
技术摘要:
本发明公开了一种对称式三辊卷板机卷制的带直边卷管的滚弯方法,包括如下步骤:采用滚弯机构对带直边卷管预成形后滚弯成形,滚弯成形后整形。本发明通过预成形—滚弯—整形的连续工步,可以实现对带直边卷管的连续滚弯制造;易于实现钢管的自动化制造,极大地降低了生 全部
背景技术:
在金属件制作过程中,往往需要把钢板卷弯,卷板机就是使板料弯曲成形的设备, 是锻压机械中的重要分支。目前三辊式卷板机的应用十分广泛,三辊式卷板机工作原理为 上辊在两个下辊中央对称位置通过锥齿轮传动作垂直升降活动,通过主减速机的末级齿轮 带动两下辊齿轮啮合作旋转运动,为卷制板材提供扭矩。在卷制板材过程中,由于卷板机两 个下辊之间存在间距,卷板机不能弯卷板材的全部长度,导致板材端部无法直接卷制,存在 一段直边。 目前常用的处理卷管直边的方法主要有两种,一种是将两个剩余直边合口,合口 对其后进行焊接,形成一个平板,随后再置于卷板机上,卷制消除剩余直边。该方法卷制生 产率较低,卷制成本较高,生产周期长,也不利于钢管的自动化生产制造。另外一种方法是 人工直接切除直边,这样在切除直边时会存在坡口不均匀现象,纵焊缝的相对间隙不易保 证。此外,预留直边宽度不易掌握,易出现直边消除不彻底现象,这样浪费了大量的管材,增 加了成本,影响了生产效率。
技术实现要素:
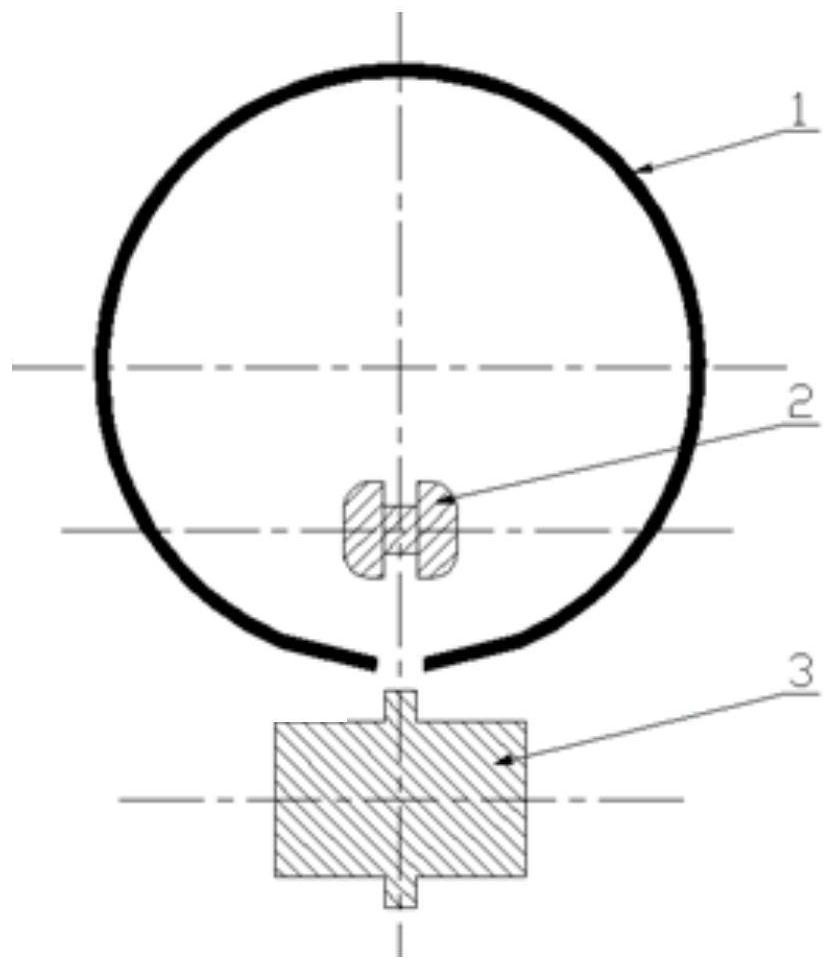
本发明的目的在于,克服现有技术中存在的缺陷,解决现有对称式三辊卷板机带 直边卷管技术的不足,提供一种可实现自动化生产制造、节约人力物力、生产周期短的对称 式三辊卷板机带直边卷管的滚弯方法。 为实现上述目的,本发明的技术方案是设计一种对称式三辊卷板机卷制的带直边 卷管的滚弯方法,包括如下步骤:采用滚弯机构对带直边卷管预成形后滚弯成形,滚弯成形 后整形。 进一步的技术方案是,滚弯机构包括按工序依次设置的导入模具组、滚弯模具组 及导出模具组。 进一步的技术方案是,导入模具组包括用于对卷制的带直边卷管进行预成形的上 导入模与下导入模;所述滚弯模具组包括用于对预成形后的带直边卷管进行滚弯成形的上 滚弯模与下滚弯模;所述导出模具组包括用于对滚弯成形后的带直边卷管进行整形的上导 出模和下导出模。 进一步的技术方案为,下导入模呈中部设有环形凸起的圆柱体,环形凸起与圆柱 体同心设置,环形凸起的旋转轴线与待滚弯的带直边卷管的轴向垂直,所述上导入模呈中 间小两头大的对称三阶梯柱状,中间小两头大的上导入模其中部形状与下导入模其环形凸 起相适配,中间小两头大的上导入模两端其侧面的曲率与带直边卷管曲率一致;上导入模 的旋转轴线垂直于待滚弯的带直边卷管的旋转轴线。通过上、下导入模对带直边钢管持续 4 CN 111589909 A 说 明 书 2/4 页 地进行预成形的同时,由于环形凸起与上导入模其中部形状相适配的设置可以持续地对钢 管进行导向,并控制钢管的两直边间隙。 进一步的技术方案为,下滚弯模呈轴对称体且沿其旋转轴线方向的中部设置圆柱 状凸起,下滚弯模其位于圆柱状凸起的两侧部分具有与带直边卷管曲率一致的曲面;上滚 弯模呈中间小两头大的对称三阶梯柱状,中间小两头大的上滚弯模中部形状与下滚弯模其 圆柱状凸起相适配,中间小两头大的上滚弯模两端其侧面的曲率与带直边卷管曲率一致。 通过上、下滚弯模对预成形后的钢管持续地进行滚弯的同时,由于圆柱状凸起与上滚弯模 中部形状相适配的设置可以持续地对钢管进行导向,并控制钢管的两直边间隙。 进一步的技术方案为,下导出模呈轴对称体且其旋转轴线垂直于带直边卷管的旋 转轴线,下导出模包括位于两端的平面与位于两平面之间的曲面,曲面的曲率与带直边卷 管的曲率一致;所述上导出模呈轴对称体且其旋转轴线垂直于带直边卷管的旋转轴线,上 导出模包括位于两端的平面与位于两平面之间的曲面,曲面的曲率与带直边卷管的曲率一 致。通过上、下导出模对滚弯后钢管持续地进行整形。 进一步的技术方案为,下导入模、下滚弯模和下导出模分别配合设有高度调节机 构。高度调节机构为现有技术,不赘述。可以是下导入模、下滚弯模和下导出模分别转动设 置在导入模座、滚弯模座和导出模座上,导入模座、滚弯模座和导出模座通过齿轮齿条机构 或丝杆螺母机构实现高度的调节<比如在导入模座、滚弯模座和导出模座的侧面固定设置 齿条,并设置与齿条啮合的齿轮,齿轮通过减速机传动,减速机通过驱动电机驱动>。 进一步的技术方案为,对带直边卷管预成形工序包括如下步骤: S1:将卷制完成后的带直边卷管放至到上导入模与下导入模之间; S2:下导入模上升,对卷制的带直边钢管进行预成形; S3:上导入模旋转运动,带动带直边钢管轴向进给; 所述预成形后的滚弯成形工序包括如下步骤: S4:预成形后的钢管输送至滚弯模具组,下滚弯模上升,通过上滚弯模与下滚弯模 对带直边钢管进行滚弯; S5:上滚弯模旋转运动,带动带直边钢管轴向进给; 所述滚弯成形后的整形工序包括如下步骤: S6:滚弯后的带直边钢管输送至导出模具组,下导出模上升,通过上导出模及下导 出模对滚弯后的带直边钢管进行整形; S7:上导出模旋转运动,带动带直边钢管轴向进给,获得整形后的钢管。首先将带 直边卷管放入模具中,带直边卷管先是经历上、下导入模的预成形。随后经历上、下滚弯模 的滚弯成形。最后通过上、下导出模的整形使卷管留有的直边达到符合制品的弧度。 本发明的优点和有益效果在于:通过预成形—滚弯—整形的连续工步,可以实现 对带直边卷管的连续滚弯制造;易于实现钢管的自动化制造,极大地降低了生产成本,提高 了产品的质量和效率,适合大批量生产。通过上、下导入模对带直边钢管持续地进行预成形 的同时,由于环形凸起与上导入模其中部形状相适配的设置可以持续地对钢管进行导向, 并控制钢管的两直边间隙。 5 CN 111589909 A 说 明 书 3/4 页 附图说明 图1是本发明一种对称式三辊卷板机卷制的带直边卷管的滚弯方法中上、下导入 模具的初始结构示意图; 图2是本发明下导入模上升后的结构示意图; 图3是本发明上、下滚弯模的初始结构示意图; 图4是本发明下滚弯模上升后的结构示意图; 图5是本发明上、下导出模的初始结构示意图; 图6是本发明下导出模上升后的结构示意图; 图7是发明经整形后的钢管。 图中:1带直边卷管、2上导入模、3、下导入模、4上滚弯模、5下滚弯模、6预成形后卷 管、7上导出模、8下导出模、9、滚弯后卷管、10整形后钢管;11、两直边间隙。











