
技术摘要:
本发明公开了一种应用于AOI检测的数据监测方法及电子设备,该方法包括:创建AOI检测过程中的待监测对象,并构建不同的待监测对象与其对应的预警条件、处理策略以及执行所述处理策略的执行对象之间的映射关系链表;采集AOI检测过程中生成的检测数据并形成数据队列,根据 全部
背景技术:
AOI(Automatic Optic Inspection)即自动光学检测,是指采用光学成像技术(通 常使用相机和镜头)获取被测目标的图像,再经过一定的图像处理算法,从拍摄的图像中获 取目标的尺寸、位置、方向、光谱特征、结构及缺陷等信息,从而可以执行产品的检验、装配 线上的零部件鉴定及定位、过程监控中的测量、过程控制反馈、分类与分组等任务。目前, AOI在半导体、工业机器人、汽车零件制造、印刷、钢铁、医疗与医药等诸多行业都有着广泛 的应用。用于缺陷检测的AOI系统主要针对产品的缺陷进行检测,然后按照行业标准进行分 类和判等。 目前车间内的各个线体之间均安装AOI检测设备,每个线体的每个工位都是单独 输出检测结果并进行显示,现场工作人员进行产品质检时,为了能够及时把握每条线体的 运行情况,需要分别对每个线体的每个工位都进行观察。目前各个线体的生产记录都汇总 到一台控制电脑(Control Personal Computer,CPC)中,质检人员操作控制电脑调取每个 线体的每个工位对应的生产数据,并分析某类缺陷出现的频次是否异常,然后进行相应处 理;这种人工处理方式不够方便与智能,且分析结果很大程度上依赖于质检人员的经验,质 检结果容易出现偏差;最重要的是无法快速且及时地监测到产线异常,异常处理不够及时, 具有滞后性,导致异常被处理之前的时间段内的所有产品的检测结果与实际不符。
技术实现要素:
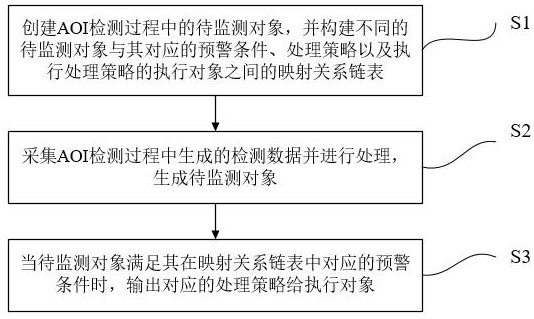
针对现有技术的至少一个缺陷或改进需求,本发明提供了一种应用于AOI检测的 数据监测方法及电子设备,其目的在于解决现有技术存在的无法快速且及时地监测到产线 异常,异常处理不够及时,导致产品检测结果出现误判的问题。 为实现上述目的,按照本发明的一个方面,提供了一种应用于AOI检测的数据监测 方法,包括: 创建AOI检测过程中的待监测对象,并构建不同的待监测对象与其对应的预警条件、处 理策略以及执行所述处理策略的执行对象之间的映射关系链表; 采集AOI检测过程中生成的检测数据并形成数据队列,根据线体、工位、载台之间的从 属关系将所述数据队列进行关联,形成不同层级的数据链表;从所述数据链表中提取检测 数据进行处理,生成待监测对象; 当所述待监测对象满足其在所述映射关系链表中对应的所述预警条件时,输出对应的 处理策略给执行对象。 优选的,上述数据监测方法,所述待监测对象为各检测进程的运行状态; 实时采集每个检测进程对产品进行检测后产生的检测数据,当任一检测进程在预设时 4 CN 111598491 A 说 明 书 2/8 页 间段内未输出所述检测数据,则判定该检测进程出现运行障碍; 生成重启指令并将其发送给各检测进程的控制软体,所述重启指令用于触发所述控制 软体自动重启对应的检测进程。 优选的,上述数据监测方法,所述生成待监测对象的过程具体为: 将当前产品的检测数据添加至数据队列中,根据预警条件将其与不同层级的数据链表 中的历史流片数据进行比对和统计,得到待监测对象。 优选的,上述数据监测方法,所述数据队列中包括不同检测进程输出的不同类型 的检测数据;所述待监测对象为各检测进程的检测结果统计值; 采集当前产品的检测数据并将其添加至对应的数据队列中,计算每个检测进程输出的 检测数据中连续出现NG的统计次数,或者产品在显示预设画面时每个检测进程输出的检测 数据中连续出现NG的统计次数; 当任一检测进程对应的所述统计次数高于第一预设门限值,则生成第一提示信息并在 界面上显示,和/或,下发第一报警指令给PLC;所述第一报警指令用于控制PLC点亮指示灯 或者发出蜂鸣提示音。 优选的,上述数据监测方法,所述待监测对象为每个载台上已检产品的点屏结果 统计值; 采集当前产品的点屏结果数据并将其与数据队列中的历史点屏结果数据进行比对,计 算每个载台上全部已检产品的点屏通过率,或者计算连续出现点屏异常的统计次数; 当任一载台对应的所述点屏通过率低于第二预设门限值,或者所述统计次数高于第三 预设门限值,则生成包含载台编号的控制指令并将其下发给PLC;所述控制指令用于控制 PLC在产品入料时屏蔽所述载台编号对应的载台。 优选的,上述数据监测方法,所述待监测对象为每个工位上已检产品出现相同类 型缺陷的统计值; 采集当前产品的缺陷类型并将其与数据队列中的历史数据进行比对,计算每个工位上 全部已检产品出现相同类型缺陷的频次,或者计算连续出现相同类型缺陷的统计次数; 当任一工位对应的所述频次高于第四预设门限值,或者所述统计次数高于第五预设门 限值,则生成第二提示信息并在界面上显示,和/或,下发第二报警指令给PLC;所述第二提 示信息中包括缺陷类型,所述第二报警指令用于控制PLC点亮指示灯或者发出蜂鸣提示音。 优选的,上述数据监测方法,所述待监测对象为每个工位上已检产品出现同一类 型缺陷且缺陷位置相同的统计值; 采集当前产品的缺陷类型以及缺陷位置并将其与数据队列中的历史数据进行比对,计 算每个工位上全部已检产品出现相同类型缺陷且缺陷位置相同的频次,或者计算连续出现 相同类型缺陷且缺陷位置相同的统计次数; 当任一工位对应的所述频次高于第六预设门限值,或者所述统计次数高于第七预设门 限值,则生成第三提示信息并在界面上显示,和/或,下发第三报警指令给PLC;所述第三提 示信息中包括缺陷类型以及缺陷位置,所述第三报警指令用于控制PLC点亮指示灯或者发 出蜂鸣提示音。 优选的,上述数据监测方法,所述待监测对象为各工位上上报的第二提示信息的 统计值; 5 CN 111598491 A 说 明 书 3/8 页 采集各工位产生的第二提示信息,当不同工位提供的第二提示信息中的缺陷类型均相 同且该第二提示信息的统计个数与工位总数的比值大于第八预设门限值,则生成第一预警 信息并在界面上显示,和/或,下发第四报警指令给PLC;所述第一预警信息用于表征产品的 来料或前道制程异常,所述第四报警指令用于控制PLC点亮指示灯或者发出蜂鸣提示音。 优选的,上述数据监测方法,所述待监测对象为各工位上报的第三提示信息的统 计值; 采集各工位产生的第三提示信息,当不同工位提供的第三提示信息中的缺陷类型和缺 陷位置均相同,且该第三提示信息的统计个数与工位总数的比值大于第九预设门限值,则 生成第二预警信息并在界面上显示,和/或,下发第五报警指令给PLC;所述第二预警信息用 于表征产品的来料或前道制程异常,所述第五报警指令用于控制PLC点亮指示灯或者发出 蜂鸣提示音。 按照本发明的另一个方面,还提供了一种电子设备,包括至少一个处理单元、以及 至少一个存储单元,其中,所述存储单元存储有计算机程序,当所述计算机程序被所述处理 单元执行时,使得所述处理单元执行上述任一项所述方法的步骤。 总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有 益效果: (1)本发明将AOI检测过程影响产品检测结果的因素实体化为待监测对象,分别为每个 待监测对象配置对应的预警条件、处理策略以及执行处理策略的执行对象,形成映射关系 链表并存储起来;在检测过程中,对实时采集的检测数据进行分析统计得到待监测对象,当 待监测对象满足其对应的预警条件时,则根据映射关系链表中的配置内容触发处理策略下 发与执行,使工作人员能够快速发现异常并及时处理,及时改善制程、处理产线问题,以提 升产线稳定性和良率。 (2)本发明通过实时对比数据库中的历史数据,有效规避了因软、硬件异常导致的 产品检出结果及等级与实际不符的情况,避免出现误判;同时通过各工位报警数据汇总比 对,对相同类型缺陷或相同坐标缺陷的预警,可避免因来料异常或前道制程异常导致的不 良,提高了人员分析、改善问题的时效性和效率。 附图说明 图1是本发明实施例提供的应用于AOI检测的数据监测方法的流程示意图; 图2是本发明实施例提供的另一种数据监测方法的流程示意图。











