,又不产生过热组织,使 超高强钛合金热轧棒材具有优异的组织均匀性和性能均匀性,从而具有优异的抗拉强度和 延伸率。 为解决上述技术问题,本发明提供的技术方案为:一种超高强钛合金热轧棒材的 制备方法,其特征在于,该方法包括以下步骤: 步骤一、将超高强钛合金棒材加热至β相变点温度以下15℃~20℃后进行保温处 理;所述超高强钛合金的抗拉强度σb≥1250MPa; 步骤二、将步骤一中经保温处理后的超高强钛合金棒材加热至β相变点温度以上 10℃后进行多道次轧制处理,得到超高强钛合金热轧棒材。 本发明先将超高强钛合金棒材加热至β相变点温度以下15℃~20℃后进行保温处 理,然后加热至β相变点温度以上10℃后进行多道次轧制处理,通过两步加热使超高强钛合 金棒材的表层下为β晶粒组织,使超高强钛合金棒材的内部为(α β)两相区组织,β晶粒组织 具有较低的变形抗力,减小了轧制加工时超高强钛合金棒材对轧辊的冲击,减小了对轧辊 的硬损伤,降低了生产设备的磨损,经过多道次轧制变形后的超高强钛合金棒材中的β晶粒 得到了充分破碎,获得了所需的等轴组织,在降低了轧制变形抗力的基础上,又不产生过热 组织,使超高强钛合金热轧棒材具有优异的组织均匀性和性能均匀性,从而具有优异的抗 拉强度和延伸率。 3 CN 111549306 A 说 明 书 2/5 页 上述的一种超高强钛合金热轧棒材的制备方法,其特征在于,步骤二中所述多道 次轧制处理的过程为:将超高强钛合金棒材进行5道次~10道次轧制;所述多道次轧制处理 中单道次轧制的变形量为10%~20%。本发明通过控制多道次轧制的次数和变形量,使超 高强钛合金棒材内的β晶粒组织充分破碎,获得了所需的等轴组织,同时保证了超高强钛合 金热轧棒材的变形热不会产生较高的温升,使超高强钛合金热轧棒材具有优异的组织均匀 性和性能均匀性,从而具有优异的抗拉强度和延伸率。 上述的一种超高强钛合金热轧棒材的制备方法,其特征在于,步骤一中所述超高 强钛合金棒材的直径为Φ45mm~Φ55mm。本发明通过控制超高强钛合金棒材的直径,保证 了超高强钛合金热轧棒材具有合适的尺寸,增大了超高强钛合金热轧棒材的适用性,同时 该直径范围为常规轧机轧制所需坯料的尺寸,在常规热轧机组上即可生产,无需对设备进 行改造,降低了生产成本。 上述的一种超高强钛合金热轧棒材的制备方法,其特征在于,步骤一中所述保温 处理的时间为25min~30min。本发明通过控制保温时间,使超高强钛合金棒材从心部到表 层的温度一致,避免了保温时间过短导致的超高强钛合金棒材受热不均的不足,避免了保 温时间过长导致的生产效率低的不足。 上述的一种超高强钛合金热轧棒材的制备方法,其特征在于,步骤二中所述加热 的时间为5min~10min。本发明通过控制加热的时间,保证了超高强钛合金棒材中距表层 3mm~6mm的部位为β晶粒组织,使超高强钛合金棒材内的β晶粒组织在后续的多道次轧制处 理后充分破碎,获得了所需的等轴组织,使超高强钛合金热轧棒材具有优异的组织均匀性 和性能均匀性,从而具有优异的抗拉强度和延伸率,避免了由于升温时间过短导致的β晶粒 组织过少,超高强钛合金热轧棒材性能达不到要求的不足,避免了由于升温时间过长导致 的β晶粒组织过多,β晶粒组织在后续的多道次轧制处理后不能充分破碎的不足。 上述的一种超高强钛合金热轧棒材的制备方法,其特征在于,步骤二中所述超高 强钛合金热轧棒材的直径为Φ8mm~Φ20mm。本发明通过控制超高强钛合金热轧棒材的直 径,使超高强钛合金热轧棒材能够制备应用于航空、航天等领域的紧固件,具有实用性强, 便于操作的优点。 本发明与现有技术相比具有以下优点: 1、本发明先通过两步加热使超高强钛合金棒材的表层下获得β晶粒组织,减小了 轧制加工时超高强钛合金棒材对轧辊的冲击,减小了对轧辊的硬损伤,降低了生产设备的 磨损,然后进行多道次轧制使超高强钛合金棒材中的β晶粒组织得到了充分破碎,获得了所 需的等轴组织,使超高强钛合金热轧棒材具有优异的组织均匀性和性能均匀性,从而具有 优异的抗拉强度和延伸率。 2、本发明采用多道次小变形量的轧制,在充分破碎表层的β晶粒组织的同时不产 生由于剧烈变形产生过热组织,提高了超高强钛合金热轧棒材的组织均匀性和性能均匀 性,从而提高了抗拉强度和延伸率。 3、本发明的制备工艺简单,在常规热轧机组上即可生产,无需对设备进行改造,降 低了生产成本,适宜推广。 下面通过附图和实施例对本发明的技术方案作进一步的详细描述。 4 CN 111549306 A 说 明 书 3/5 页 附图说明 图1为本发明实施例1的Ti-1300超高强钛合金热轧棒材的显微组织图。 图2为本发明对比例1的Ti-1300超高强钛合金轧制棒材的显微组织图。 图3为本发明对比例2的Ti-1300超高强钛合金轧制棒材的显微组织图。











