
技术摘要:
本发明公开了一种连续纤维增强构件的3D打印成型方法,属于3D打印技术领域,包括:1)光敏树脂与连续纤维在挤出头内部充分接触,形成复合前驱体;2)利用3D打印平台同步进行构件成型;3)在光照条件下,打印过程中光敏树脂发生交联固化,完成连续纤维与光敏树脂的复合强化 全部
背景技术:
光敏树脂指用于光固化快速成型的材料为液态光固化树脂,主要由齐聚物、光引 发剂、稀释剂组成。其本身是由高分子组成的具有一定粘度的胶状物质,这些高分子如同散 乱的链式交连的篱网状碎片。光敏树脂遇光后会改变其化学结构,这些分子结合成较长的 交联聚合物高分子,聚合物由胶质树脂转变成坚硬物质。光敏树脂具有固化速度快,生产与 能量利用率高的特点,是一种环境友好型材料。固化后的光敏树脂具有强度高、耐磨、耐腐 蚀等特性。同时光敏树脂可涂装各种基材,如塑料、皮革、金属、玻璃、陶瓷、纤维等,但是固 化后的光敏树脂存在韧性较差的问题。 连续纤维具有许多优良性能,纤维的轴向强度和模量高,密度低、比性能高,无蠕 变,非氧化环境下耐超高温,耐疲劳性好,热膨胀系数小且具有各向异性,耐腐蚀性好,又兼 备纺织可加工性。而纤维本身强度较低,耐磨性、抗剪切应变能力较差。FDM-3D打印技术是 将低熔点线型材料热化后从挤出头喷出,挤出头在计算机的控制下,沿零件的每一截面的 轮廓准确运动,挤出半流动的热塑材料沉积固化成精确的实际部件薄层,覆盖于已建造的 构件层之上,每完成一层成型,工作台便下降一层高度,喷头再进行下一层截面的扫描喷 丝,如此反复逐层沉积,直到最后一层,这样逐层由底到顶地堆积成一个实体模型或零件, 这要求材料本身存在一定强度的同时,在打印过程中也需要具有一定塑性特性。 现有技术中,连续纤维和光敏树脂需要提前预浸,然后进行3D打印成型,生产效率 低,由于光敏树脂遇光后极易发生固化,从而改变其化学结构,生成较长的交联聚合物高分 子,容易堵塞喷头,导致打印成功率不高。
技术实现要素:
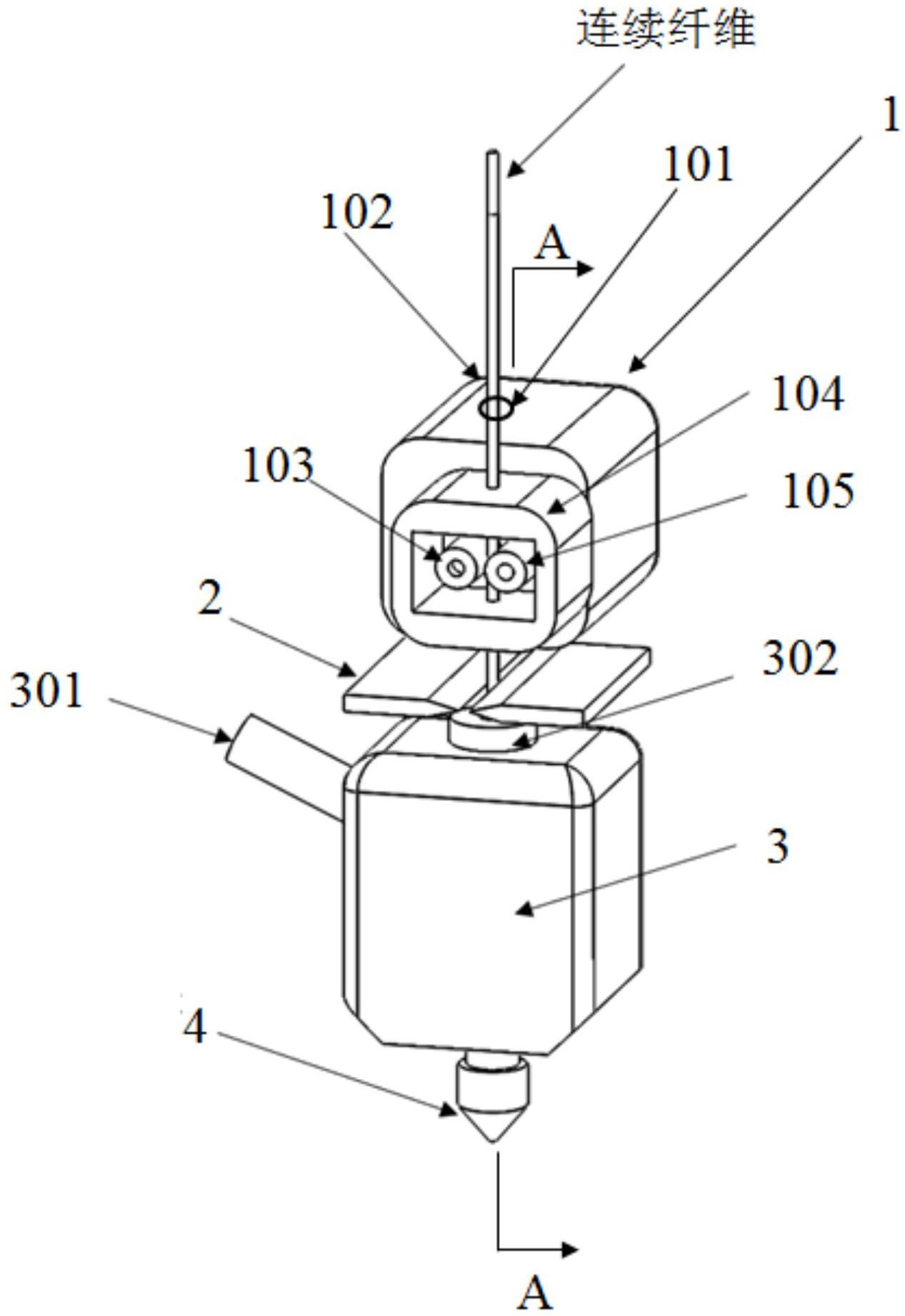
本发明的目的在于提供一种连续纤维增强构件的3D打印成型方法,将材料复合过 程与成型同步进行,以提高生产效率和打印成功率。 为了实现上述目的,本发明采用以下技术方案: 本发明提供一种连续纤维增强构件的3D打印成型方法,包括: 光敏树脂与连续纤维在挤出头内部充分接触,使连续纤维表面包裹光敏树脂,形 成复合前驱体; 利用3D打印平台同步进行构件成型; 在光照条件下,打印过程中光敏树脂发生交联固化,完成连续纤维与光敏树脂的 复合强化,得到连续纤维增强构件; 所述挤出头包括从上至下依次设置的送丝装置、剪断装置、挤出腔体和喷嘴,所述 送丝装置设有第一进料端,用于连续纤维的进料口,所述挤出腔体设有第二进料端,第二进 4 CN 111572016 A 说 明 书 2/5 页 料端与挤出腔体连通,用于光敏树脂的进料口,以实现连续纤维和光敏树脂的同步进料。 优选的,所述送丝装置包括框架、以及设置于其上的驱动轮、驱动电机、从动轮,驱 动轮通过联轴器与驱动电机的输出轴相连,连续纤维通过驱动轮和从动轮之间并夹紧,驱 动轮在驱动电路控制下转动,带动连续纤维向前进行送料,通过挤出腔体进料端口,进入挤 出腔体内部。 优选的,所述剪断装置包括第一刀片、第二刀片,剪断装置与3D打印平台的控制系 统连接,在纤维堆积成型过程中,根据构件模型路径与堆积方式的设计,从而实现对挤出腔 体进料端口的连续纤维进行精确剪断操作。 精确剪断操作能保证为打印部位剩余部分留下充足余料,同时,在完成该部位打 印过程后,挤出系统路径转移过程中停止材料供给的挤出。 优选的,所述第二进料端通过外接导管与蠕动泵连接,进行光敏树脂供料。 优选的,所述连续纤维的直径略小于挤出头喷嘴,从而使复合前驱体能够从顺利 通过挤出头喷嘴。 优选的,所述成型借助FDM-3D打印平台完成。 优选的,所述光敏树脂为市场上通用的液态光敏树脂。 优选的,所述连续纤维为韧性连续纤维、非韧性连续纤维中的一种。 更优选的,所述韧性连续纤维为连续玻璃纤维、连续金属纤维、连续竹炭纤维、连 续韧性矿物纤维、连续韧性合成纤维中的一种,韧性连续纤维质硬,本身存在一定塑性,同 时存在一定非轴向强度。 更优选的,所述非韧性连续纤维为连续碳纤维、连续尼龙纤维、连续芳纶纤维、连 续非韧性天然纤维、连续非韧性合成纤维中的一种,非韧性连续纤维质软,本身塑性较好, 非轴向强度较低。 在一个具体的实施方式中,采用韧性连续纤维,可直接采用FDM-3D打印平台进行 供给打印。 在一个具体的实施方式中,采用非韧性连续纤维,先进行表面处理,使其具有一定 韧性,再按照韧性连续纤维的方式进行打印,所述表面处理为加热处理、酸性腐蚀处理、涂 覆处理中的任意一种。 进一步,采用非韧性连续纤维,对其进行表面涂覆处理,包括以下步骤: (1)将非韧性连续纤维放入与打印相同材质的光敏树脂中进行浸泡,保证纤维与 树脂充分接触; (2)浸泡完成后将连续纤维拉直平放在桌面上,使用光源对其进行光照,使表面的 光敏树脂固化完成韧性处理。 进一步,采用非韧性连续纤维,对其进行表面涂覆处理,包括以下步骤: (a)以丙烯酰胺为包覆层对非韧性连续碳纤维进行同轴包覆处理; (b)使用光源对同轴包覆的连续纤维进行光照,使表面的丙烯酰胺发生交联固化 完成硬质化。 本发明的原理:本发明通过光敏树脂与连续纤维在挤出头内部形成复合前驱体, 随后借助FDM-3D打印平台在构件成型的过程中完成材料复合增强的一种方法,本发明在第 一进料端通入连续纤维,第二进料端通入光敏树脂,光敏树脂与纤维充分接触,使纤维表面 5 CN 111572016 A 说 明 书 3/5 页 包裹光敏树脂,随后在底板堆积成型,在打印过程中提供光源进行光照,光敏树脂在光照条 件下迅速交联固化,在完成光敏树脂与纤维复合过程的同时,保证了光敏树脂与平台基底、 光明树脂层与层之间的粘连、交联,从而保证了最终样品的成型与稳定性,最终得到强化的 3D打印构件。 与现有技术相比,本发明具有如下有益效果: 本发明使用连续纤维与光敏树脂的复合材料作为原料,借助FDM-3D打印平台完成 构件成型,以及精确剪短操作,实现树脂与纤维复合强化及成型过程是同步协调完成的,因 此在提升构件整体性能的同时,缩短了从原料强化到成型过程的周期,从而构件成型的效 率也得到提高。另一方面,在光敏树脂与连续纤维的选择上有着更为广泛的适用性与结合 性,能够针对不同材质构件进行选择性的打印成型。 本发明采用连续纤维与树脂复合的方法,对成型材料进一步强化,从而提高了最 终构件的质量与性能,同时材料复合过程和构件成型过程同步完成,提高打印材料的性能 之外保证了打印效率,应用前景广阔。 附图说明 图1为本发明3D打印平台挤出头的结构示意图。 图2为图1的A-A方向剖面图。 图3为连续纤维与光敏树脂的复合强化过程示意图。 图示序号: 1—送丝装置,101—第一进料端,102—框架,103—驱动轮,104—驱动电机,105— 从动轮; 2—剪断装置; 3—挤出腔体,301—第二进料端,302—挤出腔体进料端口; 4—喷嘴; 5—打印平台基底; 6—连续纤维增强构件。











