
技术摘要:
本发明提供了一种绝缘杆及其制造方法和制造装置,其通过挤出机进行芯棒成型,将纤维毡浸泡于发泡树脂内,并将浸泡后的纤维毡包覆于芯棒外,在纤维毡的外侧继续包覆纤维干纱,并将其浸渍树脂基体,再对半成品的绝缘杆高温固化成型为绝缘杆。本发明提供的绝缘杆及其制造 全部
背景技术:
带电作业用绝缘操作杆是应用于电力系统电气设备的操作上,依靠其自身所具有 的高强度电气绝缘来保护工作人员在高电压电气设备上安全地进行带电作业操作。绝缘操 作杆的外部绝缘管部分一般采用玻璃纤维增强树脂复合材料制造,为了防止绝缘操作杆内 部受潮造成绝缘性能的下降,还需要在绝缘管内部填充聚氨酯泡沫。 目前,带电作业用绝缘操作杆的生产方法一般采用两步法,即先采用拉挤、缠绕工 艺制得复合材料管,然后在切割后的管材内部注入聚氨酯发泡体系完成填充,树脂与管内 壁结合较差,同时生产效率较低,造成成本上升。 申请公布号为CN 102777708A的中国发明专利公开了一种连续纤维编织拉挤管道 和生产方法,其中,生产方法包括以下步骤:A、编织工艺:通过两台编织机或多台编织机在 圆柱形芯模上编织等距离交叉排列纤维层,在编织层之间,可以根据需要加入中间层的纤 维材料;B、浸胶工艺:在浸胶槽里面设有已配好的树脂材料,将上述编织好的纤维通过浸胶 槽里浸胶,每一层都要浸透,然后采用真空泵抽真空;C、固化成型工艺:浸胶后的纤维材料 进入金属模具内在加热炉电热板的作用下固化成型,固化温度120℃~170℃度;D、切割成 品:通过跟踪切割机,按设计长度要求切割成成品。但是,采用上述浸胶后成型的方式成型 管体的方式,编织层和中间的纤维层之间的的结合性能不好,在潮湿天气或浸泡在水中时, 编织层和中间纤维层之间可能会有水分进入的可能,从而影响其绝缘性能。
技术实现要素:
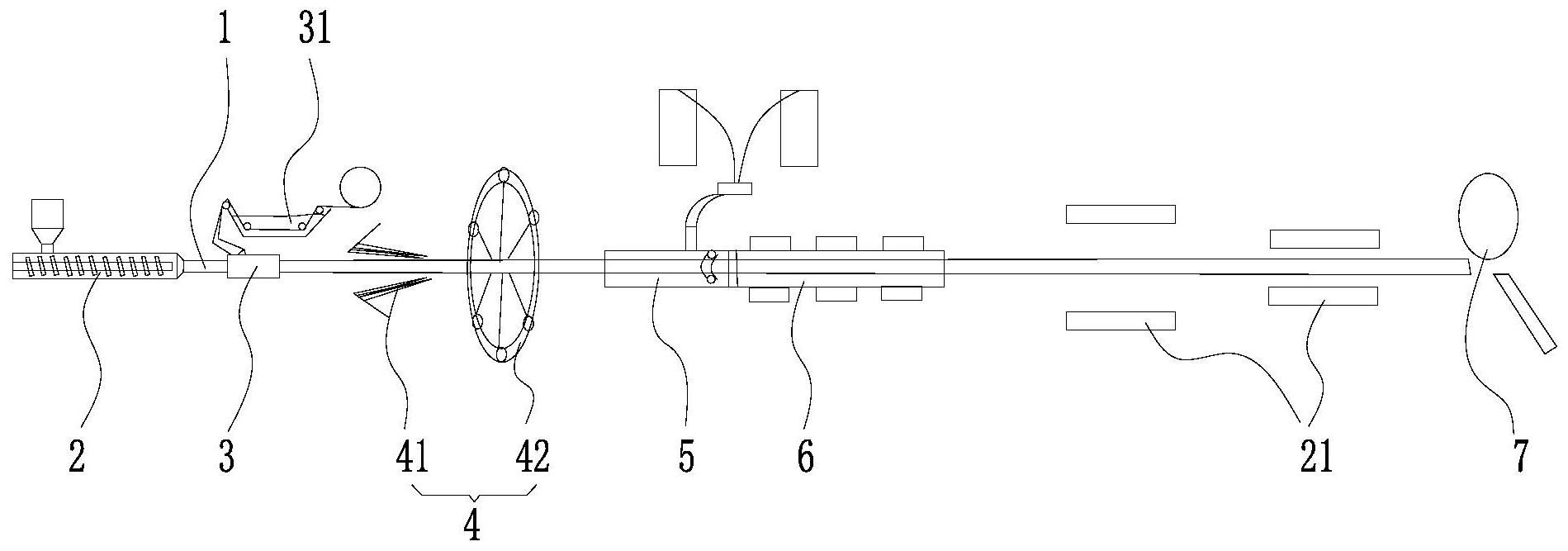
本发明的目的在于提供一种绝缘杆及其制造方法和制造装置,以解决现有技术中 编织层和中间的纤维层之间在潮湿天气可能会进入水分,从而影响其绝缘性能的技术问 题。 为实现上述目的,本发明采用的技术方案是:提供一种绝缘杆的制造方法,包括如 下步骤: 芯棒成型,采用绝缘材料加工成型为芯棒; 包覆纤维毡,将纤维毡浸泡于发泡树脂内,并将浸泡后的所述纤维毡包覆于所述 芯棒外; 包覆纤维干纱,通过将纤维干纱按照铺层设计包覆于所述纤维毡外侧并形成半成 品绝缘杆; 树脂浸渍,将所述半成品绝缘杆浸渍树脂基体; 固化成型,对包覆有所述纤维毡的芯棒高温固化成型。 进一步地,在所述包覆纤维毡的步骤中,浸泡后的所述纤维毡的树脂含量为30% 4 CN 111605230 A 说 明 书 2/7 页 至50%。 进一步地,在所述包覆纤维干纱的步骤中,所述纤维干纱按照环向,和/或,纵向的 铺层设计包覆于所述纤维毡外侧。 进一步地,在所述树脂浸渍的步骤中,通过注射浸胶的方式对所述半成品绝缘杆 浸渍所述树脂基体,且注射压力为0.5~1.5bar。 进一步地,所述树脂基体采用环氧树脂、乙烯基树脂、单组分聚氨酯或双组份聚氨 酯中的任一种或多种。 进一步地,还包括切割步骤,在高温固化成型后对包覆有所述纤维毡的芯棒进行 切割,并切割为若干个绝缘杆。 进一步地,所述芯棒(1)的材料选用发泡树脂。 进一步地,在所述固化成型步骤中,其包括第一加热区、第二加热区和第三加热 区,所述第一加热区的温度为60至120℃,所述第一加热区的温度为160至210℃,所述第一 加热区的温度为170至220℃,所述半成品绝缘杆的移动速度为0.5至3m/min。 本发明还公开了一种绝缘杆的制造装置,包括用于挤出芯棒的挤出机,用于将纤 维毡包覆于所述芯棒外侧的纤维毡包覆机,用于将纤维干纱按照铺层设计包覆于所述纤维 毡外侧并形成半成品绝缘杆的纤维干纱包覆机,用于将所述半成品绝缘杆浸胶的第二浸胶 盒,以及用于将包覆有所述纤维毡的芯棒加热固化的加热模具;所述挤出机的一端设有牵 引所述芯棒的牵引机构;所述纤维毡包覆机的一侧设有供所述纤维毡浸胶的第一浸胶盒; 其中,所述纤维毡包覆机、所述纤维干纱包覆机、所述第二浸胶盒和所述加热模具均位于所 述挤出机和所述牵引机构之间。 进一步地,所述纤维干纱包覆机包括纵向包覆机和环向包覆机,且所述环向包覆 机位于所述纵向包覆机靠近所述牵引机构的一侧。 进一步地,还包括设于所述牵引机构远离所述挤出机一端的切割机构。 进一步地,所述加热模具包括依次连接的第一加热区、第二加热区以及第三加热 区,所述第一加热区的温度为60至120℃,所述第二加热区的温度为160至210℃,所述第三 加热区的温度为170至220℃。 进一步地,所述第二浸胶盒上与所述加热模具的连接处还设有水冷管,所述水冷 管的冷却温度小于40℃。 本发明还公开了一种绝缘杆,采用如上所述绝缘杆的制造方法制制成,其包括芯 棒、包覆于所述芯棒外侧的纤维毡层以及包覆于所述纤维毡层外侧的纤维铺层,且所述纤 维毡层的内部及两侧均填充有发泡树脂。 本发明提供的绝缘杆及其制造方法和制造装置的有益效果在于:与现有技术相 比,本发明绝缘杆及其制造方法和制造装置,将纤维毡首先浸泡于发泡树脂内,使得纤维毡 上填充有发泡树脂,在后续固化成型时发泡树脂受热发泡,使得纤维毡和芯棒之间能够通 过纤维毡上的发泡树脂发泡后实现连接,且发泡树脂在发泡膨胀时对内部的芯棒进行挤 压,形成良好的密封,减少了水份进入的可能,保证绝缘杆的电气性能不受潮湿天气的影 响。将纤维干纱包覆于纤维毡外侧后再进行浸渍树脂基体,能够在外层对内部的纤维毡进 行包覆,并在纤维毡的外层形成能够实现密封的纤维铺层,通过纤维铺层对纤维毡进行包 覆和保护,采用此制造装置能够快速的对绝缘杆进行加工提高了生产效率的同时减少了边 5 CN 111605230 A 说 明 书 3/7 页 角料的浪费,大大降低了产品的成本。 附图说明 为了更清楚地说明本发明











